液壓體積流量監控的技術探討
2015-05-30 05:01:55張鳳雷等
中小企業管理與科技·下旬刊 2015年8期
張鳳雷 等
摘 要:文章介紹了目前液壓壓力監控的技術特點及不足,分析了最新體積流量監控,技術特點和優勢。
關鍵詞:液壓;壓力監控;流量監控
0 引言
液壓油是加工設備正常運行時不可缺少的流體,主要應用于夾具動作、主軸刀具夾緊裝置的松開等。為保證機床運行穩定可靠,對機床液壓運行情況的監控必不可少。目前常用的液壓監控技術的不足,這就對流體監控技術提出了新的、更高的要求。下面分別就這些流體在機床上的傳統和最新的監控技術進行分析。
1 傳統壓力監控
1.1 液壓監控原理分析
液壓傳動是設備夾具動作、主軸夾緊裝置松開動作所必需的。通常較完善的是機床對液壓系統液壓缸位置的監控(即夾緊松開狀態),例如夾具夾爪液壓油缸動作的監控,采用的是電子壓力傳感器(部分加工要求低的機床無此監控功能),如IFM壓力傳感器在機床上應用較為廣泛(如圖1)。此種監控方式在夾具油缸動作時,若液壓缸夾緊時左側傳感器1監控的夾緊液壓壓力達到某設定值(4MPa)時控制單元即認為液壓缸已夾緊到位,若液壓缸松開時右側傳感器2監控的松開液壓壓力達到某設定值(1.8MPa)時控制單元則認為液壓缸已松開到位。
此方式存在的不足是液壓缸未夾緊到位但傳感器1壓力值已達到,則認為液壓缸已經正常夾緊。在大批量生產時毛坯件鑄造誤差造成的夾爪與工件的干涉(圖2夾爪與工件干涉造成機床故障,工件報廢);夾具夾爪與液壓缸活塞桿脫開;液壓缸本身卡滯故障等失效形式是不可避免的,上述失效形式對加工設備往往造成災難性的故障。
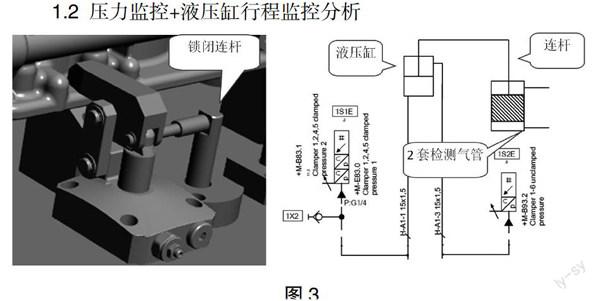
1.2 壓力監控+液壓缸行程監控分析
為避免上述災難性故障的發生,部分有經驗的生產廠商會在此液壓傳感器監控的基礎上,在液壓缸活塞桿處裝配一具有鎖閉氣壓管路的連桿,進行壓力和液壓缸行程雙重監控(圖3)。此方式可實現夾緊、松開兩種狀態的監控和報警,但該方式對機床的回轉油路分配器油路數量提出了更高的要求,只有非常簡單的機床才能采用此技術。
2 新型的監控技術分析
2.1 壓力+液壓體積流量監控技術原理
為避免上述兩種液壓監控方式均存在的不足,目前高端加工設備針對液壓系統采用最新的“壓力+液壓體積流量監控”,既在壓力監控基礎上增加液壓油流量監控。此種監控方式在夾具油缸動作時,若液壓缸夾緊時左側傳感器1監控的夾緊液壓壓力達到某設定值(4MPa)且通過流量監控器的液壓油在某范圍,時時控制單元才認為液壓缸已夾緊。
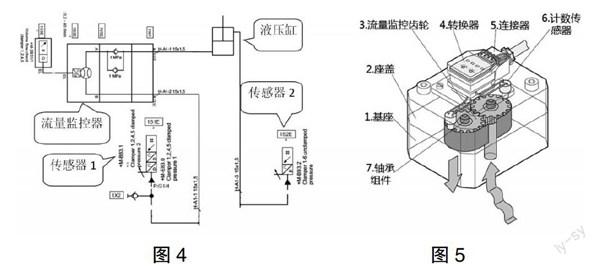
2.2 液壓體積流量監控主要特點和關鍵技術
上圖4為流量監控器圖,其原理類似于齒輪式液壓泵。液壓油流動驅動流量監控齒輪(3)轉動(圖5),齒輪每轉動一個齒距,計數傳感器則發送一個脈沖,一個脈沖既代表一個定體積流量的液壓油。齒輪必須在工作室內無任何干涉和摩擦,且必須使用低摩擦系數的齒輪軸承,否則會產生較大的阻尼,需要有相當的耐沖擊能力。
在設備工作時當完成液壓缸一個夾緊(或松開)動作后,理論上流進(或流出)液壓缸的液壓油體積與流過此流量監控器的流量是相當的。所以利用此流量監控器便可實現對夾具液壓油缸流進(或流出)液壓油體積的準確位監控,進而通過計算轉化可實現對液壓缸活塞位置的準確監控。
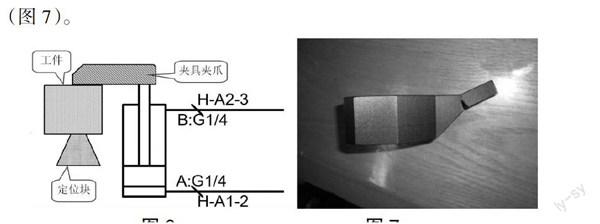
在實際生產過程中發現此流量監控器除去可實現對液壓缸活塞位置的準確監控外還可以實現較多有益的預警、報警功能。此監控器能發現毛坯鑄造偏差(圖6),當工件毛坯鑄造誤差較大時,夾具夾爪液壓缸活塞走的行程較小,進入液壓缸的流量小于設置值下限,機床可以進行報警。能發現液壓系統微量泄露現象,并可以準確提示出泄露量的大小。當夾具夾爪出現疲勞斷裂或其他原因斷裂時,夾爪液壓缸活塞行程超出正常行程時該系統可及時報警(圖7)。
與第一種監控技術相比,此方式可以實現對液壓缸活塞位置的準確實時監控,對設備系統無復雜的硬件需求,且能實現較多有益預警和報警功能。
3 結論
采用“壓力+液壓體積流量監控技術”可以對加工設備的液壓系統工作情況實時監控,且能實現管路堵塞,夾爪斷裂等失效形式的預警、報警,這滿足了現代加工過程對異常監控、預警功能的需求。隨著以后制造技術的發展以及該技術的不斷完善,此技術的優勢會更加明顯。
參考文獻:
[1]Volume counter VC Construction and principle of operation,KRACHT,2013.
[2]尹鵬程.數控機床液壓系統的可靠性驗證試驗方法[J].機床與液壓,2011年23期.