零件鉗加工課程一體化教學改革的實施與思考
2015-05-30 10:48:04滕朝暉
職業·中旬 2015年4期
滕朝暉
摘 要:本文根據零件鉗加工課程一體化教學改革的具體實施情況,論述了一體化課程的內涵與特征、實施一體化課程的必要性與一體化課程教學改革遵循的基本原則,并結合一體化課程具體工作任務,闡述了一些心得體會。
關鍵詞:一體化課程 教學改革 基本原則 實施案例
近年來,隨著中職教育從規模擴張向內涵發展轉變,課程改革的呼吁越來越高,課程改革中的一體化教學也越來越受重視。自浙江省人社廳[2012]192號《關于開展技工院校一體化教學改革試點工作的通知》下達以來,浙江省技工院校掀起了一體化課程教學改革的熱潮,不少技校確實取得了階段性成果。筆者以零件鉗加工課程為一體化教學改革的切入點,在探索中實踐,在實踐中收獲。
一、一體化課程的內涵與特征
一體化課程教學模式是由師生雙方共同圍繞企業的某一項具體工作任務,邊教、邊學、邊做并最終完成教學任務(工作任務)的一種教學方法。一體化課程教學是以國家職業標準為依據,以綜合職業能力為培養目標,通過對典型工作任務分析,并以具體工作任務為教學載體,按照工作過程的順序和學生自主學習要求設計的教學活動。一體化課程是以工作為學習內容,通過工作實現學習的課程,一體化課程最大的好處是在校期間學習的操作技能與企業崗位能進行有效對接,從而使學生有效學習,為學生的可持續發展奠定扎實的基礎。
結合筆者多年的教學經驗可見,一體化課程的特征有三點。第一點是把理論與實踐教學、能力與素質培養融為一體。第二點是以學習企業工作崗位所需的技能為目標,采用模塊式課程體系。第三點是以典型工作任務為載體、工作過程為導向,培養學生良好的綜合職業能力。
二、實施一體化課程教學改革的必要性
零件鉗加工涉及的專業知識主要涵蓋在鉗工工藝學、鉗工技能訓練、機械制圖、公差與配合、金屬處理熱處理等課程里。這些課程以前都是分開教學,原先的教學模式帶來的主要問題有以下幾個方面。
一是理論知識重復講解且理解不透徹,實習時又需重新講解,這就增加了課程任務量,也不利于學生理解。
二是學生學習理論難度較大,很多內容需死記硬背;理論知識與實習內容脫節,實用性差;易造成學生厭學情緒。
三是學習的理論和操作技能不能滿足企業崗位需求,缺乏真實的工作體驗,解決實際工作問題的能力弱,不利于學生綜合職業能力培養。
四是傳統的課程沒有把工作作為一個整體看待,無法實現認識的關聯性和全面性,很難培養人的全面的工作能力。
習近平總書記說:“努力使每個人都有人生出彩的機會。”因此,學校和教師要樹立“人人有才、人無全才、個個成才”的學生觀和人才觀。根據技校學生文化課基礎較弱,學習力不足,但動手能力較強的實際情況,從培養實用型技能人才和從學生職業生涯發展出發,學校應積極實施一體化課程教學改革,培養學生專業能力和通用能力,從而為學生的職業生涯發展奠定較扎實的基礎。
三、一體化課程教學改革遵循的基本原則
1.以綜合職業能力培養為目標
中級工層次零件鉗加工280課時,涉及的與企業工作崗位關聯度較大的課程主要有鉗工工藝學、鉗工技能訓練、機械制圖、金屬材料熱處理、公差與配合、機械基礎等課程,其中,鉗工技能訓練中實用性較強的基本技能主要有畫線、鏨削、鋸削、銼削、孔加工、螺紋加工、矯正、彎曲、連接、鉚接、熱處理工藝與基本的計算能力等內容。此外,責任感、產品質量意識、安全生產和安全用電知識也是企業生產特別重視的。學校根據學生學情分兩個學期上完該課程,每周安排10~12課時,超過部頒280課時的標準。此外,部頒標準不再單獨安排專業基礎課程,而學校根據學生的學情,除鉗工工藝學不開設,其他專業課均照常開設。
2.以典型學習任務為載體
零件鉗加工學習任務有七個,分別是認識新的學習和工作環境;開瓶器的制作;鏨口榔頭的制作;劃規的制作;平行壓板的制作;六角、四方鑲配件的制作;鑰匙的配置。以前學生把上鉗工實習課稱之為“磨鐵”,因為中級工段鉗工實習課以銼配件加工為主,學生普遍感到學習內容單一、枯燥、乏味。零件鉗加工是理實一體化課程,貫徹“學習的內容是工作,通過工作實現學習”的指導思想。學生通過完成工作任務、感受工作過程、工作要素與工作環境及進行工作反思,實現知識與技能的有效銜接。這種真實環境的影響,也讓學生的學習熱情大漲,課堂效率有效提升。
四、一體化課程教學改革實施案例
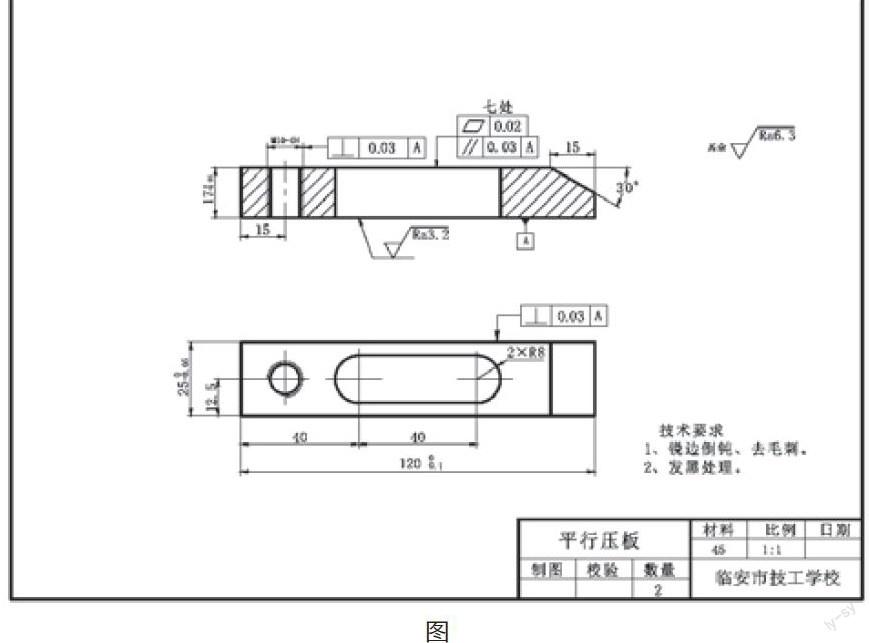
學習任務五:平行壓板的制作。
工作任務描述:學校接到某企業加工平行壓板35副的訂單。學校把該加工任務交給13機電(3)班來完成,要求在80課時內按圖樣和技術要求完成任務,并交付檢驗、使用。
平行壓板圖樣(圖)如下。
學習目標:略。
1.該工作任務需解決的理論知識
(1)明確平行壓板的用途。平行壓板是一種輔助夾具,用于機械加工時固定與定位工件。
(2)能看懂平行壓板圖樣,明確加工要求。
(3)能對螺紋進行分類。如:按旋向分為左旋螺紋、右旋螺紋;按螺紋線數目分為單線螺紋、多線螺紋;按螺紋用途分為連接螺紋、傳動螺紋;按螺紋牙型分為普通螺紋、三角螺紋、梯形螺紋、矩形螺紋、鋸齒形螺紋。
(4)能根據給定的螺紋要素寫出螺紋的規定標記。如:普通螺紋,公稱直徑為24mm,右旋,中徑公差帶代號為5g,頂徑公差帶代號為6g,中等旋合長度。該螺紋的標記為:M24-5g6g
(5)了解麻花鉆切削部分存在的五個缺點。
(6)明確麻花鉆刃磨后的幾何角度要求。
(7)了解絲錐與鉸杠的種類、適用場合。
(8)能計算被加工螺紋的底孔直徑。
2.該工作任務需掌握的操作技能
(1)能獨立或以小組合作方式編制加工工藝,獨立完成工作任務。
加工工藝:依次分別加工4個外形面,加工兩端面,加工300斜面,加工2-R8孔,加工腰孔,加工螺紋底孔,攻螺紋。
(2)逐步掌握麻花鉆的刃磨方法,并能進行孔加工。
(3)熟練掌握砂輪機的使用技能與安全防護措施。
(4)掌握螺紋加工的方法,能區分頭攻絲錐和二攻絲錐。
(5)能熟練使用游標卡尺、千分尺、刀口角尺與萬能游標量角器等量具。
(6)能根據圖樣要求獨立檢測各項技術要求是否達到標準,并分析產品質量存在的缺陷及產生原因。
五、一體化課程教學改革實施后的思考
第一,傳統的鉗工技能訓練課程最大的缺陷是學習的操作技能僅僅是為了應付技能鑒定考試,而與企業工作崗位實際需求嚴重脫節,浪費了很多學生的時間,學生的學習積極性也不高。一體化教學模式真正體現“做中學、學中做”的原則,也即“學習的內容是工作,通過工作實現學習”,因此學生學習積極性普遍較高,學習的技能實用性強。
第二,采用一體化課程教學模式,在完成學習任務過程中,工作過程的結構是完整的,工作要素是全面的。因此,至少要給學生提供一個仿真的工作環境。
第三, 一體化教學運用多種教學手段同步教學,有利于吸引學生的注意力,以提高教學效果。如:采用視頻、實物、上網查找資料、小組討論、相互測評、撰寫總結等方法。學生主觀能動性得以提高,學生間互動性強,課堂氣氛活躍,教學效果好。最終目的是為了使學生學到的技能不會在短期內被機器取代。
第四,考核方式更有利于激勵學生平時的技能學習積極性。學校采用一體化教學模式的班級期末考試不單獨考鉗工技能訓練和鉗工工藝學,采用的是過程評價,即把學生在本學期完成的每一個學習任務進行評分,同時結合學生在課堂上的工作態度與表現、獲取信息能力、完成理論作業、工量具正確使用與擺放、產品質量意識與安全意識、原材料節約等方面情況進行綜合評價,最終得出學生的總評成績。這種考核方式使學生更重視平時的勞動紀律、勞動態度與產品精度,有利于培養學生的綜合職業素養。
第五, 一體化教學有利于培養學生的社會能力、方法能力和專業能力。特別是與他人交流與合作、自學能力、解決問題、產品質量意識、對工作標準的把握、工作方法的運用等方面的能力提高很快。
第六,存在專業知識講授碎片化現象。一體化教學中專業知識教學貫徹的是“用到什么知識就教什么”的原則,因此,專業知識講授不系統、不全面,給學生應知鑒定考試帶來不利因素。
第七,對師資要求較高。教師不僅要有扎實的操作技能和較深厚的、寬泛的專業知識功底,而且要有一定的企業生產實踐經驗,要懂得企業生產新工藝、新材料與新方法的運用。
六、小結
零件鉗加工一體化課程教學改革實施后,學生的學習積極性、操作技能、團隊合作精神、自學能力、語言表達能力、分析問題和解決問題的能力等方面明顯提高,但理論成績沒有優勢。教師在授課過程中應根據國家職業技能鑒定題庫的要求補充相關專業理論知識,從而使一體化課程教學改革取得更明顯的優勢和成效。
參考文獻:
[1]趙志群.職業教育工學結合一體化課程開發指南[M].北京:清華大學出版社,2009.
[2]王增杰.零件鉗加工[M].北京:中國勞動社會保障出版社,2012.
(作者單位:臨安市技工學校)
猜你喜歡
職工法律天地·下半月(2016年9期)2016-11-30 10:12:48
中小企業管理與科技·下旬刊(2016年10期)2016-11-18 20:56:42
新一代(2016年15期)2016-11-16 17:34:55
人間(2016年27期)2016-11-11 16:02:52
成才之路(2016年25期)2016-10-08 10:03:04
成才之路(2016年25期)2016-10-08 10:00:36
成才之路(2016年25期)2016-10-08 09:51:08
科技視界(2016年20期)2016-09-29 12:59:03
科技視界(2016年20期)2016-09-29 11:20:38
科技視界(2016年20期)2016-09-29 11:16:19