基于PLC控制系統設計的研究
2015-05-30 05:56:50鐘春洪
中小企業管理與科技·上旬刊 2015年12期
鐘春洪
摘 要:PLC控制系統因其具有可靠性高、編程簡單、易于修改、低能耗、適應性較強等優點,被廣泛應用在現代化工業生產過程的控制當中。PLC控制系統與當下信息通信網絡組合,對現代化工業生產過程實現了有效的控制,從而進一步提升了勞動生產率,促進了企業經濟效益的提高。故此,加強對PLC控制系統設計的研究,對企業的良好、長遠的發展具有重要的作用。
關鍵詞:PLC控制;系統設計;研究
1 PLC控制系統概述
可編程邏輯控制器簡稱為PLC,它是集自動化技術、計算機技術、通信技術為一體的綜合性技術,主要應用在工業領域。在工業生產過程中應用PLC控制系統,可以通過可編制程序的存儲器對內部的存儲進行邏輯運算、計數與算術操作、順序控制、定時等面向用戶的指令,之后經過數字式或模擬式輸入、輸出控制各種工業的機械生產。另外,PLC控制系統和外圍的配套設備是一個完整的體系,設計系統時要本著簡單操作、易于控制、便于擴展的原則進行,從而保障該控制系統的使用可以實現工業生產的精準化和高效化。目前隨著科學技術的日益成熟,PLC控制系統在冶金、機械、紡織、化工、食品等多個工業生產領域中得到了廣泛的應用,因此應對PLC控制系統進行更為深入的研究。現代化的PLC控制系統應配合工業以太網、網絡通信以及大數據等計算機高端技術,向著全自動、高效率、高精度的智能化生產過程控制方向發展。
2 PLC自動化控制系統的設計
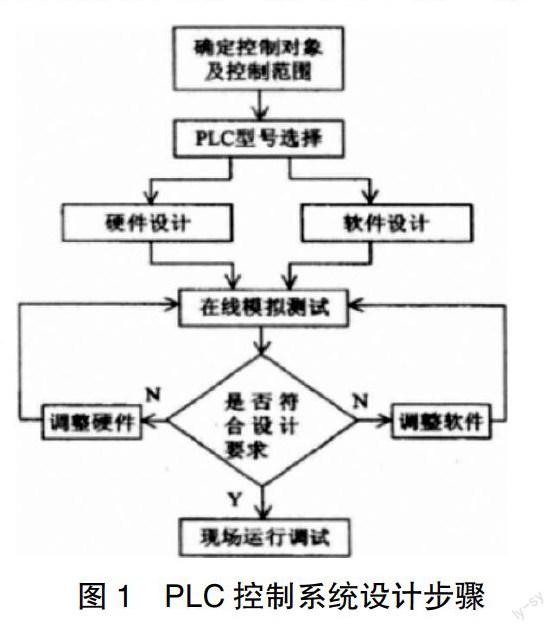
PLC程序設計的主要目的是實現對生產過程中的所有活動的控制,主要內容為采集數據、控制順序、處理數據等。PLC的內部結構包括CPU模塊、內部存儲器、電源模塊與輸入、輸出單元等。具體步驟見圖1。
2.1 PLC控制系統的硬件設計 硬件設計是保障PLC自動化控制系統安全、可靠運行的關鍵部分,也是PLC控制系統設計的重要部分。下面具體對其進行分析。
2.1.1 系統的輸入電路設計 在進行PLC控制系統輸入電路設計時,一般采用DC24V的輸入電源,需要注意的是若電源帶有負載就需要關注電源的容量,同時做好電源的短路防護準備工作,這樣可以有效地保障系統的安全、穩定運行。此外,一般情況下輸入電源的容量是輸入功率的兩倍以上,在設計時,為了更好地保證電路的安全,還應在電源之處或是恰當位置安裝專門的熔絲。另外,由于AC85-240V這種供電電源的適應范圍較廣,應用較多,所以PLC控制系統輸入電源的供電電源電壓一般采用的是AC85-240V。而為了更好的減少外界環境對于電源的干擾,還應在電源上面安裝必要的電源凈化原件,最主要的有電源濾波器和隔離變壓器。而在使用隔離變壓器的過程中,我們可以引入雙層隔離技術,這樣可以通過屏蔽層減少高低頻脈沖干擾。
2.1.2 系統的輸出電路設計 進行系統的輸出電路設計要做好相應的電路設計準備工作,依據企業的生產工藝、技術對輸出電路的要求進行設計。輸出電路應使用晶體管對不同的指示燈、變頻器控制及調速進行輸出,晶體管輸出更是較高頻率的PLC控制系統的重要支持,在系統頻率較低時企業可以選取繼電器為其輸出,提升控制系統的負載能力,這樣的設計更為簡潔方便。另外,對于一些帶有輸出帶電磁線圈的輸出電路來說,為了防止浪涌電流的沖擊,在設計時應該在直流感性負載的旁邊接上續流二極管,以便吸收浪涌電流,從而有效地保護PLC控制系統的安全。
2.1.3 系統的抗干擾設計 目前PLC控制系統設計的重要內容隨著科學技術的發展以及工業自動化程度的加深,變成了如何有效降低外界因素對其的干擾。我們通常采取以下三種方法進行系統的防干擾設計:一是,隔離。系統最直接解決干擾的方式就是隔離。由于原副邊繞組之間的分布電容耦合造成PLC控制系統的高頻率干擾,我們可采用1:1的超隔離變壓器隔離高頻干擾,來實現系統的抗干擾目的;二是布線,分散干擾的重要方式是布線方法,例如把弱電信號線以及原來的強電動力線路進行分開走線,從而達到良好的抗干擾目的;三是屏蔽,阻斷干擾源傳播的抗干擾方式是屏蔽,因為金屬柜能夠對靜電和磁場起到很好的屏蔽作用,所以可以將PLC控制系統直接置于金屬柜之中,提高系統的直接抗干擾性能。
2.2 PLC控制系統的軟件設計 PLC控制系統設計中的另一個重要環節是軟件設計,軟件設計的具體化表現就是程序的編制,這也是PLC控制系統應用的關鍵部分,同時軟件設計是以根據企業的生產過程控制的相關要求,將工藝流程圖轉換為梯形圖為主要任務。PLC控制系統的程序按結構形式可將程序設計分為模塊化程序設計和基本程序設計。基本程序既可以作為獨立程序控制簡單的生產工藝過程,也可以作為組合模塊結構中的單元程序。模塊化程序設計是指把一個總的控制目標程序分成多個具有明確子任務的程序模塊,分別編寫和調試,最后組合完成總任務的完整程序。這種設計思想和方法有助于系統軟件設計更為簡捷和適用。
3 PLC控制系統的調試與實踐
PLC控制系統設計完成后要對其進行調試和實踐,主要包括調試、測試、驗收等過程,以此來保障設計的系統可以滿足生產工藝的要求。對系統進行模塊調試主要是對PLC控制系統中的軟件系統及硬件設備進行調試,并且綜合考慮外界因素對設備的影響,對生產線系統進行初始化設置,確保系統更好地滿足生產工藝的需要。將內部程序設計、PC設計完備后,操作人員通過界面PC進行實際操作,完成對生產過程的全面控制。另外工業控制系統生產性能指標包括生產效率、工作時間、工作人數、工作復雜程度、安全程度、靈活程度等,通過這些性能指標對系統進行初步的估測,不斷反饋與優化,逐步達到擬定的技術要求。
4 結束語
綜上所述,目前我國社會經濟和科技水平的發展,推動了PLC控制技術的進步,在工業生產中應用PLC控制系統,是實現工業生產全自動化的基本前提,也是促進我國工業經濟發展的必然趨勢。在此環境下,相關的工作人員應不斷增強對PLC控制系統的研究力度,進一步完善PLC控制系統的各項功能,促進我國經濟的良好發展。
參考文獻:
[1]張萍萍.基于PLC的氣動機械手控制系統設計[D].電子科技大學,2013.
[2]令榮.基于PLC和觸摸屏的開放式立體車庫控制系統設計[D].蘭州交通大學,2014.
[3]戴亮.PC-PLC控制系統設計[D].華東師范大學,2011.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年12期)2018-08-01 00:47:44
制造技術與機床(2017年6期)2018-01-19 02:41:21
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
電子制作(2017年19期)2017-02-02 07:08:38
