弧焊過程監測嵌入式分析系統
2015-06-05 14:54:01王艷清宋永倫
電焊機 2015年9期
關鍵詞:嵌入式
王艷清,宋永倫
(北京工業大學機械工程與應用電子技術學院,北京100124)
弧焊過程監測嵌入式分析系統
王艷清,宋永倫
(北京工業大學機械工程與應用電子技術學院,北京100124)
以焊接過程中的焊接電流、電弧電壓為信號源,設計了基于STM32的多通道高精度數據采集系統,通過以太網總線實現了局域網內焊接過程信息的實時監測和數據傳輸;設計了一套焊接過程信息數據分析軟件,用于研究焊接過程電信號表現形式與焊接質量的關系,進而實現焊接質量的定量評價,為當前自動化與機器人焊接的信息化提供了一種定量分析工具。
弧焊;數據采集;分析;嵌入式
0 前言
近年來,焊接自動化和信息化在我國已成為一種主要的生產方式并得到越來越多的應用,與此同時,有力的促進了焊接在線監測與定量分析技術的工程應用。在弧焊生產中,焊接電流、電壓是兩個最基本的參數也是最直接、最方便獲取的信息源,一方面能反映焊接電源電能量輸出與控制的方式;另一方面表現為金屬過渡形式及焊縫成形的穩定性[1-2]。此外,弧焊過程電弧能量在兩極的分配情況,焊接時各力場對熔滴、熔池的作用與效果等都可以從上述兩個特征信息中得到反映。
隨著數據采集技術、嵌入式技術、網絡技術等相關技術的發展,給焊接自動化監測技術的發展開辟了新的途徑[3]。目前焊接監測系統有兩種結構形式,分別為基于PC和采集卡的焊接監測系統和嵌入式焊接監測系統。其中,嵌入式系統具有低成本、高可靠性、可裁剪性強、實時性好、低功耗等優點,在制造信息化領域得到了廣泛應用。
本研究針對上述需求,開發了基于STM32的嵌入式焊接過程數據采集系統,通過以太網總線實現了局域網內焊接過程信息的實時監測,并設計了一套焊接過程信息數據分析軟件,用于研究焊接過程電信號表現形式與焊接質量的關系,進而實現焊接質量的定量評價。
1 系統設計方案
弧焊過程監測分析系統由嵌入式數據采集器及上位機采集分析軟件兩部分組成。數據采集器通過同軸電纜與傳感器相連,主要實現對焊接電流和電弧電壓的采集。數據采集器具有兩種工作模式,分別為記錄儀模式和采集終端模式。在記錄儀模式下,數據采集器可以獨立的工作于工業現場,在液晶屏幕上以波形的形式實時顯示焊接過程的電流及電壓,并將焊接數據以文件的形式保存在SD卡中。通過本設備的文件瀏覽器可對保存的歷史數據進行瀏覽查看。采集終端模式下,數據采集器受PC端的采集分析軟件控制,采集的數據通過以太網總線發送到采集分析軟件。采集分析軟件可實時繪制電壓電流波形,并可分析采集的數據。
2 數據采集器設計
2.1 數據采集器硬件結構
數據采集器硬件采用雙STM32的設計方案,STM32F103ZET6為主控芯片,STM32F103VET6作為協處理器芯片,其結構框圖如圖1所示。主控芯片具有完整的FSMC總線接口,擴展了512 K*16 B的SRAM作為人機界面的緩存空間;使用SDIO總線作為SD卡的通信接口,實現SD卡存儲功能;使用SPI總線擴展了以太網硬件協議棧芯片W5500,實現以太網通信功能。協處理器芯片通過FSMC總線擴展了多通道同步采集ADC芯片AD7606,實現焊接過程的高速數據采集以及有效值、標準差實時計算。主控芯片與協處理器之間通過SPI總線傳輸采集的原始數據,通過UART串口傳輸控制命令。
2.2 數據采集功能
為了獲得較好的采集精度,數據采集器選用16位同步采樣DAS芯片AD7606作為系統的ADC。AD7606具有8個模擬量通道,每個通道的最高采樣頻率均可達200 kHz,可實現16位無失碼,在高噪聲電源條件下也能保持這一性能[4]。協處理器負責控制AD7606實現數據的轉換與采集,通過控制與AD7606的CONVERT相連的引腳脈沖頻率來控制ADC的采樣頻率。協處理器通過SPI總線將采集的原始數據發送給主控制芯片,實現芯片間的數據傳遞。

圖1 數據采集器硬件系統框圖
為了降低主控芯片的CPU占有率,保證SPI總線數據傳輸的連續性,主控芯片采用DMA的方式接收來自于協處理器的數據。具體的配置方式如下:在主控芯片的SRAM中開辟32 kB的緩存數組,將SPI接口配置為DMA接收模式;將DMA的模式設置為循環模式,傳輸基地址設置為緩存數組的起始地址,數據總線寬度配置為單字節模式,緩存大小配置為32 768 B;最后開啟DMA的傳輸半中斷DMA_IT_HT、傳輸結束中斷DMA_IT_TC。如果SPI總線收到數據,DMA控制器即可自動將數據依次存儲到緩存數組中。當接收的數據數量達到16 kB時,即緩沖的前半段空間存儲滿,此時主控芯片會產生DMA_IT_HT中斷;當接收的數據達到32 kB時,即緩存的后半段空間存滿,會產生DMA_IT_TC中斷,并且DMA會自動的從緩存的第一個字節重新開始存儲,如此循環重復。主控制芯片只需在產生DMA中斷時,將緩存中的前半段或后半段數據及時處理即可實現數據采集與數據處理的并行執行。
2.3 數據存儲功能
數據采集器采用SD卡作為存儲設備,SD卡有SPI和SDIO兩種通信接口。SPI通信接口比較簡單,總線速率最高18 MHz,是串行通信總線;而SDIO通信接口與SPI通信接口相比,總線是4位的并行總線,并且總線速率為24 MHz,通信速度遠遠高于SPI總線。STM32F1xx系列單片機內置了SDIO控制器與SPI接口兩種通信接口。數據采集器的存儲速度要求至少達到400 kB/s,SPI接口無法達到要求的存儲速度,而SDIO接口電路可以達到兆級別的寫入速度,所以存儲卡接口選用SDIO通信接口。
采集的數據以文件形式保存在SD卡中,為了實現對文件的管理,在主控芯片上移植了FatFs文件系統。利用文件系統對存儲卡進行管理,可以方便的實現文件、文件夾操作與磁盤管理。為了提高數據的存儲速度,采集的原始數據以二進制的形式寫入到SD卡的文件中。具體的存儲流程如圖2所示,當數據采集器處于SD卡存儲模式時,DMA控制器負責數據的自動采集。當產生DMA_IT_HT中斷時,在中斷函數中將f_Buffer_A標志位置1,在主函數中將bufferA緩存寫入到文件中;當產生DMA_IT_TC中斷時,在中斷函數中將f_Buffer_B標志位置1,在主函數中將bufferB緩存寫入到文件中。

圖2 數據存儲流程
2.4 網絡通信功能
數據采集器選用W5500硬件協議棧芯片實現以太網通信功能。由于采用了硬件協議棧芯片,在軟件中無需對TCP/IP協議的底層進行驅動程序編寫,并且Wiznet公司提供了W5500應用庫,只需調用庫中的函數即可實現W5500應用庫的移植工作。網絡通信協議選用TCP通信協議,采用C/S架構設計,PC機軟件作為客戶端,數據采集器作為服務器端。數據采集器開機啟動后即進行等待連接狀態,當建立連接以后,根據上位機軟件的指令執行程序。
2.5 嵌入式人機界面
在主控制芯片上移植了EMWIN嵌入式GUI,采用基于窗口消息的模式設計了數據采集器的人機交互界面。波形顯示刷新頻率設定為1 Hz,每次刷新都從采集的數據中提取并顯示該時段的統計結果。
3 數據采集分析軟件
3.1 軟件的整體結構
軟件的功能結構框圖如圖3所示,主要包括網絡通信、波形瀏覽、數據處理三大功能模塊。網絡通信模塊用于遠程配置數據采集器的采樣率、采集模式等,并可以實現焊接數據的以太網傳輸。波形瀏覽模塊將二進制數據以波形的方式提供給用戶查看,可顯示實時的焊接波形或用于歷史數據的查閱。數據處理分析模塊是軟件的核心部分,將數據轉換為不同的形式供用戶分析,為用戶對焊接過程的評估提供數據支持。
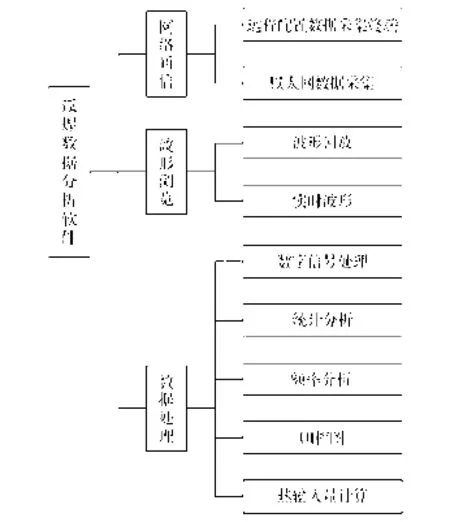
圖3 軟件的結構框圖
3.2 上位機的以太網通信
數據采集系統的通信協議選用TCP/IP協議,采用Client/Server模式,上位機PC軟件為客戶端,數據采集器為服務端。TCP/IP協議棧的傳輸層有兩種通信協議:TCP、UDP。為了保證數據的可靠傳輸,上位機軟件的數據采集采用TCP通信方式。軟件設計基于CAsyncSocket類設計,通過編寫該類對象的事件響應函數來實現以太網通信。上位機軟件可以將從以太網SOCKET收到的數據保存到本地文件中,保存的格式與數據采集器保存的格式一致,同樣為short類型的二進制文件,使用CFile類來實現文件的存儲。當需要保存文件時,自動在設定的文件夾下生成文件,文件的后綴為“.dat”,文件名為當前的存儲時間。
3.3 數據讀取與波形繪制
焊接過程中由于采集時間較長,采集文件較大,有時甚至可以達到1 G,但是計算機的存儲空間有限,不能夠將大文件讀取到內存中。為了節約軟件的內存占用,提高軟件的執行效率,本研究針對大文件采用動態文件抽取的讀取方式。動態讀取數據具體方法為:首次載入文件時,如果讀取的文件大小大于10 MB時,設置曲線的buffer容量為10 MB,從整個文件中等間隔抽取出10 MB的數據。當進行波形放大時,再動態的從波形文件抽取新的10MB數據,直至放大的區間容量小于10MB時,此時讀取與區間數據容量一致的數據。當進行縮放時,抽取規則相同。如果區間容量大于10 MB,便進行等間距抽取數據,如果區間容量小于10 MB,則全部載入內存。
3.4 焊接過程數據處理與分析
提供時頻域分析、統計分析兩大功能。時頻域分析包括信號濾波、FFT。統計分析功能包括信號的有效值、標準差統計分析、概率密度圖、焊接過程熱輸入量計算、焊接過程U-I曲線。
4 功能驗證及應用效果
以高強鋁合金變極性脈沖TIG焊接過程的在線檢測為例,對本研究研發的嵌入式系統進行功能與效果的驗證。其中,在生產現場對焊接過程的數據采用網絡傳輸。
4.1 時域分析
圖4為在常規變極性脈沖TIG焊的主電流EN時段耦合另一個頻率為20 kHz電流脈沖的波形,以及脈沖前、后的波形對比。
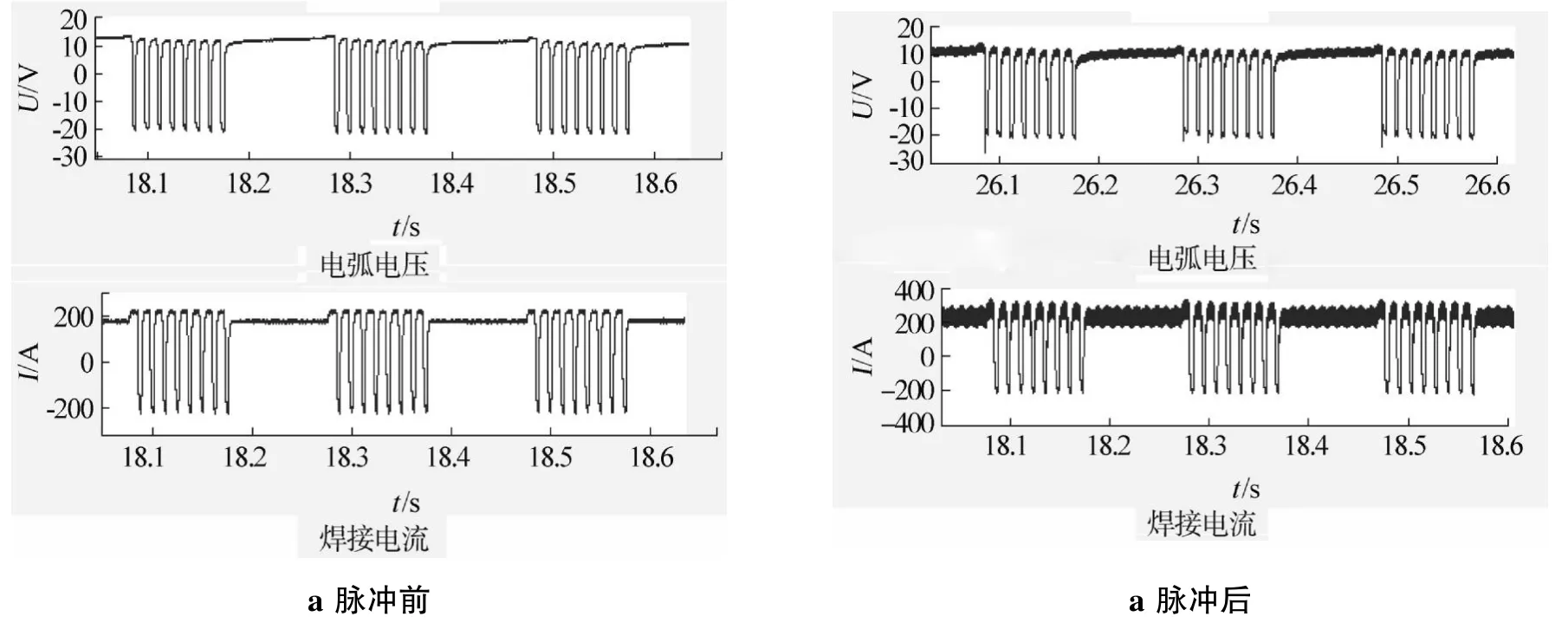
圖4 焊接過程波形
4.2 頻域分析
變極性耦合脈沖TIG焊工藝中是3種脈沖頻率的復合,分別是主電流變極性5 Hz脈沖,交流時段的80 Hz脈沖,以及主電流EN時段20 kHz的脈沖。對波形采用FFT分析,可方便檢測各頻率實際產生的幅頻特征,如圖5所示。
4.3 統計分析
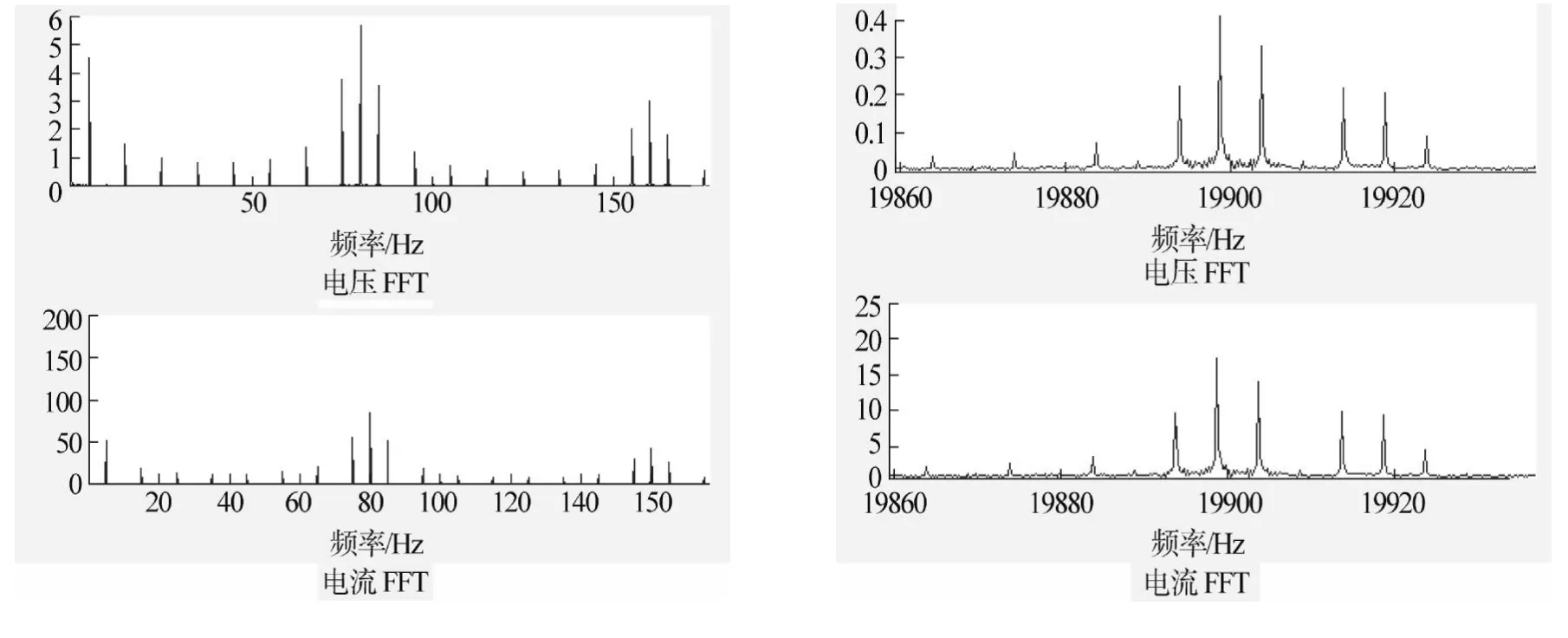
圖5 多脈沖復合TIG電弧的頻譜圖
對復合脈沖電弧過程的電壓、電流數據進行概率密度統計,如圖6所示,該統計分布表達了變極性電弧在EN、EP時段的能量分配特點,反映了多脈沖復合電弧的穩定、協調的工作狀態。圖7為疊加20 kHz電流脈沖前后的焊接過程U-I分布,對比可見,疊加20kHz電流脈沖后電弧電壓波動較小,電流幅值增加而電弧電壓低于疊加前,在電弧過零時段,電壓的相位均出現在“負”向,反映了復合型脈沖TIG電弧的動態特征。
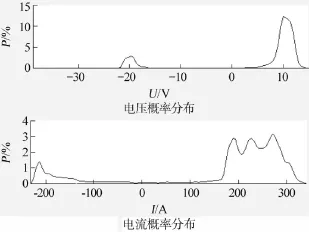
圖6 概率密度曲線
5 結論
針對弧焊過程設計了一套數據采集分析系統,系統由數據采集終端和上位機分析軟件組成。數據采集終端基于雙STM32F103嵌入式微控制器設計,實現了數據采集、以太網通信、SD卡高速存儲和人機交互界面等功能。上位機軟件采用Visual Studio和Measurement Studio聯合編程,實現了以太網實時數據采集、焊接過程在線監控和焊接數據分析。
在生產現場進行了焊接實驗,驗證了該系統具有較高的采樣精度和穩定性,SD卡存儲速度與網絡通信速度滿足雙通道100 kHz的實時采集要求。設計的上位機軟件具有豐富的分析功能,能為焊接過程評估提供數據支持。
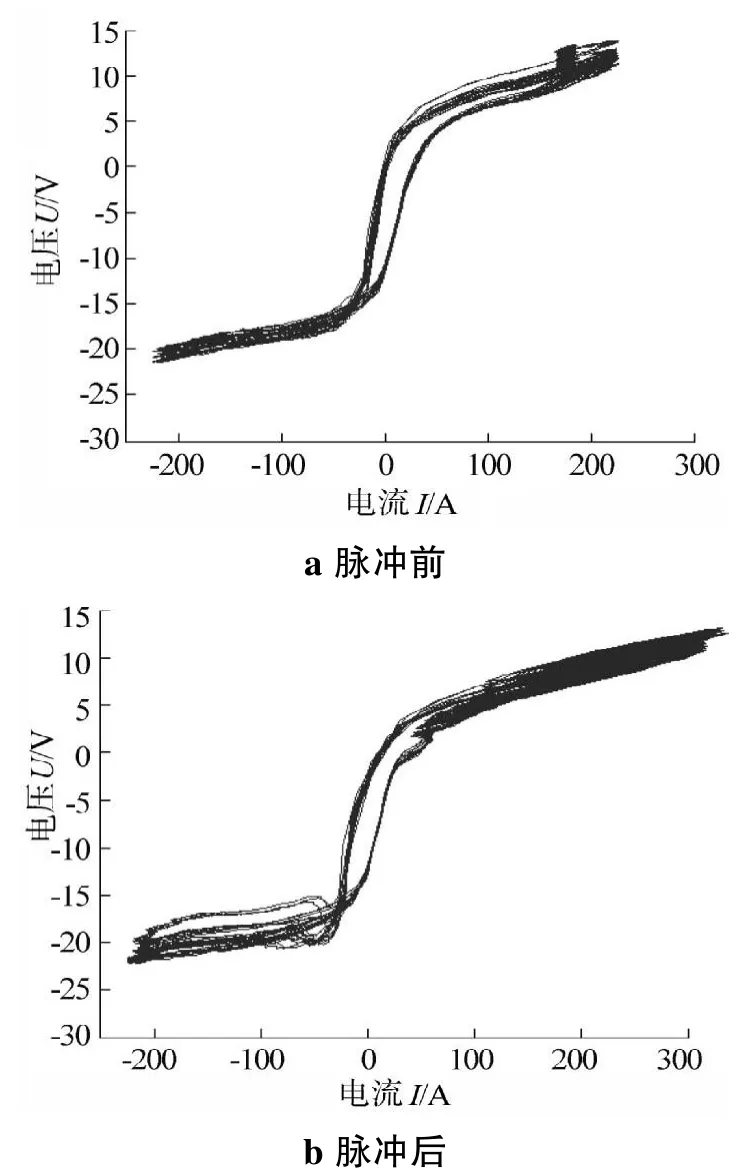
圖7 疊加20 kHz電流脈沖前后的焊接過程U-I分布對比
[1]王寶,宋永倫.焊接電弧現象與焊接材料工藝性[M].北京:機械工業出版社,2012.
[2]陸婷婷,宋永倫,胡秋實.弧焊過程信息監測及工程化應用[J].電焊機,2014,44(12):1-5.
[3]許保磊.弧焊過程監測及分析系統[D].吉林:吉林大學,2009.
[4]陶海軍,張一鳴,曾志輝.基于AD7606的多通道數據采集系統設計[J].工礦自動化,2013(12):110-113.
The analysis and monitoring system based on embedded system for arc welding
WANG Yanqing,SONG Yonglun
(Department of Mechanical Engineering&Applied Electronics Technology,Beijing University of Technology,Beijing 100124,China)
For quality control and online monitoring in arc welding,the welding current and arc voltage are chose as signal source and a multi-channel high precision data acquisition system is designed based on STM32.The real-time monitoring and data transmission of information in welding process in a LAN are realized by Ethernet bus.A set of welding process information data analysis software is also designed and used to study the relationship between the welding quality and electrical signal representation in welding process,and then the quantitative evaluation of welding quality is realized,and a quantitative analysis tool is provided for current automation and informatization of robot welding.
arc welding;data acquisition;analysis;embedded system
TG446
:A
1001-2303(2015)09-0010-05
10.7512/j.issn.1001-2303.2015.09.03
2015-05-04
王艷清(1988—),男,山東曲阜人,在讀碩士,主要從事嵌入式系統研發、信息分析及網絡通訊的研究。
猜你喜歡
家庭影院技術(2021年7期)2021-08-14 02:58:44
電子制作(2019年7期)2019-04-25 13:17:14
成都信息工程大學學報(2018年4期)2019-01-23 06:57:18
電子制作(2018年18期)2018-11-14 01:48:16
電子制作(2018年16期)2018-09-26 03:27:18
鐵道通信信號(2018年2期)2018-04-18 12:18:23
制造技術與機床(2017年3期)2017-06-23 08:11:50
電子制作(2017年8期)2017-06-05 09:36:15
電鍍與環保(2016年3期)2017-01-20 08:15:32
單片機與嵌入式系統應用(2014年9期)2014-03-11 15:35:13
