汽車左右轉(zhuǎn)向節(jié)臂鍛造工藝的三維建模
2015-06-21 10:26:24雷文華南車資陽機車有限公司鍛造分公司
鍛造與沖壓 2015年1期
關(guān)鍵詞:工藝
文/雷文華·南車資陽機車有限公司鍛造分公司
汽車左右轉(zhuǎn)向節(jié)臂鍛造工藝的三維建模
文/雷文華·南車資陽機車有限公司鍛造分公司

雷文華,鍛造工藝師,高級工程師,主要從事鍛造工藝設(shè)計、工裝設(shè)計,鍛造行業(yè)產(chǎn)品開發(fā),擁有5項專利。
在 2008年國際金融危機過后,我國出臺了10大產(chǎn)業(yè)調(diào)整和振興規(guī)劃,汽車產(chǎn)業(yè)就是其中之一。在經(jīng)歷了近幾年的發(fā)展之后,汽車產(chǎn)業(yè)有了明顯的增長,需求量明顯回升。汽車產(chǎn)業(yè)的回升給汽車零部件市場帶來了發(fā)展機會。汽車左右轉(zhuǎn)向節(jié)臂是汽車轉(zhuǎn)向傳動機構(gòu)中的重要零件,使用頻率高,磨損大,更換率也很高。
汽車左右轉(zhuǎn)向節(jié)臂是所有汽車轉(zhuǎn)向傳動機構(gòu)中的重要零件,本文介紹了汽車左右轉(zhuǎn)向節(jié)臂鍛件的設(shè)計過程,鍛造工藝的確定、鍛造設(shè)備的選擇、工裝的設(shè)計,在各個過程中應(yīng)用了三維建模,為工藝和工裝的設(shè)計優(yōu)化提供了可靠的依據(jù),節(jié)約了鍛件原材料和需要的鍛模成本。
零件及鍛件三維建模及分析
根據(jù)訂貨方提供的零件圖,左右轉(zhuǎn)向節(jié)臂的零件是左右對稱的三維建模,如圖1所示。該零件技術(shù)要求為調(diào)質(zhì)處理HRC241~285;拔模斜度≤7°;鍛件表面噴丸強化處理;未注圓角為R5;探傷檢查鍛件質(zhì)量。
通過在加工面上放出適當(dāng)?shù)募庸ち繉⑷齻€孔補料,同時考慮零件右邊的孔有最小壁厚要求,在征求訂貨方的意見后,將該處圓柱直徑在原圖基礎(chǔ)上加大了1mm。該產(chǎn)品是左右對稱的,現(xiàn)以一件來計算,該鍛件重量約為3.16kg。根據(jù)建模作水平投影分析(圖2),投影面積為1072mm2。鍛件的最大截面積為2145mm2。

圖1 左右轉(zhuǎn)向節(jié)臂零件的三維模型

圖2 水平投影分析
工藝制訂和工裝、設(shè)備的選擇
鍛件打擊力計算及設(shè)備選擇
對圖1、2的重量和投影面積分析均是在鍛件理想尺寸的基礎(chǔ)上獲得的,因此與實際生產(chǎn)尺寸有一定的差異。最終重量以試模后多件鍛件的平均重量為準(zhǔn)。但是后續(xù)的計算仍以理想尺寸為計算依據(jù)。
鍛錘噸位的選擇,根據(jù)經(jīng)驗公式G≈4F,其中G為模鍛錘所需的打擊力(單位kN),F(xiàn)為鍛件飛邊橋部和倉部1/2處在水平面上的投影面積(單位cm2),根據(jù)建模分析F=1986mm2,故G約等于0.8kN,故選用1t模鍛錘即可。
鍛造工序的確定
根據(jù)零件的技術(shù)要求該鍛件的左右彎曲角度較大,為了提高材料利用率和減少鍛造缺陷,在工序中增加一道卡壓工序。制訂工序為下料→加熱→卡壓→鍛造→切邊→熱處理→性能檢測→拋丸→探傷→打磨→入庫。
工藝的制訂
鍛件的質(zhì)量為3.16kg,鍛件的下料質(zhì)量估算為3.6kg,加上燒損率鍛件重約為3.72kg。利用建模軟件對鍛件進行截面計算(圖3、4),以基準(zhǔn)面RIGHT為起點向兩邊分割,分割間距15mm時的截面情況,共有20個截面。計算的截面數(shù)據(jù)可以導(dǎo)入“Microsoft Excel”軟件中(表1),加上飛邊橋部和倉部的截面積繪制鍛件毛坯圖,鍛件最大截面積加上按飛邊和倉部1/2計算的截面積(70mm2)為2215mm2,據(jù)此可以確定鍛件坯料的規(guī)格約為φ53mm。

圖3 鍛件截面積計算圖

圖4 鍛件坯料直徑計算圖

表1 將計算的截面數(shù)據(jù)導(dǎo)入“Microsoft Excel”軟件中
工裝選擇
根據(jù)鍛件的大小和形狀,最初擬定了兩種工裝方案:
⑴選用鑲塊模。每種轉(zhuǎn)向節(jié)臂帶有一副鑲塊,共投入兩副鑲塊、兩副切邊模,鑲塊模如圖5所示。
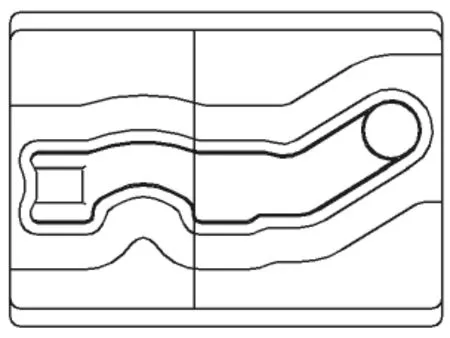
圖5 鑲塊模

圖6 整體模
⑵使用一副整體鍛模。兩種鍛件使用一副整體鍛模和兩副切邊模,整體模如圖6所示。
兩種方案的比較,采用鑲塊模的缺點有鑲塊模尺寸小,終鍛型腔布置后,前后壁厚偏小,強度不足;采用鑲塊模,卡壓型腔布置很困難。采用整體模的優(yōu)點有在整體模上對稱布置兩個型腔,還可以布置一個卡壓型腔;在生產(chǎn)過程中,生產(chǎn)兩種產(chǎn)品,只需要更換切邊模;同時可以保證整體模的兩個型腔98%在鍛模燕尾范圍內(nèi),不影響鍛模的正常使用。
卡壓型腔的設(shè)計
根據(jù)鍛件坯料的計算圖,坯料的最大直徑為φ54mm,因為卡壓型腔有分料、聚料的作用,故選用φ50mm的坯料,根據(jù)坯料的重量計算出坯料的長度為242mm。卡壓型腔如圖7所示。

圖7 卡壓型腔
結(jié)束語
通過試模,鍛件成形很好,鍛件重量公差在0.1kg左右,從而驗證了下料重量、坯料規(guī)格、制坯工步、鍛件工藝、設(shè)備噸位的選擇是合理的。通過本次產(chǎn)品的工藝開發(fā),給我們提供了一種產(chǎn)品工藝開發(fā)的模式,在沒有三維建模的情況下,工藝開發(fā)的周期要長近一倍左右,使用三維建模還能同時提高產(chǎn)品一次性試制的成功率。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
