微合金非調質鋼在控制臂和曲軸生產中的應用
2015-06-22 14:38:15孫建鐘勇李新平南昌齒輪鍛造廠
鍛造與沖壓 2015年7期
文/孫建,鐘勇,李新平·南昌齒輪鍛造廠
微合金非調質鋼在控制臂和曲軸生產中的應用
文/孫建,鐘勇,李新平·南昌齒輪鍛造廠
控制臂用非調質鋼的應用現狀
控制臂用非調質鋼
控制臂是汽車的重要安全件和功能件,作為汽車懸架系統的導向和傳力元件,受拉伸應力、彎曲應力和扭轉應力等作用,其性能特性對汽車懸架系統的綜合性能有著至關重要的影響。因此,需要控制臂必須具有較高的強度和韌性。近年來,控制臂已逐漸廣泛采用非調質鋼,例如江鈴汽車控制臂采用38MnVS鐵素體-珠光體型非調質鋼;日本愛知制鋼開發了貝氏體非調質鋼SVd15BX,豐田高級轎車“皇冠”控制臂采用此非調質鋼,制造成本降低了5%~10%。
非調質鋼控制臂的鍛造工藝性
38MnVS非調質鋼的冶煉方法采用電爐冶煉+爐外精煉或轉爐冶煉+爐外精煉,化學成分如表1所示。
控制臂的鍛造工藝流程具體為:下料→中頻加熱→輥鍛→制坯→預鍛→終鍛→切邊、校形→控冷→拋丸。
非調質鋼控制臂的鍛后控冷工藝
圖1所示為38MnVS控制臂鍛后控冷線。控制臂生產采用的是專門設計的配套控冷線,控制臂控冷線具體分為快冷區、等溫區、緩冷區、對流區。

圖1 控制臂控冷線
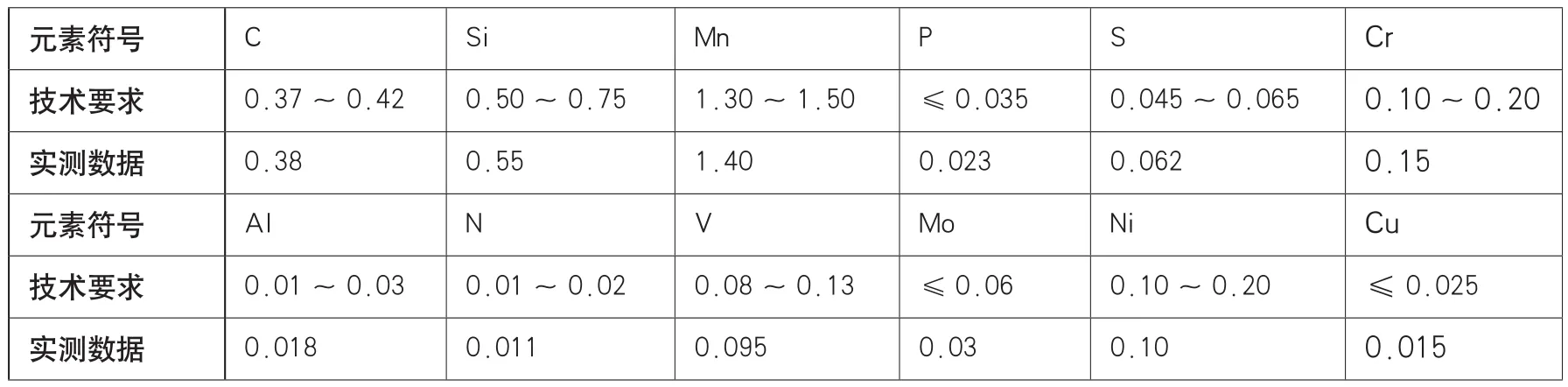
表1 38MnVS非調質鋼的化學成分 (單位:%)
控制臂鍛件切邊后溫度為850~900℃,控制臂冷卻線快冷區控制的冷卻速度為60~80℃/min。在快冷區進行快速冷卻,冷卻約3min,溫度達到630~650℃,然后進入等溫區,等溫區設置的保溫溫度為600~630℃,等溫時間約為40min。等組織完全轉變成鐵素體+珠光體后,再進入到緩冷區,該區域主要起到去應力作用,緩冷時間大約為30min。最后進入對流區,使鍛件迅速冷卻到室溫,以便下料。
進入等溫區溫度在初始等溫溫度以上20~30℃。控制臂鍛件從高溫下快速冷卻下來,忽然在某一溫度停留,造成奧氏體穩定化,即熱穩定化。由于奧氏體的熱穩定化,將轉變溫度遞減滯后一定范圍。因此,將進入保溫區時的瞬間溫度預定在等溫溫度以上約20℃,相對來說降低了20℃,有利于過冷奧氏體直接轉變。圖2是38MnVS非調質鋼控制臂的冷卻曲線。

圖2 38MnVS非調質鋼控制臂冷卻曲線
圖3為某38MnVS非調質鋼控制臂經鍛造成形并控冷后的金相組織照片。由圖3可以看出,鍛件組織由鐵素體和珠光體組成,組織分布較均勻,鐵素體成塊狀和斷續網狀分布。通常,中碳鋼鍛件經過鍛造變形后,冷卻速度或者過冷度不大時,先共析鐵素體在晶界析出充分,鐵素體沿奧氏體晶界長大速度遠大于向晶內長大速度,易于沿著奧氏體晶界呈網狀析出。在一定范圍內,隨著過冷度增大,先共析鐵素體晶粒變得細小,網狀結構越明顯。當冷速或者過冷度達到一定程度,先共析出鐵素體,晶界、晶內均析出,組織比較均勻,晶粒度達到6~7級,沒有出現粗晶、混晶等現象。說明控制臂鍛件在此控冷工藝下比較合適,等溫溫度為600~630℃時,金相組織良好。如果等溫溫度過高,過冷度較小,容易生成大塊狀鐵素體,并且有團簇狀現象產生。由于較高溫度轉變時,先共析出鐵素體在晶界處充分析出,鐵素體含量較高。如果等溫溫度太低時,過冷度太大,先共析出鐵素體變得很細小,鐵素體數量太少,容易形成貝氏體組織。
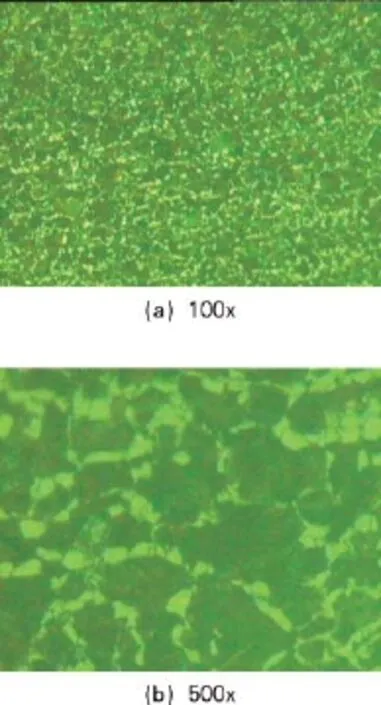
圖3 38MnVS非調質鋼控制臂控冷后的金相組織
38MnVS非調質鋼控制臂鍛件經過鍛造后,均通過以上控冷線對控制臂進行冷卻,鍛件金相組織、硬度和機械性能都能達到技術要求,能完全滿足顧客的要求。
曲軸用非調質鋼現狀
曲軸用非調質鋼
曲軸是汽車發動機的重要零部件,曲軸是在不斷周期變化的載荷以及往復和旋轉慣性力和扭、彎力矩共同作用下做功的,主要受拉應力、扭轉應力、彎曲循環周期應力作用。各軸頸在很高的比壓下,在軸承中高速滑動摩擦而產生較高的溫度和磨損。據統計,曲軸主要失效形式是彎曲疲勞斷裂失效和軸頸磨損失效。因此,曲軸材料必須有較高抗拉強度、疲勞強度,較高的硬度及耐磨性,且心部有一定的韌性。
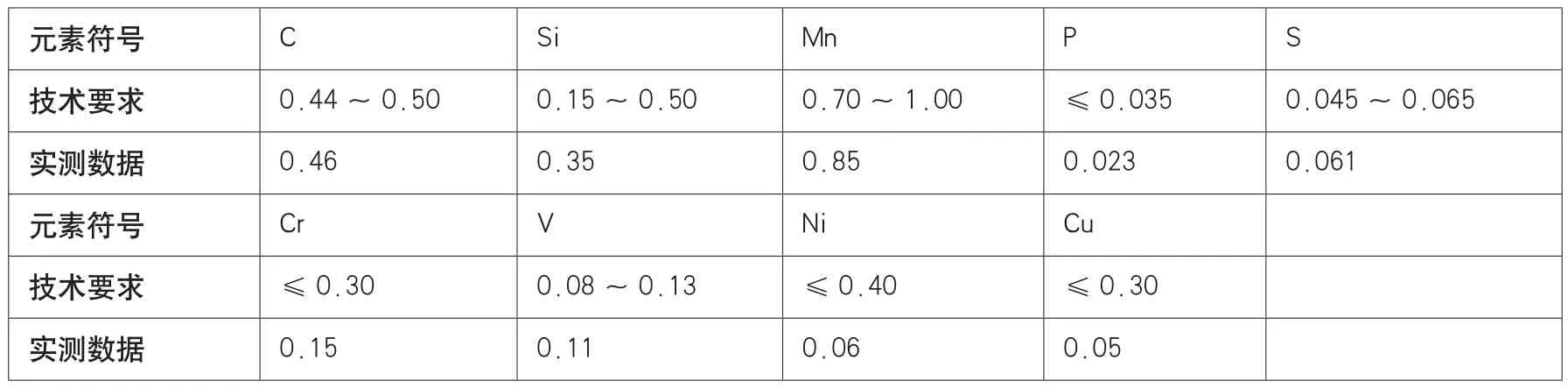
表2 49MnVS3非調質鋼的化學成分 (單位:%)
曲軸是最早應用“鐵素體+珠光體”型非調質鋼的零部件,目前國內常用的曲軸用“鐵素體+珠光體”型調質鋼包括49MnVS3、48MnV、38MnVS、38MnVSi以及國外牌號C38、N2等,分別可應用于摩托車曲軸、轎車曲軸及卡車曲軸等。如東風汽車采用48MnV制造康明斯發動機曲軸,江鈴汽車采用49MnVS3非調質鋼制造曲軸,德國大眾采用49MnVS3制造桑塔納汽車發動機曲軸等。
非調質鋼曲軸的鍛造工藝性
49MnVS3非調質鋼曲軸用鋼供貨狀態為軋制空冷態。鍛造工藝流程為:下料→中頻加熱→輥鍛→預鍛→終鍛→切邊→校形→控冷→拋丸。
非調質鋼曲軸的生產工藝及改進
技術性能要求:表面硬度225~277HBW,同一根硬度差≤15HBW;心部硬度225~277HBW,同一根硬度差≤20HBW;金相組織為“鐵素體+珠光體”,晶粒度3~7級,脫碳層≤0.5mm。
最初生產曲軸過程中出現很多問題,如晶粒粗大,硬度過高,小頭與大頭硬度散差大,超過技術要求規定的散差值,伸長率只有8%~9%,達不到技術要求。分析產生的原因及解決方法如下。
⑴晶粒粗大的原因。中頻爐加熱溫度過快,在中頻爐內停留時間過長,爐膛內高溫停留造成晶粒度過大;曲軸毛坯進控冷線溫度偏高,在傳送帶上高溫長時間停留,促使了晶粒的長大。
改進方法為中頻加熱爐時間由3min改為1.5min,中頻加熱溫度由1250℃降為1200℃,進控冷線的溫度控制在850℃左右。經采取上述措施,晶粒度由1~2級變為3~5級。
⑵硬度過高,大小頭散差大的原因主要是加熱溫度高,保溫時間長,晶粒粗大,合金元素充分溶解,冷卻過程充分彌散析出;而且冷卻時間過長,鐵素體含量少,珠光體含量多造成硬度偏高;兩頭散差大主要是大小頭直徑相差大,冷卻速度不一致所致。
改進方法為降低加熱溫度和保溫時間,細化晶粒,進控冷線后前期快速冷卻到660℃左右,縮短冷卻時間;考慮到大小頭直徑相差大,進控冷線前在小頭上套上一個保溫管,以使大小頭冷卻速度基本一致,減小硬度散差值。經驗證,改進后的產品硬度保持在250~270HBW之間,大小頭硬度散差小于15HBW。
⑶伸長率偏小的原因。晶粒粗大、珠光體量的增多及其片層間距減小,析出強化程度高,都降低了材料的韌性。而且鐵素體呈網狀析出,鐵素體含量少也降低韌性,抗拉強度增加,屈服強度下降。
改進方法為降低加熱溫度,控制控冷過程,細化晶粒,增加晶粒度有效面積。
結束語
控制臂、曲軸分別采用非調質鋼38MnVS、49MnVS3生產。在最初生產過程中,出現了許多技術問題,如產生異常組織、晶粒粗大、強硬度高、韌性低、硬度不均勻等問題。針對這些出現的問題,不斷摸索和開發新工藝,例如鍛造過程加熱溫度、保溫時間的合理控制,控冷線的結構設計及冷速、保溫合理化等。通過對生產線工藝流程的嚴格控制和反復試驗,得出了控制臂和曲軸等非調質鋼汽車零部件的工藝參數和生產規律。
