字型類橫截面立體織物同區不同層長短不一致的巧妙設計
2015-07-01 23:31:44劉海文
產業用紡織品 2015年12期
關鍵詞:設計
劉海文
(河北科技大學紡織服裝學院, 石家莊, 050018)
字型類橫截面立體織物同區不同層長短不一致的巧妙設計
劉海文
(河北科技大學紡織服裝學院, 石家莊, 050018)
為了達到字型類橫截面立體織物同區不同層長短不一致的效果,采用穿綜時循環次數不同和穿筘時筘入數不同的方法,得到不同長度但密度相同的織物。這種巧妙設計方法適用于有一部分結構是兩端不封閉頭端的字型類橫截面立體織物的設計。
字型類橫截面, 立體織物, 織物設計
字型類橫截面立體織物作為復合材料的近形增強體用于橫截面型材,可廣泛用于航空、航天等產業用領域。立體織物的整體連接使復合而成的產品有著很好的抗沖擊和抗剪切性能[1]。

1 字型結構圖
“生”字型和“午”“牛”字型的情況類似,這里只展示“生”字型的截面圖,如圖1所示。
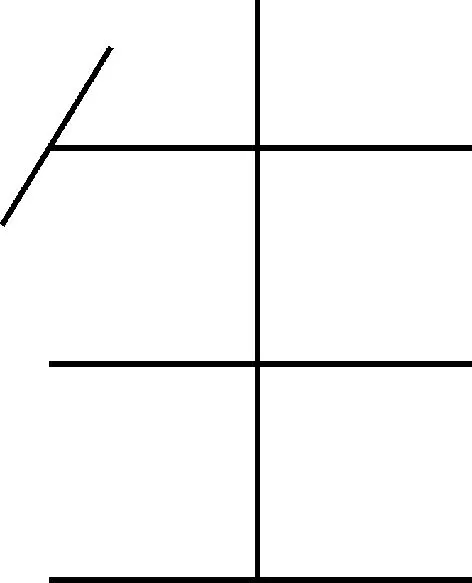
圖1 “生”字型立體織物的橫截面
2 壓扁圖
為了利用平面織機織造出立體結構的字型橫截面織物,需要對字型進行壓扁處理[3],使豎線段變成橫線段。在此思路的指導下對“生”字型進行壓扁處理,壓扁圖如圖2所示。
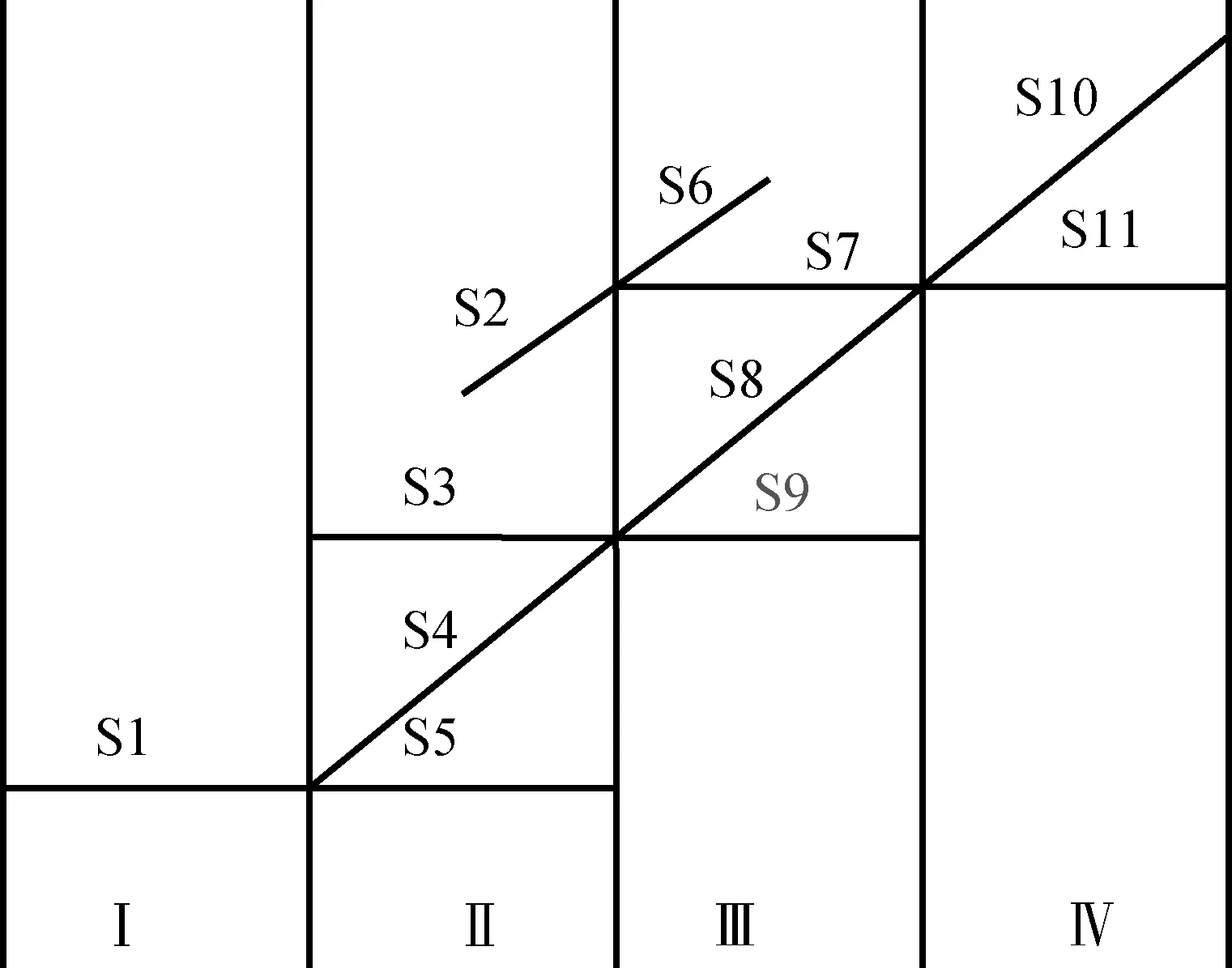
圖2 “生”字型橫截面立體織物的壓扁圖
圖2中的Ⅰ、 Ⅱ、 Ⅲ、 Ⅳ表示按同區中片段長度近似相等原則劃分的區域,S1~S11是劃分區域后,對字型中的片段按從左到右、從上到下順序進行的標注。分區、分層將紗線分成若干區和若干層,以便于分清每區域中紗線的層數,從而可決定每筘齒穿入紗線的根數。“生”字型橫截面立體織物壓扁后共分為四個區域:Ⅰ、 Ⅱ、 Ⅲ、 Ⅳ。Ⅰ區共有一層,用S1表示;Ⅱ區共有4層,用S2、 S3、 S4、 S5表示;Ⅲ區共有4層,用S6、 S7、 S8、 S9表示;Ⅳ區共有2層,用S10、 S11表示。
壓扁圖決定了織物的分區,分區則便于分清每區中紗線的層數,故壓扁圖是“生”字型橫截面立體織物設計的重點。為了使織物的比例適當,在本設計中S2、S6只有半區長度,故在穿經時應將這兩層的完全組織循環數減少50%。
從圖2中可以看到,Ⅰ、 Ⅳ兩區和Ⅱ、 Ⅲ兩區的情況不同,Ⅰ區只有一層織物,其長度與Ⅳ中的兩層織物相同,即它們的基礎組織循環次數一樣;而Ⅱ、 Ⅲ區的情況較復雜,大多數與Ⅰ、Ⅳ兩區中的片段一樣長,其基礎組織循環次數與那兩個區一樣即可;但S2、 S6分別在Ⅱ、Ⅲ兩區各自只占半區長度,這兩層的基礎組織循環次數只有其他各片段的一半。如果每區的循環數為10,則需要總經根數:2×10+(6×5+8×5)+(8×5+6×5)+4×10=200根。
除了基礎組織循環次數不同外,為了保證密度一致,不同層區段的筘入數也應該不同[4]。例如,圖2中Ⅱ區前半區的紗線每筘齒穿入3根,后半區的紗線每筘齒穿入4根。同理,Ⅲ區前半區的紗線每筘齒穿入4根,后半區的紗線每筘齒穿入3根。按此比例配置,則Ⅰ區紗線每筘齒只需穿入1根,Ⅳ區紗線每筘只需穿入2根,從而保證了織物整體的經密一致,使織出的織物平整。在整經時,每區的經紗循環數不可太少,否則在織出的織物上不易明顯看出半區和整區長度的差異。此外,在選用紗線時應盡量選擇一些粗號紗,便于順利織造。
3 投梭路徑
“生”字型橫截面立體織物的投梭路徑圖有很多種,投梭路徑的正確選擇應以使投梭路徑盡量少為原則[5],這樣可減少綜框數。因為小樣織機只有16頁綜框,最多可織造8層,本設計采用10次投梭(P1~P10),見圖3。若選擇其他投梭路徑,則要求的綜框數大于16頁,這就無法在普通的二維織機上織造。此外,在選擇投梭路徑時應盡量使頂層或底層的紗線共用一頁綜框,以減少綜框頁數。例如,在本投梭路徑設計中,第一梭經過1、 4、 8、 10層,第二梭經過2、 7、 10′層,第三梭經過2′、 6層,第四梭經過6′層,第五梭經過7′、 11層,第六梭經過3、 8′、 11′層,第七梭經過3′、 9層,第八梭經過4′、 9′層,第九梭經過5層,第十梭經過1′、 5′層,這樣就可以合理利用綜框。
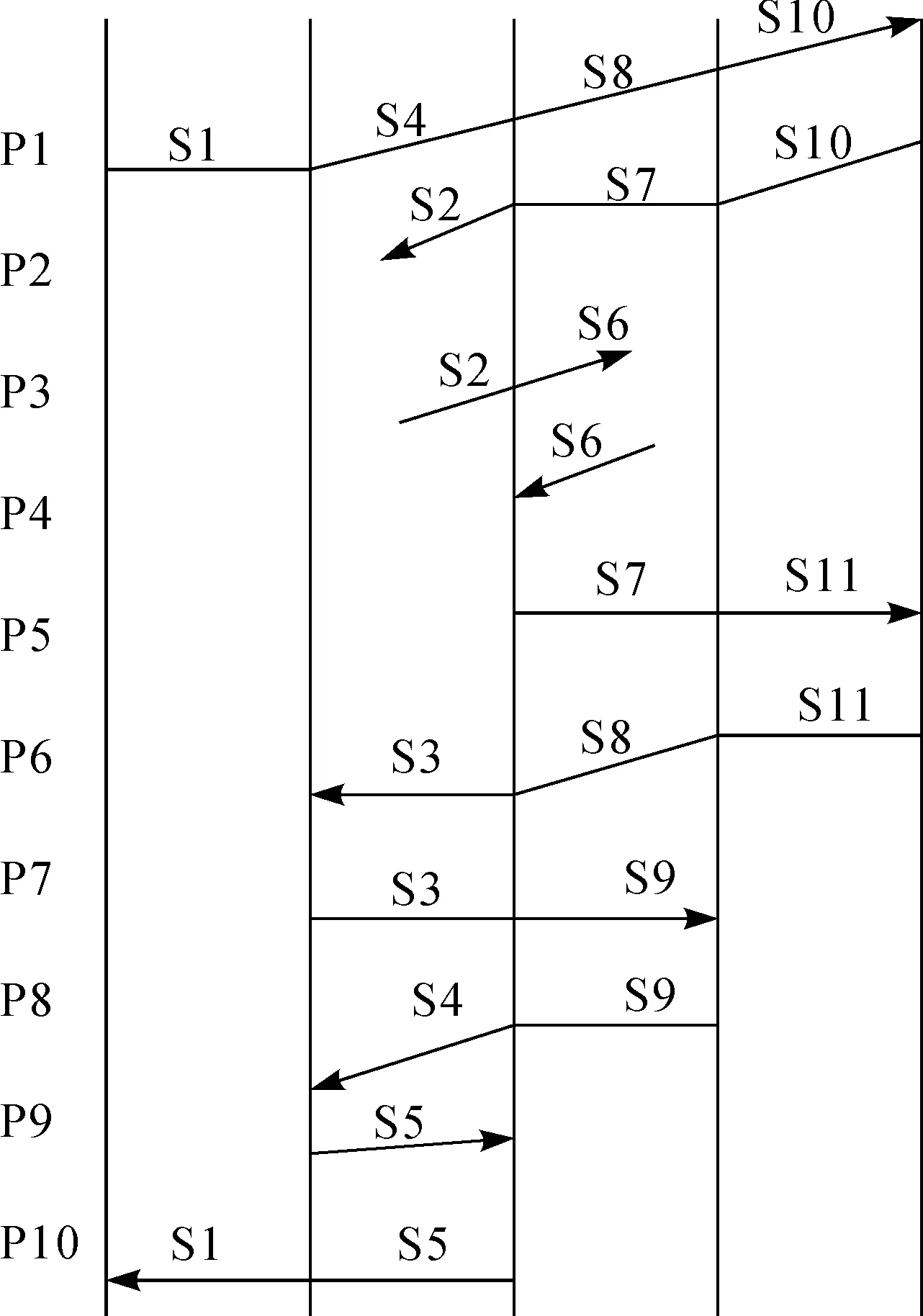
圖3 “生”字型橫截面立體織物的投梭路徑圖
4 交織圖
將每區的經紗和緯紗交織情況用交織圖來展示,可以直觀驗證織造效果。交織圖見圖4,其中的圓圈表示緯紗,曲線表示經紗。
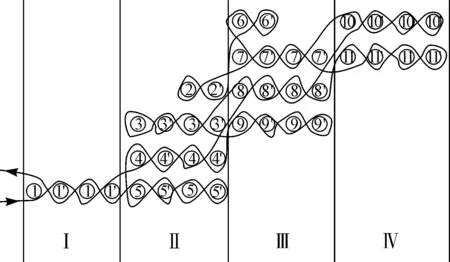
圖4 “生”字型橫截面立體織物的交織圖
由圖4可知:其中的3′紗線和8紗線未參與交織,由于在織造時每區的經紗循環數均為10,所以可以在Ⅱ或Ⅲ區增加1根經紗;7′紗線和10紗線也未參與交織,也可以在Ⅲ或Ⅳ區增加1根紗線。
5 上機圖
如前所述,“生”字型橫截面立體織物各區的筘入數之比為 Ⅰ∶Ⅱ∶Ⅲ∶Ⅳ=1∶4∶4∶2。 需要注意的是,“生”字的撇在Ⅱ、 Ⅲ區各占一半,所以在Ⅱ區,前一半筘入數為3,后一半筘入數為4;而在Ⅲ區,前一半筘入數為4,后一半筘入數為3。
圖5為上機圖,其中,■代表經組織點,●代表織同一區下層時上層的提起點,▲代表為了省綜不參與交織區域紗線的提起點。所織出的實物如圖6所示。
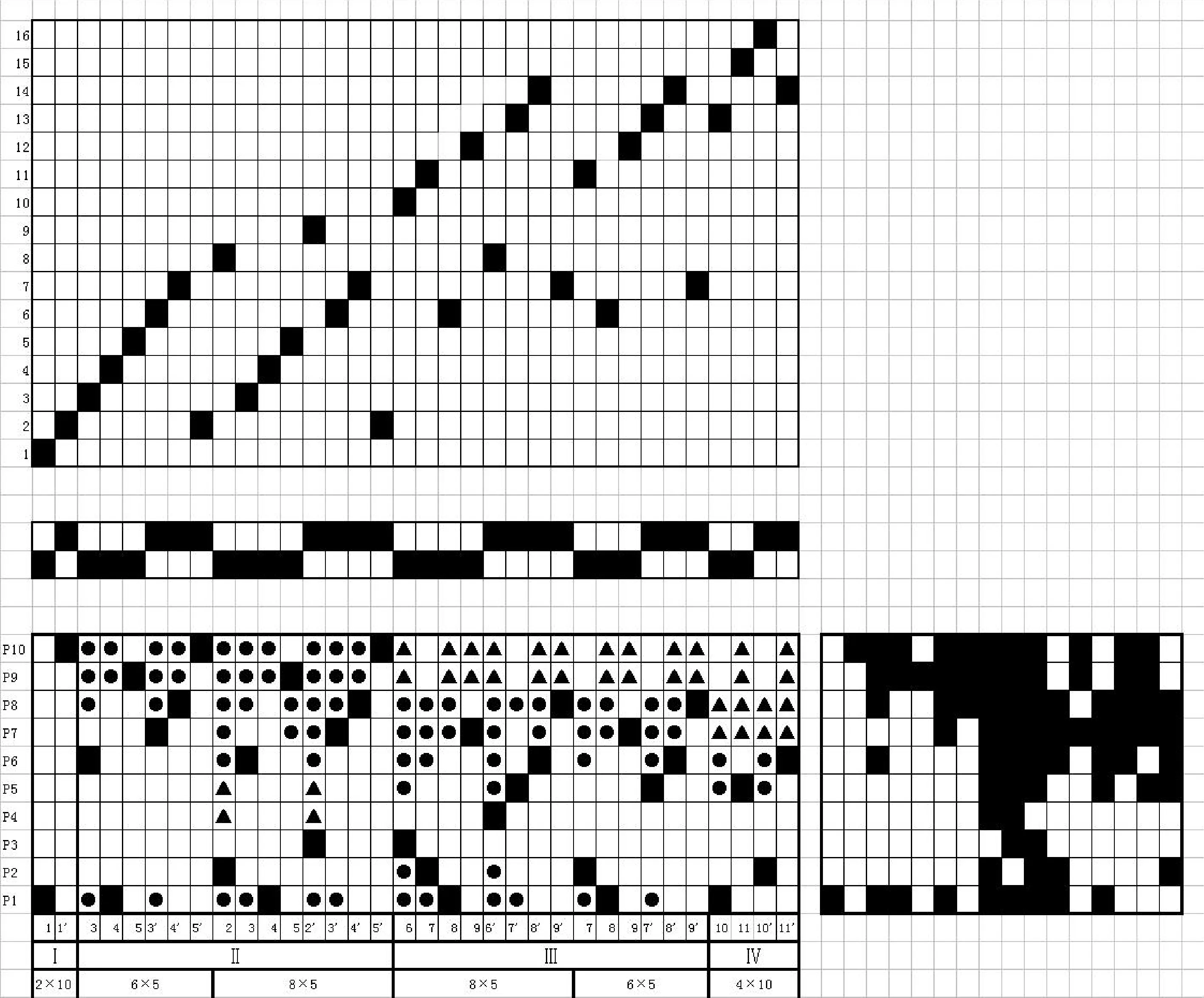
圖5 “生”字型橫截面立體織物的上機圖
6 結語
通過對“生”字型橫截面立體織物的設計,找到了設計織造同區不同層長度不一致字型橫截面立體織物的一些規律,總結如下:
(1) 為了使同一區不同層的織物長度不同,采用穿綜時循環次數不同的巧妙設計即可達到。這里Ⅱ、Ⅲ區各有一層占了該區的一半,所以那兩個片段的基礎組織各循環了一半;同理,按照不足整個區部分占那個區長度的比例,可以通過循環的比例得到任意的長度。
(2) 為了使織物密度一致,同一區不同層數的地方要按層數多少加減每個筘齒中的經紗穿入數。

(a) 正視圖

(b) 側視圖圖6 “生”字型橫截面立體織物的實物圖
(3) 這種巧妙設計方法適用于有一部分結構是兩端不封閉頭端的字型橫截面立體織物的設計。
本文提出的巧妙設計方法無疑會大大增加利用普通二維織機織造復雜橫截面立體織物的品種。
[1] 顧平.普通織機織三維機織物的試驗研究[J].紡織學報,2002,23(5): 24-26.
[2] 劉海文,劉廣平,王文燕,等.目字形立體機織物的研究及織造[J].棉紡織技術,2006,34(9): 26-28.
[3] 黃曉梅.幾種三維管狀預成形件的設計與織造[J].棉紡織技術,2002,30(12): 44-46.
[4] 蔡陛霞.織物結構與設計[M].北京:中國紡織出版社,2000:105-173.
[5] 汪蔚,祝成炎.三維機織物的組織結構與設計[J].浙江工程學院學報,2001,18(4): 197-200.
Ingenious design for making the font type cross section three-dimensional fabric with the lengths of different layers being different in the same region
LiuHaiwen
(College of Textile and Garment, Hebei University of Science and Technology)
In order to achieve the result that lengths of different layers are different in the same region of font type cross section three-dimensional fabric, the method of different cycle times for drafting and reeding with different numbers is used. In this way, the fabric with the lengths of different layers being different and the same density is produced. This ingenious design is suitable for the designing of the font type cross section three-dimensional fabric with partial structure having unclosed ends.
font type cross section, three-dimensional fabric, fabric design
2015-04-25
劉海文,女,1966年生,副教授。研究方向為立體織物的工藝設計與織造。
TS105.3
A
1004-7093(2015)12-0015-03
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04