基于“大數據”的冷軋板形分析與控制技術研究
2015-07-07 07:05:38包仁人李洪波程方武賈生暉
制造業自動化 2015年6期
包仁人,張 杰,李洪波,程方武,賈生暉
(1.北京科技大學 機械工程學院,北京 100083;2.武漢鋼鐵(集團)公司,武漢 430083)
0 引言
近年來,“大數據”引起了社會各界廣泛的高度關注。2012年3月22日,美國總統奧巴馬正式宣布美國政府將斥資2億美元啟動“大數據研究和發展計劃(Big Data Research and Development Initiative)”。這是繼1993年美國政府宣布“信息高速公路”計劃后的再一次重大的科技發展部署,美國對大數據的研究上升為國家意志,必將對未來科技、經濟的發展帶來深遠的影響[1]。在維克托·邁爾-舍恩伯格及肯尼斯·庫克耶編寫的《大數據時代》中“大數據”指不用隨機分析法(抽樣調查)這樣的捷徑,而采用所有數據用于分析的方法,大數據具有4V特點:Volume(大量)、Velocity(高速)、Variety(多樣)、Veracity(真實性)[2]。
目前對“大數據”的研究多集中在數據的存儲、讀取等方面[3, 4],建立可快速讀取的數據平臺,而如何從工業數據中發現并總結規律方面的研究較少。現代化的冷連軋機配備有完整的多級計算機系統,涉及軋制過程監測與控制、物料系統跟蹤、合同訂單跟蹤等,生產線上有大量的傳感器,實時采集的信息數據量以GB為單位存儲在服務器中,僅某六輥CVC冷連軋機基礎自動化部分傳感器所記錄的數據量每天可達6GB,這些數據被大部分被束之高閣,僅用于出現事故時定點分析及查詢[5]。如何科學、高效的處理軋制過程工藝參數,明確板形控制狀態,是冷軋生產單位的迫切需求[6~8],因此可將聚類分析、數據挖掘等“大數據”分析方法引入到冷軋板形分析領域。
1 冷軋板形缺陷的聚類分析
解決冷軋板形缺陷問題的前提是準確分析板形缺陷的形式,實際生產過程中往往通過實物板形跟蹤來確定板形缺陷的類型,但這種靠人工進行的判斷方法存在著效率低下的問題,且因采樣較少不能全面的反映板形缺陷問題。因此有學者提出利用模式識別方法來對板形缺陷進行分析[9, 10],將板形儀的檢測信號識別為幾類確定的板形缺陷,如中浪、邊浪、四分之一浪和邊中復合浪,這類識別方法中多需對板形檢測信號進行擬合,面對成千上萬組的板形檢測結果計算速度較慢。
某冷連軋機為五機架超寬六輥CVC軋機,最大可軋帶鋼寬度達2080mm,通過對其所軋帶鋼板形長達兩年的跟蹤,發現同批軋制規格和鋼種近似的帶鋼,穩定軋制階段的板形缺陷具有相似性,其浪形幅值和形態接近,因此本文借鑒了“大數據”的思想,采用基于密度和網格的聚類分析方法[11]對大批量帶鋼的板形檢測結果進行特征提取,再利用模式識別方法計算各板形缺陷分量,并利用MATLAB編程實現聚類分析與模式識別過程[12],與傳統板形模式識別方法相比,省去了大量的曲線擬合過程,計算速度從每千幀信號30s,降低至每千幀5s以內,而所得板形缺陷識別結果與傳統方法保持一致,證明對冷軋板形分析而言,采用聚類分析的方法是可行的。通過對1000多卷,近百萬幀冷軋帶鋼板形檢測數據進行分析后發現,此機組所軋帶鋼板形缺陷以邊中復合浪為主,且軋機難以對此類板形缺陷進行有效控制,嚴重影響后續生產以及用戶的使用。
2 冷軋板形相關工藝參數的大數據分析
為確定復雜板形缺陷難以控制的原因,需對軋機的板形控制工藝參數進行分析,以往多對單參數的時域檢測信號進行分析,忽視了各工藝參數間的聯系性,不能準確反映軋機的工作狀態。利用Excel的VBA功能,開發了工藝參數讀取程序,從軋機服務器數據庫文件中讀取工藝參數。
提取了2012年2月至3月中旬一個半月內某冷連軋機連續生產的12000卷帶鋼的板形控制工藝參數,包括帶鋼的規格,各機架工作輥彎輥(WRB)、中間輥彎輥(IMRB)、中間輥竄輥(IMRS)數據。以任意兩個參數為橫縱坐標(如圖1所示),分析其關系,發現工作輥彎輥、中間輥彎輥、中間輥竄輥受帶鋼寬度B變化影響較大,受帶鋼厚度變化影響相對較小,因此將寬度作為影響板形控制手段調節量的主要因素進行分析。
2.1 彎輥與帶鋼寬度關系
以帶鋼寬度為橫坐標,以歸一化彎輥值為縱坐標繪制散點圖。從圖1和圖2中可看出對于S1(第1機架)而言,僅當所軋帶鋼寬度B≤1500mm時,工作輥彎輥存在超過正彎50%的情況,中間輥彎輥存在超過30%的情況,當帶鋼寬度B>1500mm時,工作輥彎輥常用范圍約為正彎40%~50%,中間輥彎輥常用范圍約為15%~30%。
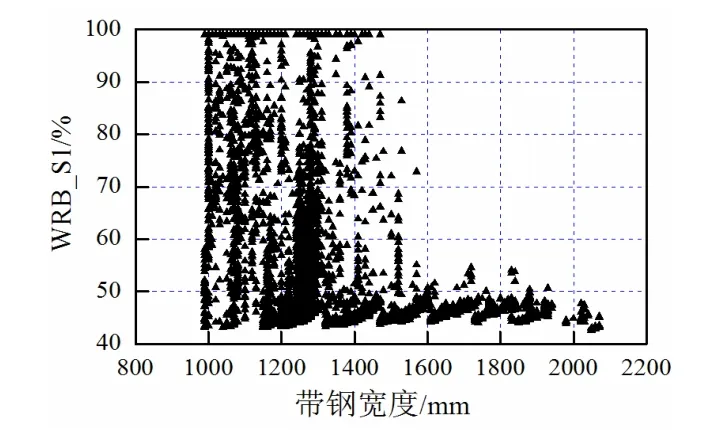
圖1 工作輥彎輥與帶鋼寬度關系
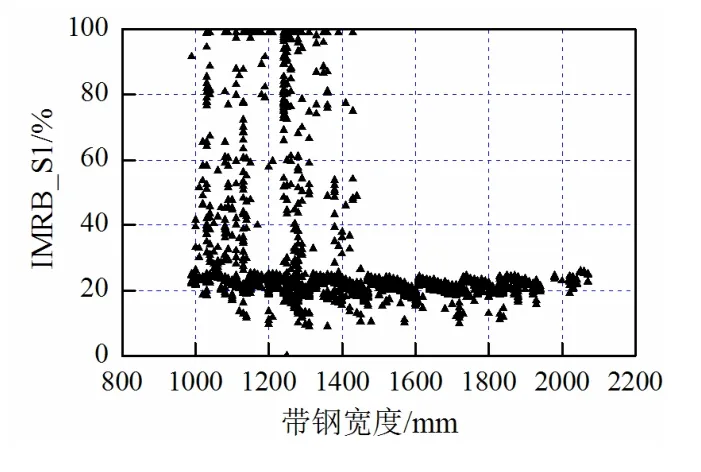
圖2 中間輥彎輥與帶鋼寬度關系
2.2 彎輥與中間輥竄輥關系
從圖3中和圖4中可以看出,僅當IMRS≥180mm時才會出現工作輥彎輥超過50%,中間輥彎輥超過正彎極限40%的情況,僅當IMRS≥180mm時,才會出現工作輥彎輥和中間輥彎輥超過30%,甚至達100%的情況。
2.3 中間輥竄輥與帶鋼寬度關系
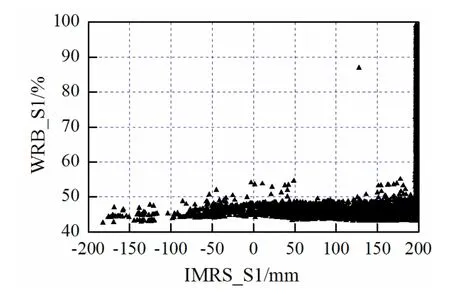
圖3 工作輥彎輥與中間輥竄輥關系
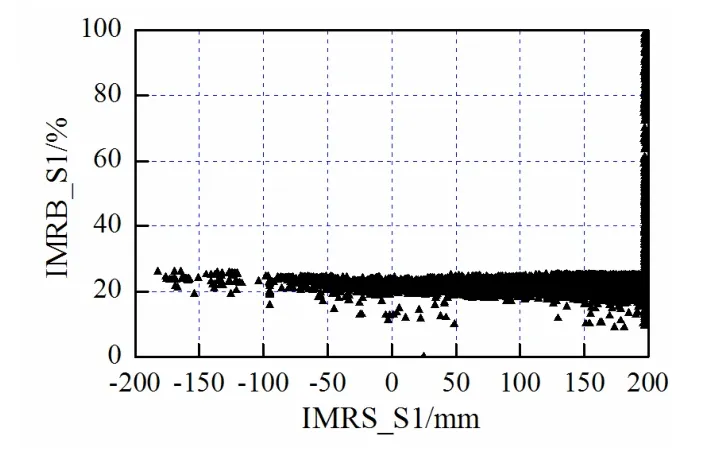
圖4 中間輥彎輥與中間輥竄輥關系
從圖5中可以看出,當所軋帶鋼寬度B≤1500mm時,S1中間輥均處于正竄區間,進一步對數據進行分析發現,IMRS≥180mm的頻率為52.7%;當B≥1900mm時,中間輥竄輥均處于負竄區間,IMRS≤-180mm的頻率為0.6%。
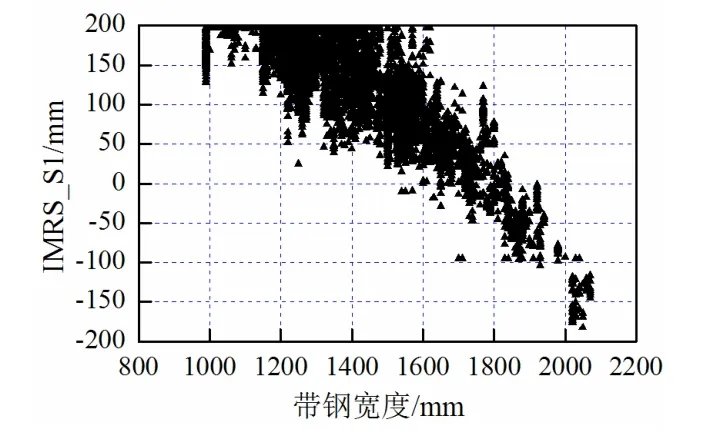
圖5 中間輥竄輥與帶鋼寬度關系
其他4個機架的工藝參數分布與第1機架的工藝參數基本一致,分析結果表明在此冷連軋機在軋制寬度低于1500mm帶鋼時,存在邊浪控制能力不足的問題,而恰好其所軋帶鋼寬度小于1500mm的較窄帶鋼占總卷數的75%,使邊浪問題更為突出。
3 中間輥輥形優化與工業應用
一直以來,輥形進行優化被認為是提高軋機板形控制能力的有效手段,針對此軋機存在邊浪控制能力不足的問題,考慮利用分段輥形為軋機增加邊部板形控制能力,進而將原邊中復合浪缺陷轉化為中浪缺陷,以便于采用其他手段消除。
按照這一思路,同時考慮到中間輥竄輥與帶鋼寬度之間存在的對應關系(如圖5所示),可在中間輥端部疊加一段二次多項式輥形(如圖6所示),以降低帶鋼邊部的壓下率,且中間輥可橫向竄動,擴大了其倒角的利用范圍,更加有利于消除邊浪。
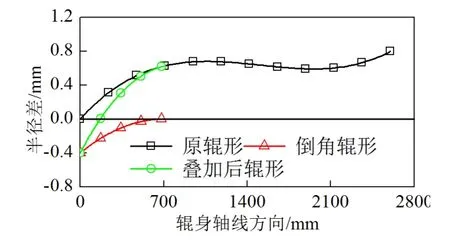
圖6 中間輥CVC分段輥形示意圖
為檢驗所設計輥形的板形控制能力,于2013年8月在某超寬冷連軋機組上進行了工業應用,結果表明:該輥形優化方案能夠有效消除窄帶鋼和寬幅帶鋼的邊中復合浪,從而使帶鋼板形質量有所提高;工作輥彎輥力有所下降,提高了軋機邊浪控制能力。
4 結論
本文利用聚類分析方法對大量板形檢測結果進行分析,明確某冷連軋機存在邊中復合浪難以控制的問題,進一步利用“大數據”思想,對12000卷帶鋼軋制過程工藝參數的分析,找到邊浪難以控制的原因在于冷連軋機現有板形控制手段能力不足,進而提出了能提高軋邊部板形控制能力的輥形優化方案,對軋機板形控制能力分析與優化進方法行了有益的探索,同時也說明將“大數據”的相關思想引入到冷軋板形分析過程當中是可行且有效的。
[1] 李國杰,程學旗.大數據研究:未來科技及經濟社會發展的重大戰略領域——大數據的研究現狀與科學思考[J].中國科學院院刊.2012,27(6):647-657.
[2] 維克托·邁爾-舍爾維恩,肯尼斯·庫克耶.大數據時代[M].浙江人民出版社,2012:261.
[3] 張艷霞,豐繼林,郝偉,等.基于NoSQL的文件型大數據存儲技術研究[J].制造業自動化.2014(6):27-30.
[4] 鄭柏恒,孟文,易東,等.在Hadoop集群下的智能電網數據云倉庫設計[J].制造業自動化.2014(19):134-138.
[5] 李海英.PDA數據采集系統在酸軋線上的應用研究[J].礦冶. 2013,22(z1):243-250.
[6] 葛寶騫.云計算與大數據在鋼鐵企業的應用[J].計算機光盤軟件與應用.2014,17(3):140.
[7] 賀毓辛.軋制科技發展展望[J].中國冶金.2013,23(12):1-4.
[8] 黃曉斌,鐘輝新.大數據時代企業競爭情報研究的創新與發展[J].圖書與情報.2012(6):9-14.
[9] 白振華,馬續創,王瑞,等.冷連軋機組板形再現與異議分析系統的開發[J].塑性工程學報.2013,20(02):68-72.
[10] 郝亮,邸洪雙,龔殿堯,等.平直度離線顯示和板形識別統計軟件開發[J].東北大學學報(自然科學版).2010,31(10):1414-1416, 1420.
[11] Martin Ester H K J G. A Density-Based Algorithm for Discovering Clusters in Large Spatial Databases with Noise[Z].Portland, Oregon:1996226-234.
[12] Bao R R, Zhang J, Li H B, et al. Flatness assessment system of ultra-wide tandem cold rolling mill[C].Wuhan,China:Trans Tech Publications Ltd,2014.
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
新聞世界(2016年10期)2016-10-11 20:13:53
科技視界(2016年20期)2016-09-29 10:53:22
中國記者(2016年6期)2016-08-26 12:36:20
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
