飛機疊層結構預聯接工藝優化
2015-07-11 10:09:48畢運波吳原驊朱偉東沈立恒
浙江大學學報(工學版) 2015年11期
畢運波,吳原驊,朱偉東,沈立恒,黃 穩,朱 宇
(1.浙江大學 機械工程學院,浙江 杭州310027;2.上海飛機制造有限公司,上海200436)
在飛機裝配過程中,一架大型飛機通常需要150~200萬個聯接件,而聯接時所需的連接孔往往是在疊層狀態下加工而成的[1].Choi等[2]利用有限元建立了疊層板鉆削仿真模型,指出疊層間隙對疊層毛刺生成有重要影響,然而缺乏對影響間隙因素以及如何減小間隙的進一步研究.Hellstern等[3]通過在疊層板鉆削實驗中使用一套簡易的預壓緊裝置,發現更大的壓緊力有更好的毛刺抑制效果.Liang[4]提出一種分析疊層間隙及其影響因素的簡化模型,發現壓緊力、鉆削力、板自身剛度均會影響疊層間隙,并指出較小的疊層間隙可有效降低加工參數對毛刺的影響.目前,疊層制孔毛刺控制技術主要是通過局部施加壓緊力抑制疊層零件分離,從而減小制孔間隙.在國外最新機型飛機如波音B787、空客A350中,工業機器人單向壓緊技術已得到了廣泛應用.但單向壓緊通常僅適用于飛機結構本身有支撐的情況下,如在機身隔框上制孔時,隔框自身剛度較強,可以提供法向支撐,從而使單向壓緊達到“雙向壓緊”效果,當飛機結構本身沒有支撐時,單向壓緊技術往往達不到最佳的毛刺抑制效果.
本文以壁板蒙皮、邊梁等組成的疊層件作為研究對象,建立預聯接有限元簡化模型,研究不同預聯接工藝方案下的疊層結構殘余間隙和制孔間隙(殘余間隙指疊層件預聯接后的間隙,制孔間隙指疊層件在制孔過程中產生的間隙),以制孔間隙為優化目標,給出最優預聯接工藝方案,并通過工業機器人自動化疊層制孔實驗對不同預聯接工藝方案的毛刺尺寸進行比較,驗證該優化方案的有效性.
1 預聯接件數量和安裝位置設計
如圖1所示為在制孔過程中,材料彎曲特性的差異和鉆削力等因素容易造成零件間的疊層間隙,給毛刺的產生提供了物理空間[5].疊層件間的毛刺不僅會造成應力集中現象,還會嚴重降低零件間的貼合程度,影響連接孔的加工質量[6].此外,還需在裝配過程中增加去毛刺工序.可見,減小疊層間隙對抑制毛刺產生、提高制孔質量具有重要意義.
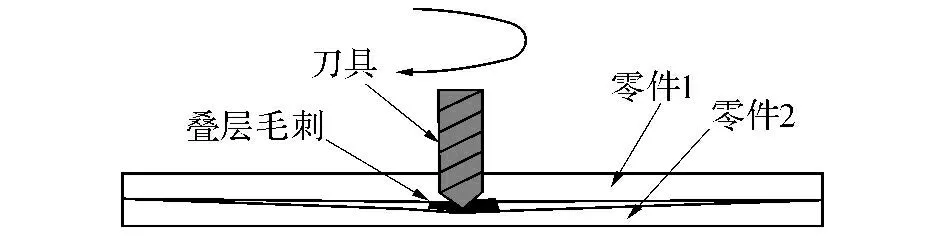
圖1 制孔過程中疊層毛刺生成Fig.1 Burr formation in drilling of stacks
如圖2所示為某型飛機蒙皮和邊梁組成的疊層結構,由于疊層結構局部剛性較弱,單向壓緊力無法有效消除疊層件的初始間隙和制孔間隙,為毛刺的產生提供了物理空間.在此情況下,需使用預聯接件緊固蒙皮和邊梁組成的疊層件.預聯接件不僅能夠有效增加疊層件的接觸剛度,減小制孔間隙,還可以保證后續鉚接或螺栓聯接質量和效率[7-9].
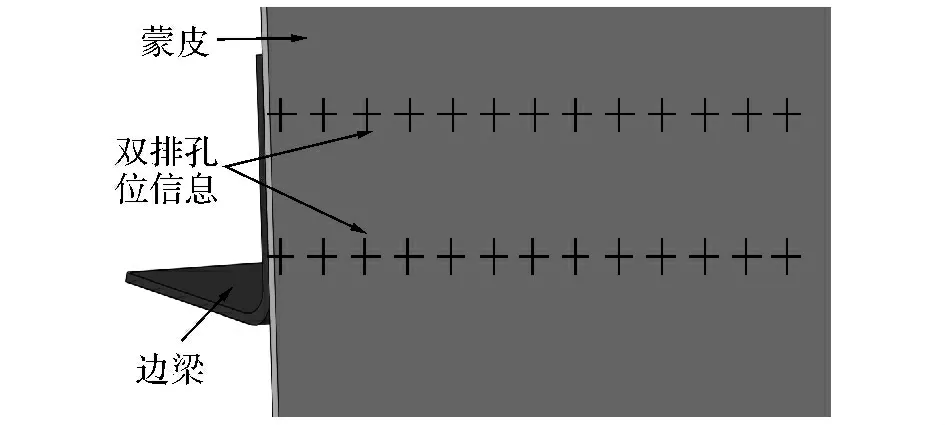
圖2 某型機疊層結構Fig.2 Stacked structure of specific aircraft
如圖3所示為蒙皮、邊梁等組成疊層件簡化模型在預聯接前后的狀態對比.該疊層件由2塊鋁合金板組成,其材料、厚度和孔位信息與實際情況一致.板1和板2之間預留初始間隙g,并通過螺栓預緊.模型中的參考點根據實際孔位信息選取,且均可視為預聯接候選點.此外,參考點的形變可作為評價殘余間隙和制孔間隙大小的重要依據.板1和板2尺寸為280mm×100mm×2mm,材料為鋁合金,之間留有1.2mm 最大初始間隙,螺栓尺寸為M5.
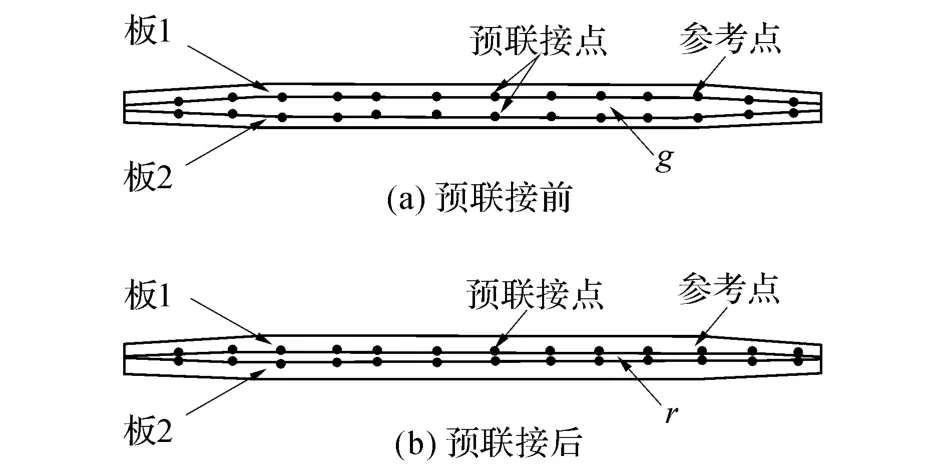
圖3 預聯接前后簡化模型狀態對比Fig.3 Comparison of simplified model's state before and after pre-connection
不同的預聯接點數量和安裝位置通常會產生不同的殘余間隙r和接觸剛度,而合理的預聯接點數量和安裝位置可有效減小殘余間隙、增加接觸剛度,提高制孔質量.因此,結合實際制孔過程中通常采用的預聯接件布局方案,以制孔間隙為優化目標,設計如下3種預聯接工藝方案:
方案1:如圖4(a)所示,該方案采用2個預聯接件,且安裝在初始間隙最大處.2塊鋁合金疊層板每排有13 個參考點等距分布,共計26 個參考點,相鄰參考點之間的X 向和Y 向間距分別為20和40mm,而預聯接件在模型中的位置分別為F1(0,-20),F2(0,20).
方案2:如圖4(b)所示,該方案采用4個預聯接件,且預聯接件沿y 軸對稱分布.在保證同列預聯接件之間的Y 向間距不變的前提下,該方案通過比較同排預聯接件之間不同的X 向間距條件下的殘余間隙和制孔間隙,實現預聯接件安裝位置優化.在該方案中,X 向間距取40、80、120、160、200mm.
方案3:如圖4(c)所示,該方案采用6個預聯接件實現預聯接,其中2個安裝在模型初始間隙最大處,其余4個預聯接件的布置與方案2相同.
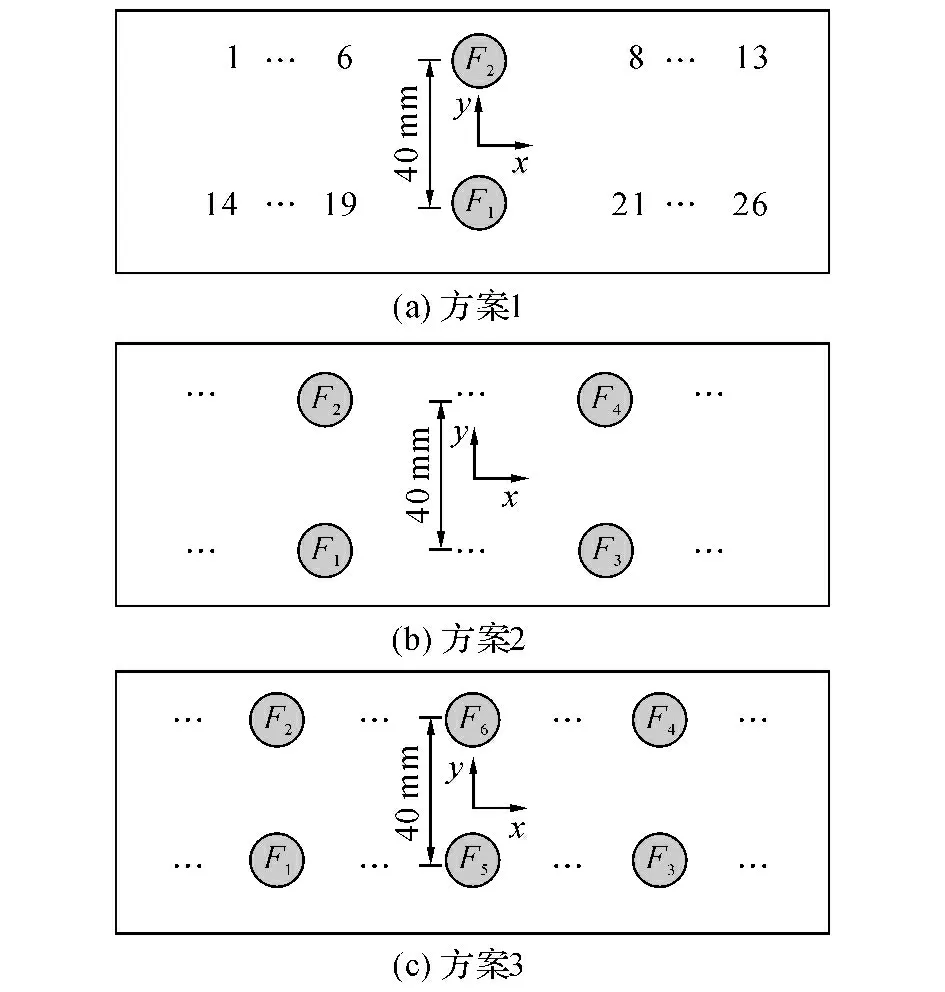
圖4 預聯接工藝方案Fig.4 Technological schemes of pre-connection
2 疊層制孔過程有限元仿真
2.1 Abaqus有限元建模
以預聯接工藝方案1為例,該模型主要包含2塊鋁合金板和2個螺栓預聯接件,其材料屬性參數如表1所示,其中E 表示彈性模量,ν表示泊松比,ρ表示密度.
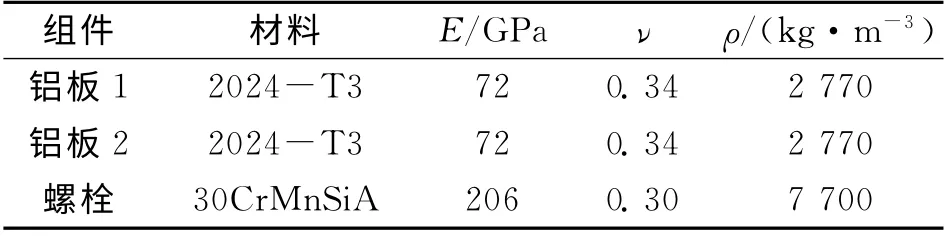
表1 材料物理特性Tab.1 Material physical characteristics
板1和板2 之間留有1.2 mm 的最大初始間隙,兩者之間采用直徑為5 mm 的螺栓,直徑為8 mm 的螺母實現預聯接.該方案的有限元模型如圖5所示.鋁合金板網格單元剖分采用線性六面體單元C3D8I,單元總數為6 620;采用梁單元建立螺栓網格模型,單元總數為20.
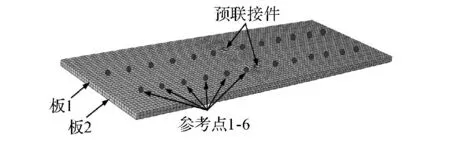
圖5 預聯接工藝方案1有限元模型Fig.5 Finite element model of Pre-connection scheme 1
2.2 邊界條件
在有限元建模過程中,螺栓零件通常可簡化為三維實體單元、梁單元和彈簧單元等,但彈簧單元結構簡單,無法模擬彎矩載荷;而梁單元雖較三維實體單元簡單,但采用梁單元建模時無需建立嚴格的接觸關系,僅用耦合約束就可模擬與被聯接件之間的裝配關系,且其計算效率較高,結果與三維實體單元也較為接近[10].因此,本文采用梁單元來建立螺栓模型,其尺寸參數同M5螺栓一致,如圖6所示,同時在梁單元模型的端部節點與2塊板的表面之間建立耦合約束關系.
螺栓預緊力和扭矩之間存在以下數學關系:

式中:F 為螺栓預緊力,T 為扭矩,K 為扭矩系數,其中K 的取值范圍通常為0.15~0.20,d 為螺栓的公稱直徑.8.8級的M5螺栓的標準緊固扭矩T=5.47N·m,轉換成預緊力為5 470N[11],因此取梁單元上螺栓預緊力為0~5 000N.
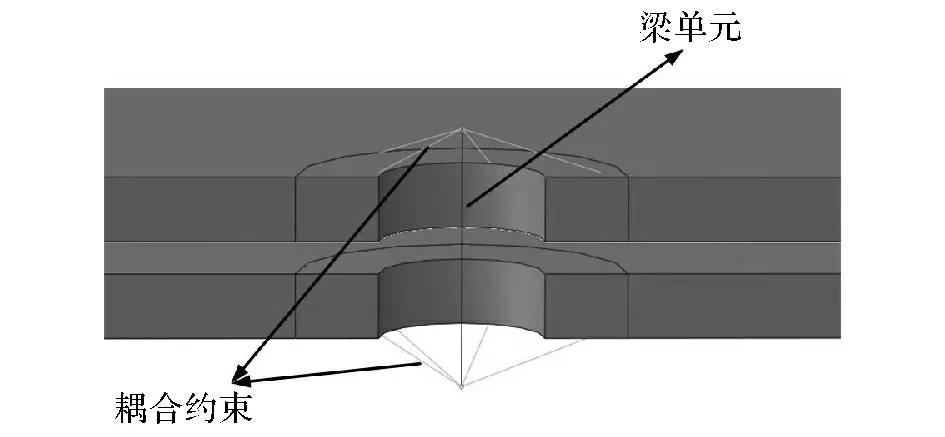
圖6 簡化的螺栓聯接約束Fig.6 Simplified constraints of bolt connection
設置兩鋁合金板之間的摩擦系數為0.15,約束鋁合金板兩側表面的自由度.
3 仿真結果分析
3.1 方案1殘余間隙和制孔間隙分析
由于模型存在對稱性,文中僅用1/4模型中的6個參考點和1個預聯接點的Z 向位移進行殘余間隙和制孔間隙分析.
平均殘余間隙(簡稱用殘余間隙)為

式中:uRi和dRi分別為上下參考點在預聯接過程中的Z 向位移,而gi為參考點之間的初始間隙.方案1的殘余間隙(R)計算結果如圖7所示.從圖中可以看出,當預緊力從0增至100N 時,兩板之間的殘余間隙逐漸減小,在預緊力為100N 時達到最小,為0.192mm.然而,當預緊力大于100N 時,預緊力施加區域會產生過大彈性變形,而疊層件兩側受約束,此時疊層件的彈性變形能向螺栓周圍區域釋放,導致殘余間隙隨著預緊力的增加而逐漸增大.
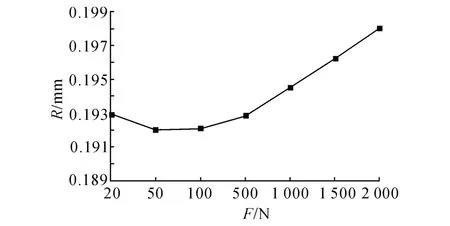
圖7 方案1殘余間隙曲線Fig.7 Curves of residual gap under scheme 1
過大的預緊力雖會導致殘余間隙增大,但預緊力的增加,也會使疊層鋁合金板的接觸剛度得到相應增加,從而減小上下兩層板之間因受鉆削力不均而形成的制孔間隙.同樣,在下層板1/4模型中6個參考點上依次施加150N 的鉆削力.
平均制孔間隙(簡稱制孔間隙)為

式中:uDi和dDi分別為上下參考點在制孔過程中的Z 向位移,Ri為參考點之間的殘余間隙,如圖8所示為方案1在不同預緊力下的制孔間隙D 曲線,在預緊力從0增至2 000N 時,兩板之間的制孔間隙逐漸減小,并在預緊力為2 000N 左右達到最小,為0.558 6 mm,再增大預緊力將導致參考點殘余間隙增大,從而導致制孔間隙增大.
3.2 方案2殘余間隙和制孔間隙分析
方案2的4個預聯接件按軸對稱方式分布,因此,殘余間隙的計算方法和方案1相同.如表2所示為模型在預聯接件的X 向間距分別為40、80、120、160及200mm 時受不同預緊力作用下計算得到的殘余間隙.由表可知,預聯接件的預緊力越大,殘余間隙先減小后增大;預聯接件的安裝位置不同,殘余間隙也不同,其中當預聯接件的X 向間距為200mm,預緊力為5 000N 時,模型殘余間隙最小,為0.019mm.
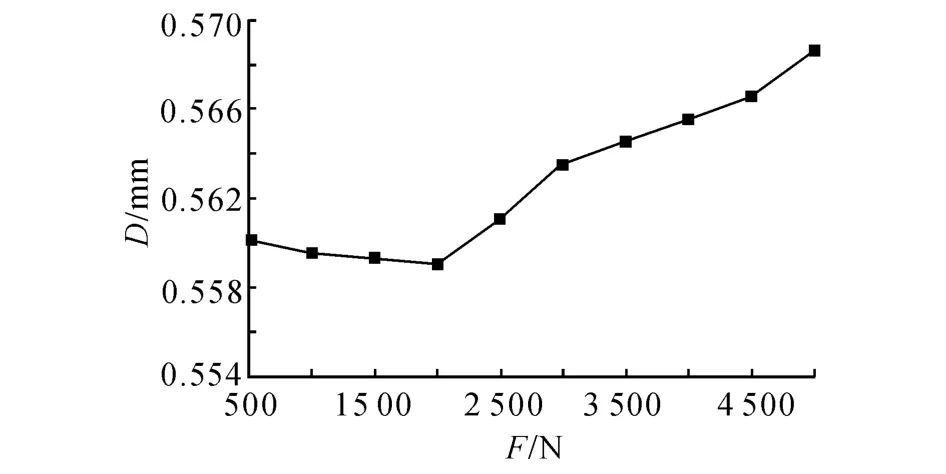
圖8 方案1制孔間隙曲線Fig.8 Curves of drilling gap under scheme 1
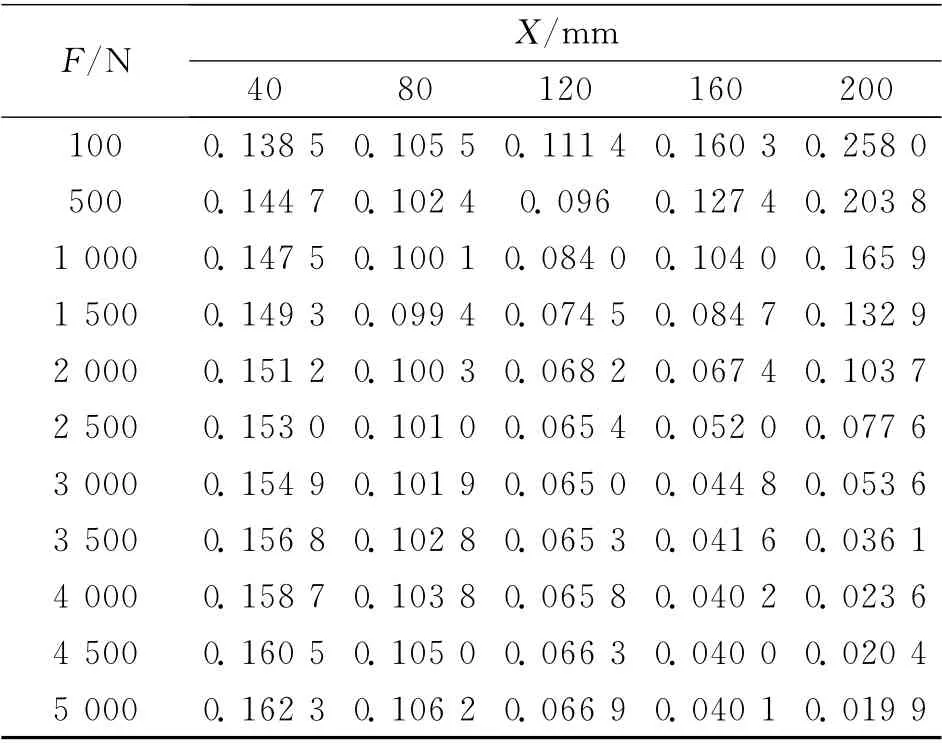
表2 方案2殘余間隙Tab.2 Residual gap under scheme 2
如表3所示為模型在不同預聯接件X 向間距和預緊力下計算得到的制孔間隙.從表中可以看出,不同預聯接件X 向間距和預緊力下的制孔間隙也不同.當X 向間距相同時,大于500N 的預緊力對制孔間隙影響很小;當X 向間距為40、160和200mm 時,制孔間隙較大;當X 向間距為80mm且預緊力為2 000N 時,模型的制孔間隙最小,為0.260 5mm;當X 向間距為120 mm 且預緊力為4 000N時,模型的制孔間隙其次,為0.263 8mm.
如圖9所示給出了以上2種優選方案下的各個參考點所對應的制孔間隙,N 為參考點編號,可見預聯接件對其周邊參考點的制孔間隙起到了很好抑制作用.其中,當X 向間距為80mm,預緊力F=2 000 N 時,參 考 點N =2 制 孔 間 隙 最 大,為0.484 2mm;X 向間距為120 mm,預緊力F=4 000N 時,參考點N=7制孔間隙最大,為0.437 9 mm.方案2相比于方案1增加了2個預聯接件,制孔間隙得到顯著降低.對比不同預聯接件安裝位置下的殘余間隙和制孔間隙,可見殘余間隙越小,并不意味著制孔間隙越小,這是由于較優的預聯接件安裝位置可優化疊層件的接觸剛度,從而減小制孔間隙.
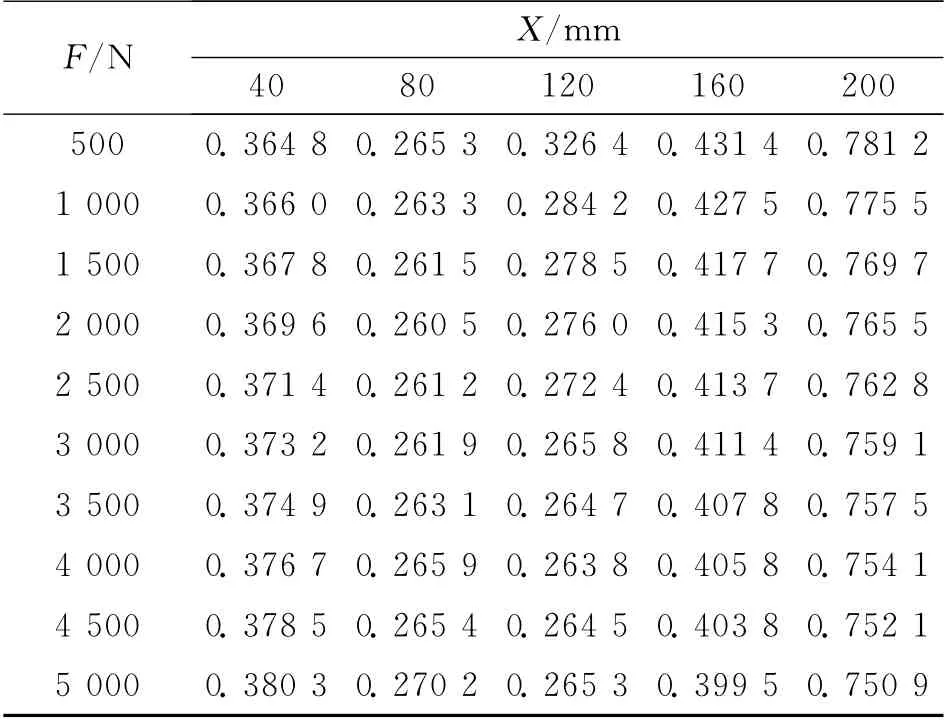
表3 方案2制孔間隙Tab.3 Drilling gap under scheme 2
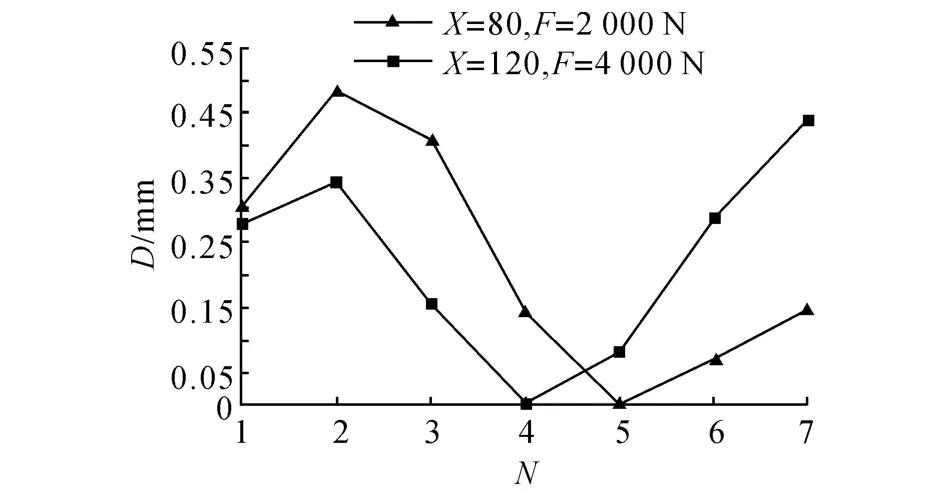
圖9 方案2中優選方案制孔間隙Fig.9 Drilling gap of preferred solutions under scheme 2
3.3 方案3殘余間隙和制孔間隙分析
如圖10 所示為疊層間隙I 在預緊力為0~5 000N的取值區間中,當預聯接X 向間距為200 mm 時,殘余間隙最小,為0.018mm;當預聯接X向間距為80mm 時,制孔間隙最小,為0.172mm.方案3預聯接件數量較多,增加前期人工工作量和成本,降低了工作效率,相比于方案2,制孔間隙并沒有得到明顯改善.
圖10 方案3疊層間隙Fig.10 Interlayer gap under scheme 3
4 實驗研究
4.1 實驗材料、刀具和實驗設備
在疊層制孔實驗中,實驗材料為鋁合金2024-T3(280mm×100mm×2mm),采用Φ5.8mm 硬質合金制孔刀具,利用KISTLER9257B 測力儀測得鋁合金板所受的鉆削力,通過德國SAYKE 數顯扭矩扳手調節螺栓預緊力,利用蔡司Axio CSM 700共聚焦顯微鏡檢測上層板出口和下層板入口的毛刺尺寸,實驗平臺采用自行研制的機器人自動化制孔系統,該系統主要包括一臺KUKA KR360-2型工業機器人,它主要由機器人底座、機械臂、手腕、快換法蘭、平衡裝置等組成,如圖11所示為實驗平臺的工作現場.
圖11 機器人自動化制孔系統工作現場Fig.11 Job site of robot automatic drilling system
4.2 實驗設計
按照上述3種預聯接工藝方案安排實驗,每組實驗的加工孔的孔位信息與有限元模型參考點的孔位信息一致.用4個螺栓將疊層板的4個邊緣角固定.在機器人制孔過程中,測得在轉速6 000r/min和進給速度240mm/min時,鋁合金板所受軸向鉆削力大小約為150N,如圖12所示.t為時間,該鉆削力F 大小與有限元仿真時施加的鉆削力大小基本一致,因此采用該加工參數進行自動化制孔實驗.
如圖13所示,以毛刺高度h0、毛刺根厚度bf作為實驗測量指標[12].定義疊層毛刺高度H 及毛刺根厚度T 分別為

式中:h01為上層板出口毛刺高度,h02為下層板入口毛刺高度;bf1為上層板出口毛刺根厚度,bf2為下層板入口毛刺根厚度.
4.3 實驗結果分析

圖12 鋁合金板所受軸向鉆削力Fig.12 Axial drilling force exerting on aluminum alloy plate
圖13 毛刺尺寸參數示意圖Fig.13 Schematic diagram of burr size parameter
如圖14(a)和(b)分別為方案1中加工孔的上層板出口毛刺和下層板入口毛刺(簡稱疊層毛刺)的宏觀形貌觀察結果,F 表示每組實驗中預緊力的大小.在預緊力從0增大到2 000N 的過程中,疊層毛刺尺寸逐漸減小,在預緊力從2 000增大到3 500 N 的過程中,疊層毛刺尺寸有微小的增大.該規律與有限元模擬的結果一致.可見通過施加預緊力可有效抑制疊層毛刺的生長.
如圖15所示給出了方案1所有加工孔在不同預緊力下的疊層毛刺尺寸B,包括疊層毛刺高度均值和疊層毛刺根厚度均值.測得毛刺高度均值為0.12~0.31 mm,毛刺根厚度均值為0.07~0.15 mm,最小值均出現在預緊力為2 000N 時,分別為0.12和0.07mm.
如圖16所示給出了方案2在不同安裝位置和最優預緊力下的毛刺高度均值和毛刺根厚度均值,可見不同的預聯接件安裝位置對疊層毛刺尺寸影響顯著.測得預聯接件安裝位置相距80mm 時,毛刺高度均值和毛刺根厚度均值較小,分別可達0.051 mm 和0.015 mm,相比于方案1毛刺尺寸有明顯減小.對方案3進行相同的實驗,測得毛刺高度均值和毛刺根厚度均值的最小值分別為0.043 和0.013mm.可見方案3 相比于方案2 毛刺尺寸并沒有明顯減小,與有限元仿真結果一致.
圖14 上下層板的毛刺形態Fig.14 Burr form of upper plate and lower plate
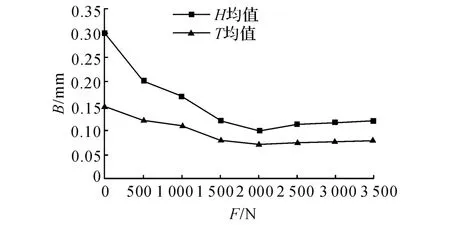
圖15 方案1毛刺尺寸隨預緊力變化曲線Fig.15 Burr size and pre-load curves of scheme 1
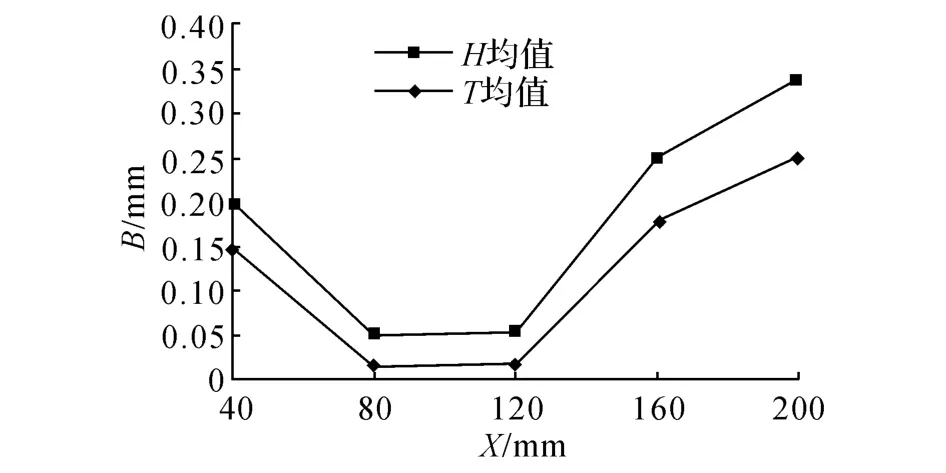
圖16 方案2毛刺尺寸隨安裝位置的變化曲線Fig.16 Burr size and installation location curves of scheme 2
5 結 論
本文通過建立壁板蒙皮、邊梁等組成的疊層件預聯接有限元模型,在不考慮壓緊力的情況下,以制孔間隙為優化目標,研究了預聯接件數量、安裝位置以及預緊力大小等因素對疊層殘余間隙和制孔間隙的影響規律,并通過疊層制孔實驗進行驗證,結論如下:
(1)隨著預緊力的增加,疊層殘余間隙先減小后增大.當預緊力過大時,預緊力施加的區域會產生過大彈性變形,而疊層件兩側受約束,此時疊層件的彈性變形能向螺栓周圍區域釋放,導致殘余間隙隨著預緊力的增加而逐漸增大.當疊層件的殘余間隙最小時,通過增大預緊力可增加疊層件的接觸剛度,從而進一步減小制孔間隙.
(2)預聯接狀態下疊層殘余間隙越小,并不意味著制孔間隙越小,這是由于較優的預聯接件安裝位置可優化疊層件的接觸剛度,從而減小制孔間隙.
(3)預聯接件數量較少,預聯接后殘余間隙越大,制孔間隙也越大,增加預聯接件,可增加疊層件的接觸剛度,并減小制孔間隙.但較多的預聯接件會增加預聯接工作量,降低工作效率,且制孔間隙不會明顯減小.
(4)隨著預緊力增大,疊層毛刺尺寸先明顯減小后小幅度增大.預聯接件的安裝位置對毛刺尺寸影響顯著,較優的預聯接工藝方案可有效消除疊層間隙,抑制毛刺生長.
(
):
[1]袁紅璇.飛機結構件連接孔制造技術[J].航空制造技術,2007,1:96-99.YUAN Hong-xuan.Manufacturing Technology of connecting hole in aircraft structures[J].Aeronautical Manufacturing Technology,2007,1:96-99.
[2]CHOI J,MIN S,DORNFELD DA,et al.Modeling of inter-layer gap formation in drilling of a multi-layered material[J].Laboratory for Manufacturing and Sustainabili-ty,2003,5:19-20.
[3]HELLSTERN C.Investigation of interlayer burr formation in the drilling of stacked aluminum sheets[D].Atlanta:Georgia Institute of Technology.2009.
[4]LIANG J.The formation and effect of interlayer gap in dry drilling of stacked metal materials[J].The International Journal of Advanced Manufacturing Technology,2013,69(5/8):1263-1272.
[5]MELKOTE SN,NEWTON TR,HELLSTERN C,et al.Interfacial burr formation in drilling of stacked aerospace materials[M].Burrs-Analysis:Control and Removal.Springer Berlin Heidelberg,2010:89-98.
[6]RAMALU M,BRANSON T,KIM D.A study on the drilling of composite and titanium stacks[J].Composite Structures,2001,54(1):67-77.
[7]S?DERBERG R,LINDKVIST L,DAHLSTR?N S.Computer-aided robustness analysis for compliant assemblies[J].Journal of Engineering Design,2006,17(5):411-428.
[8]BRISTOW J W,IRVING P E.Safety factors in civil aircraft design requirements[J].Engineering Failure Analysis,2007,14(3):459-470.
[9]WEBB P,EASTWOOD S J.An evaluation of a TI2 manufacturing system for the machining of airframe subassemblies[J].Proceedings of the Institution of Mechanical Engineers,Part B:Journal of Engineering Manufacture,2004,218(7):819-826.
[10]KIM J,YOON J,KANG B.Finite element analysis and modeling of structure with bolted joints[J].Applied Mathematical Modeling,2007,31(5):895-911.
[11]聞邦椿,陳良玉,鞏云鵬.機械設計手冊[M].北京:機械工業出版社,2010:5-17.
[12]HEISEL U,LUIK M,EISSELER R,et al.Prediction of parameters for the burr dimensions in short-hole drilling [J].CIRP Annals-Manufacturing Technology,2005,54(1):79-82.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
