PCB數控機械鉆孔機加工效率提升方法研究
2015-07-18 11:45:10劉定昱王正強
電子工業專用設備 2015年6期
劉定昱,王正強,雷 鳴,王 星
(1.深圳市大族數控科技有限公司,廣東深圳 518057)
(2.中興通訊股份有限公司,廣東深圳518057)
PCB數控機械鉆孔機加工效率提升方法研究
劉定昱1,王正強2,雷 鳴1,王 星1
(1.深圳市大族數控科技有限公司,廣東深圳 518057)
(2.中興通訊股份有限公司,廣東深圳518057)
提出了3種提高PCB數控機械鉆孔機加工效率的辦法,每種方法經過測試都有效可行,通過實驗對比了3種方法效率提升程度,同時討論了3種方法的優劣,為PCB數控機械鉆孔機器和類似鉆孔加工機器的設計和生產提供參考。
鉆孔效率;鉆孔;PCB數控機械鉆孔機
PCB(Printed Circuit Board,印制線路板)數控機械鉆孔機設備制造技術源自歐美,后進入日韓,中國臺灣地區沿襲國外先進技術緊隨其后,中國大陸地區相對起步較晚但發展迅速。自2012年始,PCB生產重心全面轉移到中國大陸,中國大陸地區PCB制造地位全球居首,隨之給本土的PCB數控機械鉆孔機設備生產廠商帶來契機。隨著PCB數控機械鉆孔機制造技術趨于成熟,各中高端產品差異不大,進一步提高設備精度、速度成為提升PCB數控機械鉆孔機競爭力的首要任務。
影響設備的速度主要因素是執行機械的質量和摩擦系數,運動控制模塊的運算能力、驅動器的驅動能力、電機持續推力等固有因素,這些都是PCB數控機械鉆孔機持續改造的目標和方向。另一方面,鉆孔控制方法改進對速度提升同樣貢獻顯著。本文僅從鉆孔控制方法的角度討論提高機械鉆孔速度的方法。
1 PCB數控機械鉆孔機
PCB數控機械鉆孔機完成印制線路板的鉆孔加工,通常采用0.1~6.5 mm直徑不等的刀具,在印制線路板上快速準確的鉆孔。PCB數控機械鉆孔機采用框架式龍門結構,由床身和橫梁兩個部分組成,如圖1所示。y向由電機驅動工作平臺完成前后運動,x向由電機驅動級聯的z軸機構完成左右運動,x、y兩相實現平面位置準確定位。z向由電機驅動z軸機構實現垂直方向運動,氣浮主軸由z軸底座及主軸夾套夾持,跟隨z軸機構垂直運動。
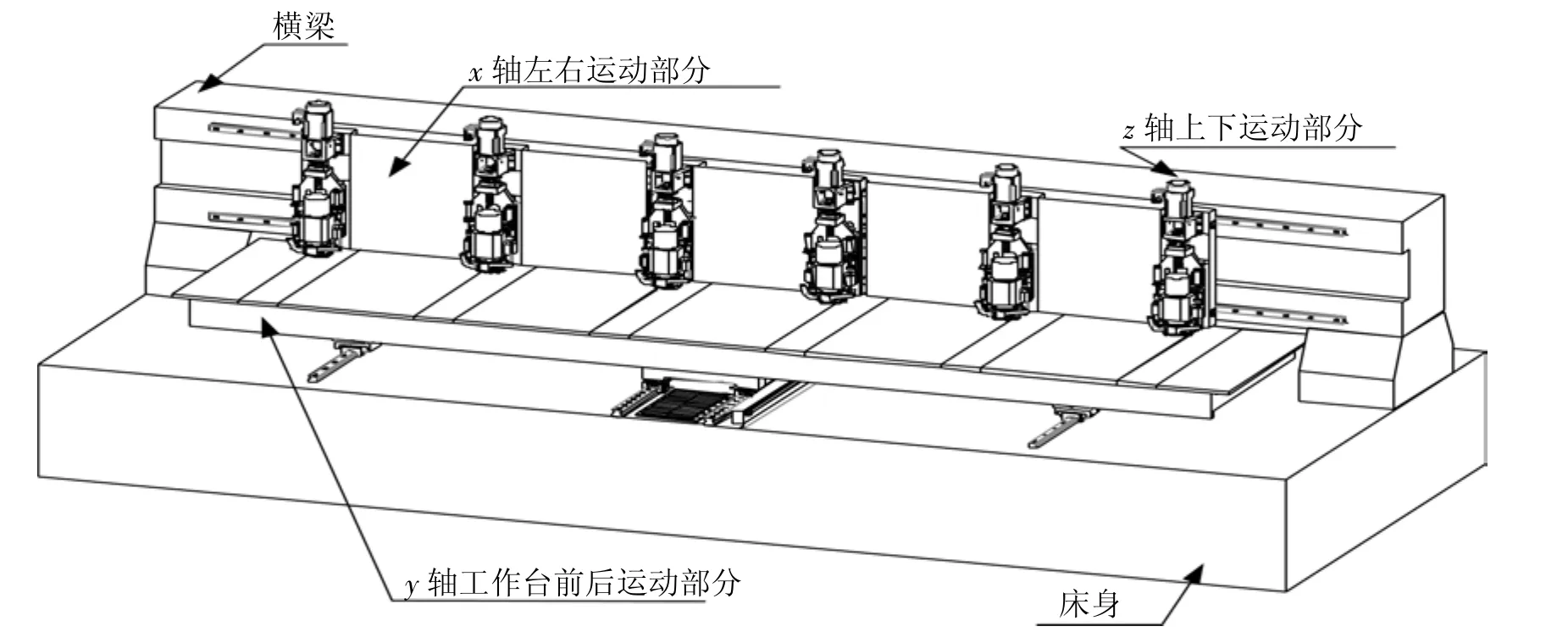
圖1 PCB數控機械鉆孔機結構示意圖
為了節省成本x向采用多軸級聯的方式,一般以六軸級聯居多。印制線路板鉆孔加工時,可六軸同時加工,x、y向移動到鉆孔位,六個z軸同時向下帶動氣浮主軸運動,實現鉆孔。
2 z軸分段鉆
2.1 z軸分段鉆原理
因為工藝需要,常規鉆孔時會進行疊板。鉆通孔板時從上到下疊層依次為鋁片、PCB板、紙板。為了防止鉆孔加工時印制線路板發生偏移影響加工精度,鉆孔廠通常采用銷釘的方式將上述疊層板進行固定,帶銷釘的疊層板采用夾PIN裝置或者固定在電木板上兩種方式固定在PCB數控機械鉆孔機上。
z向下鉆從起鉆位H開始,鉆孔行程包含鋁片厚度、PCB板厚度和一部分紙板厚度及余量的總和。圖2顯示了從起鉆位H和終鉆位Z。H是鉆孔操作員計算設置的,余量部分由操作員自行設定,常規做法是估算PCB板的厚度和疊板數、鋁片厚度,再根據經驗估計一定的余量進行設定。由于PCB板厚度有偏差,在估計厚度時,為了安全將H值設定得比較高,見圖2所示。
隨著印制線路板向輕薄短小變化的趨勢,孔越來越小也越來越密集,因此PCB數控機械鉆孔機鉆孔時x、y向移動的距離短,z向垂直運動距離需要鉆穿鋁片和多層層疊的PCB板及部分紙板,行程相對較長。所以對于PCB數控機械鉆孔機,z向進刀、退刀速度更影響整機的鉆孔速度。標準的鉆孔流程是x、y軸聯動,整定好后z軸下鉆,如圖3(a)所示。動作分解為x、y向橫梁平臺同時向目標孔移動(動作①),到達目標孔后,z軸下鉆(動作②),鉆孔完成后z軸上抬(動作③)。
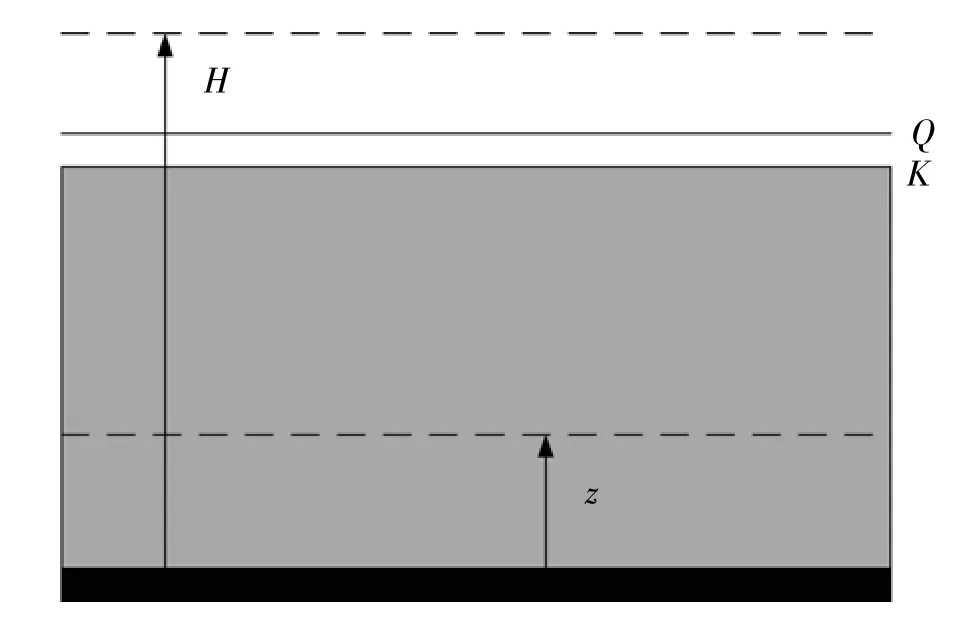
圖2 鉆孔深度位置設置示意圖
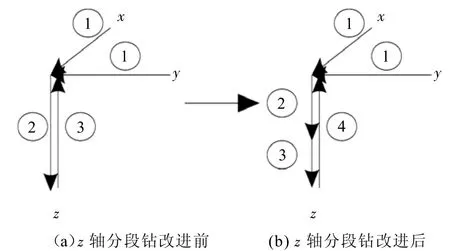
圖3 z軸分段鉆孔改進示意圖
x、y向運動時,由于孔間距近,通常x、y向電機均沒有到達最大速度時即剎車停止,只有在長距離運動時才能體現x、y向電機運動速度快的優越性。近距離鉆孔z向運動速度對鉆孔效率提升起決定因素。為了保證鉆孔的孔壁品質和鉆孔精度,同時防止刀具斷針,各生產廠商根據被鉆對象的層厚、材質以及刀具直徑有不同的下鉆速度參數,業內稱為進刀速。退刀時可采用較高速度退刀。
圖3(b)提出了提高z軸進刀速度的辦法,對進刀的行程采用分段管理,那么動作分解為x、y向橫梁平臺同時向目標孔移動(動作①),到達目標孔后,z軸高速下鉆(動作②),z軸到達接近鋁片的高度時,改為進刀速下鉆(動作③)鉆孔完成后z軸高速上抬(動作④)。
此方法提高了z軸下鉆部分行程的速度,即圖2(b)中動作②的速度,高速下鉆的目標位置由客戶輸入,可調整。該方法對板面平整度的要求較高。
2.2 z軸分段鉆實驗
采用一臺大族品牌的F6M系列PCB數控機械鉆孔機對z軸分段鉆功能進行測試。調用測試用矩陣文件進行鉆孔,鉆孔文件為100×100陣列文件,孔間距5 mm,整板鉆孔尺寸長500 mm、寬500 mm,共計 10 000只孔。鉆孔刀具直徑φ0.275 mm,氣浮主軸轉速設定為18萬r/min,PCB板采用厚度為1.6 mm標準雙面覆銅板疊三片,加工進刀速2.5 m/min,退刀速20 m/min,持續鉆孔,不換刀。疊板順序為從下至上厚度為10 mm電木板一張、厚度為2.5 mm紙板一張、厚度為1.6 mm覆銅板三張、厚度為0.2 mm鋁片一張,臺面為z向零點,設定起鉆位22 mm,終鉆位12 mm,終鉆位落入紙板0.5 mm處。由于理論鋁片表面位置在z向17.5 mm處,分別設分段鉆位置為18.5 mm及19.5 mm兩個位置測試。結果如表1所示。
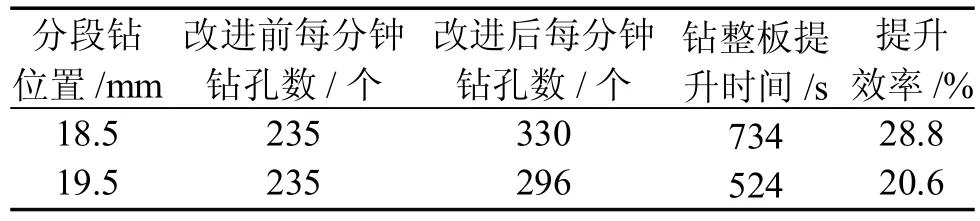
表1 z軸分段鉆實驗結果
通過測試發現進行Z軸分段鉆孔實驗前,按照原來的鉆孔方式進行鉆孔。鉆10 000只陣列孔每分鐘鉆孔數在235個左右,設置分段鉆,分段鉆位置設置在鋁片表面1 mm左右的位置提升效率達28.8%,分段鉆位置設置在鋁片表面2 mm左右的位置提升效率為20.6%。
3 三軸聯動
3.1 三軸聯動原理
通常鉆孔步驟為x、y軸聯動,z軸在x、y軸整定完成后下鉆x、y軸在z軸回到起鉆位后開始向下一目標孔移動。目的是保護氣浮主軸,氣浮主軸分定子和動子兩個部分,動子懸浮在定子內部的高壓潔凈空氣中,鉆孔時動子高速旋轉,一旦氣浮主軸鉆孔時,x、y向進行移動,會使氣浮主軸軸向卡死,造成極大損壞。由于氣浮主軸價格昂貴,這種損壞是不被允許的。
z軸分段鉆功能提供了一個z向參考位置,即z向第一步鉆孔終鉆位,主軸下降到z向第一步鉆孔終鉆位時刀尖還沒有碰到鋁片表面,此時x、y向運動是相對安全的。所以采用三軸聯動方式,在z向運動到z向第一步鉆孔終鉆位之前3個軸同時運動。此時運動方式變更為圖4(b)的方式。
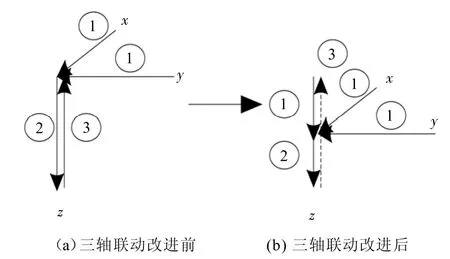
圖4 三軸聯動改進示意圖
圖4(b)提出了三軸聯動的辦法,由于z軸分段鉆提供了參考位置,那么動作分解為x、y、z向橫梁平臺,z軸同時高速移動(動作①),到達目標孔上方z向第一步鉆孔終鉆位后,z軸改為進刀速下鉆(動作②)鉆孔完成后z軸高速上抬(動作③)。
此方法縮減了z軸高速下鉆的部分行程,即圖4(b)中z軸動作①的速度,參考位置由客戶輸入,可調整。該方法對板面平整度的要求較高。
3.2 三軸聯動實驗
同樣采用一臺大族品牌的F6M系列PCB數控機械鉆孔機對z軸分段鉆功能進行測試。調用測試用矩陣文件進行鉆孔,鉆孔文件為100×100陣列文件,孔間距5 mm,整板鉆孔尺寸長500 mm、寬500 mm,共計 10 000只孔。鉆孔刀具直徑φ0.275mm,氣浮主軸轉速設定為18萬r/min,PCB板采用厚度為1.6 mm標準雙面覆銅板疊三片,加工進刀速2.5 m/min,退刀速20 m/min,持續鉆孔,不換刀。疊板順序為從下至上厚度為10mm電木板一張、厚度為2.5mm紙板一張、厚度為1.6mm覆銅板3張、厚度為0.2mm鋁片一張,臺面為z向零點,設定起鉆位25mm,終鉆位12mm,終鉆位落入紙板0.5mm處。由于理論鋁片表面位置在z 向17.5mm處,分別設分段位置為18.5 mm及19.5 mm兩個位置測試。結果如表2所示。
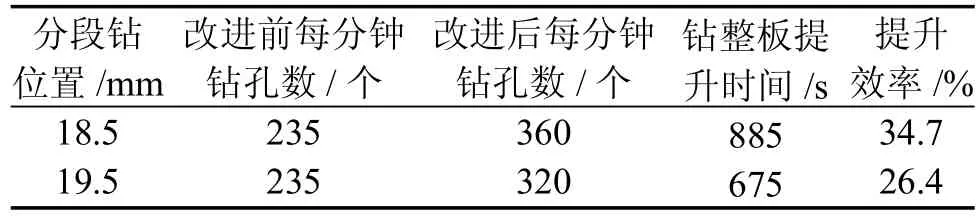
表2 三軸聯動實驗結果
通過測試發現進行三軸聯動實驗前,按照原來的鉆孔方式進行鉆孔。鉆10 000只陣列孔每分鐘鉆孔數在235個左右,設置三軸聯動,分段位置設置在鋁片表面1 mm左右的位置提升效率達34.7%,分段位置設置在鋁片表面2 mm左右的位置提升效率為26.4%。
4 檢測疊層表面位置降低起鉆位
4.1 檢測疊層表面位置降低起鉆位原理
z軸分段鉆和三軸聯動方式能獲得較高的效率提升,特別是設置的分段鉆位置越靠近鋁片表面越好。但是這對板面平整度的要求很高,通常PCB疊板后各疊層間可能夾有異物,所以設置分段鉆位置不能太靠近鋁片表面,從保護主軸的角度,分段鉆位置設置越遠離鋁片表面越安全。
如果能準確檢測到當前鉆孔疊層中鋁片表面位置,即圖2中標識K,可以將起鉆位從H降低到只比K表面略高的Q的位置,將直接減少每次鉆孔z向從H到Q的運動時間。
可以采用兩種方法檢測鋁片表面位置,一種是利用PCB數控機械鉆孔機的接觸式斷刀檢測功能。圖5顯示了接觸式斷刀檢測功能實現原理,氣浮主軸由金屬體動子和定子組成,定子和動子之間為壓縮潔凈冷卻的空氣介質。氣浮主軸定子和動子間存在一個分布電容,控制板產生交流信號經過氣浮主軸通過主軸動子夾持的刀具到達接地鋁片,形成回路。鉆孔時,當刀尖觸碰鋁片形成回路,當刀尖離開鋁片中斷回路,控制板因此產生與鉆孔頻率一致的輸出方波,其上升沿為觸碰鋁片表面瞬間信號,記錄上升沿所對應的z軸光柵尺讀數頭位置信號即為鋁片表面位置。
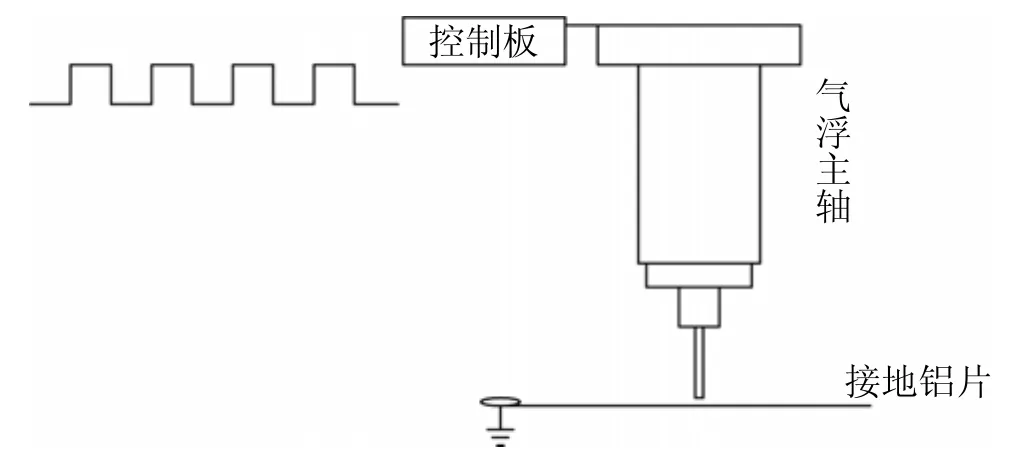
圖5 接觸式斷刀檢測功能實現原理示意圖
另一種方式可安裝輔助光柵尺在吸屑罩上,每次鉆孔時吸屑罩下壓,光柵尺記錄吸屑罩觸碰鋁片表面停止向下運動的位置,由于吸屑罩與刀尖位置固定,可通過吸屑罩觸碰鋁片表面位置推算出刀尖觸碰鋁片表面位置。
通過上述兩個方法均可以準確獲得鋁片表面位置信息,即圖2所示K位置。為了防止誤差引起的錯誤K值,可以取3個以上K位置值,來判斷K值的可靠性。近距離鉆孔時從第四孔開始,每次退刀只退到新的起鉆位Q,如圖6(b)所示,平臺和橫梁便開始向下一目標鉆孔位置移動。新的起鉆位置從Q開始,節省了從Q到H的鉆孔時間。
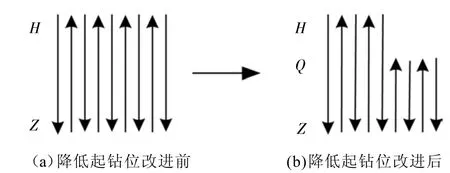
圖6 檢測疊層表面位置降低起鉆位改進示意圖
4.2 檢測疊層表面位置以降低起鉆位實驗
同樣采用一臺大族品牌的F6M系列PCB數控機械鉆孔機對z軸分段鉆功能進行測試。調用測試用矩陣文件進行鉆孔,鉆孔文件為100×100陣列文件,孔間距5 mm,整板鉆孔尺寸長500 mm、寬500 mm,共計 10 000只孔。鉆孔刀具直徑φ0.275mm,氣浮主軸轉速設定為18萬r/min,PCB板采用厚度為1.6 mm標準雙面覆銅板疊3片,加工進刀速2.5 m/min,退刀速20 m/min,持續鉆孔,不換刀。疊板順序為從下至上厚度為10mm電木板一張、厚度為2.5mm紙板一張、厚度為1.6mm覆銅板3張、厚度為0.2mm鋁片一張,臺面為z向零點,設定起鉆位25mm,終鉆位12mm,終鉆位落入紙板0.5mm處。設定Q位置高出K位置1 mm,結果如表3所示。

表3 檢測疊層表面位置以降低起鉆位實驗結果
通過測試發現進行檢測疊層表面位置以降低起鉆位實驗前,按照原來的鉆孔方式進行鉆孔。鉆10 000只陣列孔每分鐘鉆孔數在235個左右,檢測疊層表面位置以降低起鉆位快速鉆孔,提升效率為32.9%。提升效率與三軸聯動方式的分段鉆位置在18.5 mm處一致,但是安全性非常高。
5 結束語
文中分別介紹了三種提高加工效率的鉆孔控制方法,三種方法都能有效提高鉆孔效率。其中z軸分段鉆將z軸進刀動作分解為空行程快速鉆孔和鉆孔時為保證鉆孔質量按照鉆孔參數慢速鉆孔兩個步驟,很大程度提高了鉆孔加工速度。
三軸聯動在z軸分段鉆的基礎上將z軸進刀空行程快速鉆孔與x、y軸聯動同時進行,進一步節省了z軸進刀空行程快速鉆孔的時間。
z軸分段鉆和三軸聯動都需要設定分段鉆位置,分段鉆位置離鋁片表面越近效率提升越高,但是由于批量生產板面平整度不能完全保證,所以為了保護主軸,z向設置的z向第一步鉆孔終鉆位不能太接近鋁片表面,至少應設置為距離鋁片表面2 mm以上的位置。檢測疊層表面位置以降低起鉆位方案不需要設定分段鉆位置,其準確檢測到鋁片表面位置K,從K值向上1 mm作為起鉆位,將鉆孔速度提升到極致。表4對比了3種方案提升效率情況,前兩種方案按照生產可行的辦法將z軸分段鉆位置設為2 mm。

表4 檢測疊層表面位置以降低起鉆位實驗結果
表4顯示3種方案均可以提升效率達到20% 到30%,其中檢測疊層表面位置以降低起鉆位的方式提升效率最高且最有效。
[1] 周慶亞,高建利,侯為萍,等.半導體設備抓取和放置控制方法研究[J].電子工業專用設備,2010,39(10):12-14.
[2] 王星.PCB數控鉆孔機開發與應用綜述[J].電子工業專用設備,2009,38(171):30-36.
Methods Research on PCB CNC Drilling Machine Manufacturing Efficiency Improvement
LIU Dingyu1,WANG Zhengqiang2,LEI Ming1,WANG Xing1
(1.HANS CNC science&technology Co.,Ltd,Shenzhen 518057,China;2.Zhongxing telecommunication equipment corporation,Shenzhen 518057,China)
In this paper three methods of elevating PCB CNC drilling efficiency are presented and each method is implemented in real scenario and confirmed to be workable by real test data.Comparison is done in these three methods by real test in order to find efficiency gain of each method,in the same time,advantage and disadvantage of each method is highlighted as well.In a conclusion,this paper provides a feasible reference for PCB CNC drilling machine or similar drilling machine design and manufacturing.
PCB drilling efficiency;Drilling;PCB CNC drilling machine
TN605
B
1004-4507(2015)06-0036-06
2015-04-20
