連續油管超聲檢測系統壁厚與橢圓度測量方案
2015-08-05 01:33:04梅旭濤張仕民王文明徐克彬
石油礦場機械 2015年4期
梅旭濤,張仕民,王文明,徐克彬
連續油管超聲檢測系統壁厚與橢圓度測量方案
梅旭濤1,張仕民1,王文明1,徐克彬2
(1.中國石油大學(北京)機械與儲運工程學院,北京102249;2.渤海鉆探井下作業公司,河北任丘062550)
連續油管作業時對其壁厚與橢圓度有要求。在分析國內外連續油管檢測系統基礎上,根據超聲波檢測原理,對超聲波信號的壁厚測量以及連續油管管體橢圓度測量原理進行了詳細描述,并提出了一種連續油管壁厚與橢圓度超聲波檢測系統設計方案。該方案采用橢圓度優化算法,提高了壁厚及橢圓度測量參數精度,可為連續油管超聲波檢測器樣機研制提供理論依據。
連續油管;超聲波;壁厚;橢圓度;設計方案
隨著油氣資源開采難度加大,連續油管技術廣泛應用于鉆井、完井、壓裂酸化、稠油開采等多領域[1-3]。連續油管纏繞在滾筒上,通過引導器進入注入頭,對油氣井進行常規作業時需不斷注入與起出,由于彎曲會造成連續油管壁厚及橢圓度變化[4-6]。連續油管壁厚減薄會造成連續油管在多油氣井作業過程中承受壓力減小,極易造成井下事故;同時,橢圓度變化到一定程度時將阻礙連續油管通過注入頭與防噴器,且影響密封性能[7]。因此,連續油管的壁厚及橢圓度參數至關重要,迫切需要用于現場對連續油管進行檢測的系統。本文結合超聲波檢測原理,提出了連續油管壁厚及橢圓度檢測的設計方案,具有重要現實意義,可為連續油管超聲波檢測器樣機研制提供理論依據。
1 國內外連續油管檢測現狀
目前,國外具有連續油管檢測儀器的公司主要有NOV CTES、ROSEN、斯倫貝謝等。NOV CTES公司的Argus檢測器主要是利用超聲波檢測技術,可以精確地測量出壁厚、直徑以及相應的橢圓度等參數[8-9]。德國ROSEN公司研制的連續油管自動化檢測系統ACIM,采用漏磁原理實時檢測管體缺陷[10]。2013年,斯倫貝謝公司推出CoilScan連續油管實時檢測儀,采用磁漏+渦流原理,可以實時檢測連續油管的壁厚、直徑及變形量等關鍵參數,檢測參數結果實時在軟件界面顯示[11]。
國內用于連續油管檢測產品較少,大多處于實驗室試制階段,多采用渦流與漏磁檢測技術對連續油管進行檢測。2010年,李文彬[12]設計了連續油管超聲波檢測系統。2012年,江漢機械研究院研制了連續油管檢測器[13],采用漏磁+磁橋路的檢測原理,局部缺陷采用漏磁方法檢測,壁厚變化采用磁橋路,橢圓度檢測采用渦流檢測技術。華中科技大學康宜華教授團隊設計的移動式連續油管檢測器[14],采用渦流檢測原理實現對其直線度與橢圓度檢測。2014年,南昌航空大學于潤橋基于渦流測距的基本原理,設計了連續油管橢圓度測量樣機[15-16]。2014年,南昌航空大學程強強[17]將微磁技術運用于連續油管的缺陷檢測,采用電渦流檢測技術研制了電磁檢測系統樣機。中石油川慶鉆探工程有限公司[18]的專利中也介紹了連續油管橢圓度的檢測方法。
2 測量原理
2.1 壁厚[19]
超聲波檢測方式主要測量連續油管軸向360°管壁壁厚變化,包括連續油管作業過程中與井口的偏磨,以及腐蝕作用引起的管壁局部區域的減薄。在檢測探頭與連續油管外壁間采用有機玻璃耦合,目的是提高系統對放大后的遲滯線的靈敏度,同時也降低了超聲波在傳播過程中衰減。耦合有機玻璃材料與連續油管外壁間的壁厚間隙為0.15 mm(間隙中充滿水為耦合劑),防止連續油管在檢測移動過程中對耦合層的磨損。
超聲波探頭對連續油管檢測時,超聲波經過耦合層有機玻璃材料,其與連續油管外壁會產生界面回波,同時部分信號繼續進入管壁,發生回波反射,壁厚的測量原理與脈沖回波信號如圖1所示。
通過分析接收到的回波信號,根據測量公式算出連續油管壁厚。假設圖中回波的時間分別為t1、t2、…、tn,超聲波在連續油管介質中的傳播速度為u,令閘門內的一次回波時間為t1,最后1個回波的時間為tn,即閘門內回波次數為n次。圖中起始波為P,有機玻璃與連續油管外壁界面回波為F,一次回波、二次回波以及N次回波分別用B1、B2和Bn表示。則連續油管的壁厚計算公式為

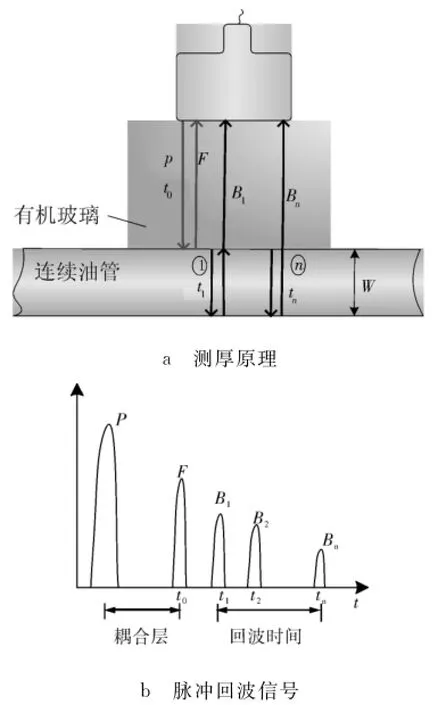
圖1 脈沖壁厚檢測原理
2.2 直徑[20]
測量連續油管的內外徑是為了確認連續油管在某一截面處外徑與內徑,為連續油管橢圓度以及腐蝕坑大小評價提供基礎。其檢測原理如圖2所示。
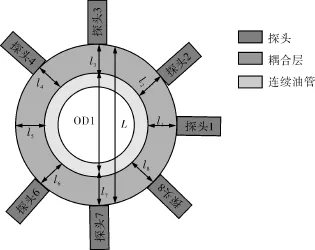
圖2 連續油管外徑檢測原理
1)耦合層距離計算與壁厚的檢測原理類似,利用初始波P到表面第1次回波F時間t1計算,已知超聲波在有機玻璃中的傳播速度為v,則檢測探頭到連續油管表面的距離(忽略有機玻璃與油管外壁0.15 mm左右間隙傳播速度不同的影響)即為耦合層厚度與間隙距離總和,即

2)已知相對1組探頭間距為L,且為常量,在相對超聲探頭檢測過程中,測出探頭與管壁間耦合層與間隙的距離li以及相應管壁厚度wi,則可以測得4組連續管外徑,其表達式為

式中:CDiout為連續管外徑。
內徑表達式為

式中:CDiin為連續管內徑。
2.3 橢圓度[21]
連續油管在作業過程中,過度彎曲等塑性變形導致其截面橢圓度發生變化,對連續油管檢測時,確定某一局部段的擠壓變形量至關重要,即其橢圓度參數。目前,表示連續油管變形的方法主要是橢圓度,橢圓度測量實際是對于連續油管外徑測量。使用8個超聲波探頭測量4組外徑時,可以計算其2組橢圓度,取最大橢圓度值為評估此截面橢圓度。則其計算公式為

式中:Cu為連續油管橢圓度;CDmax為截面處最大外徑;CDmin為截面處最小外徑。
3 橢 圓度算法優化[22-23]
在連續油管截面的周向均布了8個超聲波探頭,每個探頭只能對一定區域連續油管壁厚值進行測量,為了保證此檢測截面壁厚、直徑、橢圓度等參數的精度,對傳感器數據運用三次樣條插值方法來確定橢圓度值,以提高檢測參數精度。
3.1 理論算法
3.1.1 計算連續油管被測點的坐標
在被測連續油管處截面為坐標平面,以其標稱圓心為原點(0,0),被測位置處的超聲波探頭為x軸,垂直于x軸方向為y軸,建立直角坐標系。8個超聲波探頭位置以逆時針沿圓周均勻排布,探頭之間的位置角度為45°,如圖3所示。

圖3 被測點幾何關系
在對連續油管進行檢測時,超聲波探頭與油管表面的距離,即耦合層厚度與間隙的距離總和分別為l1~l8。此時,被測測點i與坐標原點的距離為

式中:D為連續油管標稱直徑;b0為超聲波探頭與連續油管表面初始距離;Δi為第i個超聲波傳感器的測量誤差;li為耦合層厚度與間隙總和。
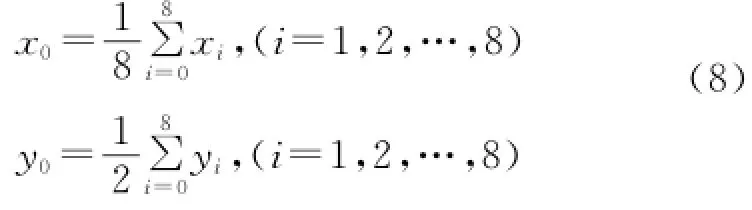
則連續油管被測點的坐標為

3.1.2 計算連續油管外徑的最大值Dmax和最小值Dmin
建立上述連續油管截面的坐標系,以標準連續油管圓心建立坐標系原點。由于連續油管的形變,需重新建立連續油管坐標系,則其幾何中心坐標計算式為
可以結合兩點間的距離公式,計算被測點i與幾何中心的距離分別為R1~R8。建立以被測點i為橫軸、R為縱軸的直角坐標系,即(0,R1),(45°,R2),(90°,R3),(135°,R4),(180°,R5),(225°,R6),(275°,R7),(315°,R8),(360°,R1)。為了提高檢測的精度,對圓周上的其他點利用三次樣條插值方法,求360個距離值,從中篩選出最大值Rmax和最小值Rmin。連續油管橢圓度算法如圖4所示,因此橢圓度計算公式為[14]

3.2 試驗數據驗證
本設計的連續油管超聲波檢測器適用于?50.8 mm(2英寸)管徑,標準壁厚3.96 mm,即標準內徑為42.88 mm。為了研究優化算法對檢測壁厚、直徑、橢圓度等參數的影響,下面將分別對檢測數據做不同算法的對比:坐標原點變換與坐標原點不變,對這2種情況來做對比。連續油管檢測相關數據如表1所示,表1中:CR與IR為未做坐標變換外半徑與內半徑值;CR′與IR′為進行坐標變換外半徑與內半徑值;CD與ID為連續油管外徑與內徑值。
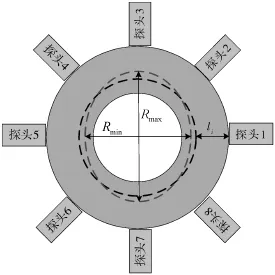
圖4 橢圓度檢測示意
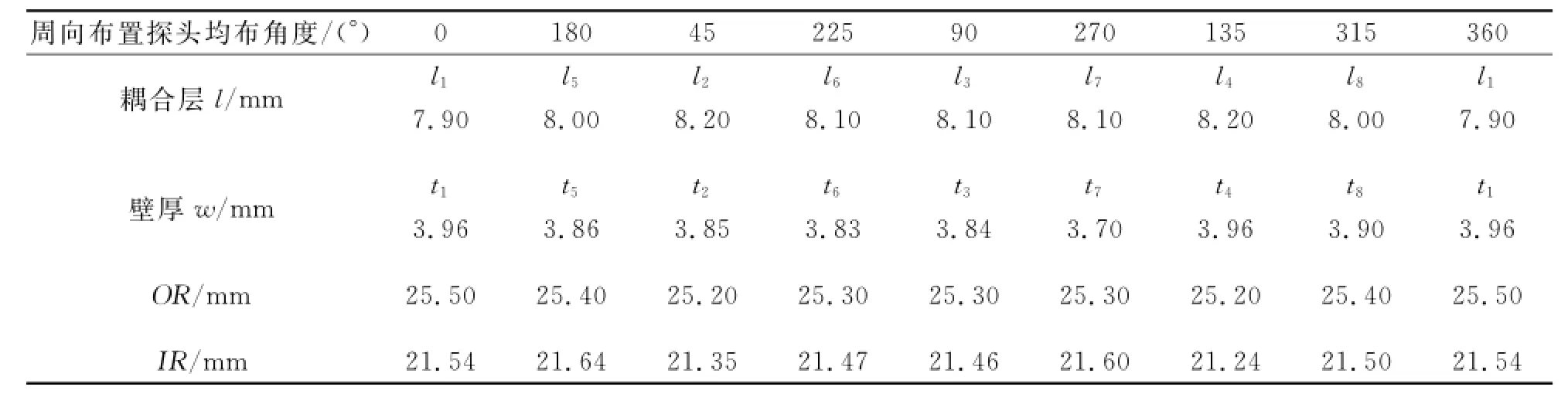
表1 連續油管檢測相關數據
3.2.1 數據不做坐標變化
1)擬合其內外徑值。
連續油管測量值不做坐標變換,即利用標稱連續油管截面處的圓心為建立坐標系的坐標原點,其檢測相關數據如表1所示。
經過MATLAB對表1中CR與IR數據處理后,具體擬合后內徑與外徑值擬合曲線如圖5所示。得到的外徑CRmax=25.50 mm,CRmin=25.20 mm,內徑
2)橢圓度計算。
經過三次樣條插值擬合后得到的數據為Rmax=25.50 mm,Rmin=25.20 mm。帶入式(9)可得

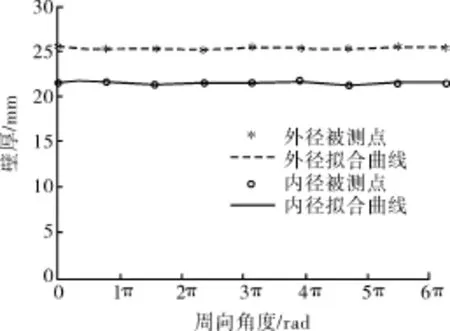
圖5 連續油管測量內外徑數據擬合曲線
3.2.2 數據做坐標變換處理
1)擬合其內外徑值。
對連續油管外徑數據做外徑處理,即對超聲波探頭檢測數據采用3.1節中算法,并對其做相應的坐標變換,目的是為了提高檢測的精度。采用表1中的原始數據,并對其數據做坐標變換處理
由上述計算可以得出,重新建立的坐標系的原點在C′(0.01,-0.04)處,重新計算出外徑CR′與內徑IR′,計算后的數據如表2所示。
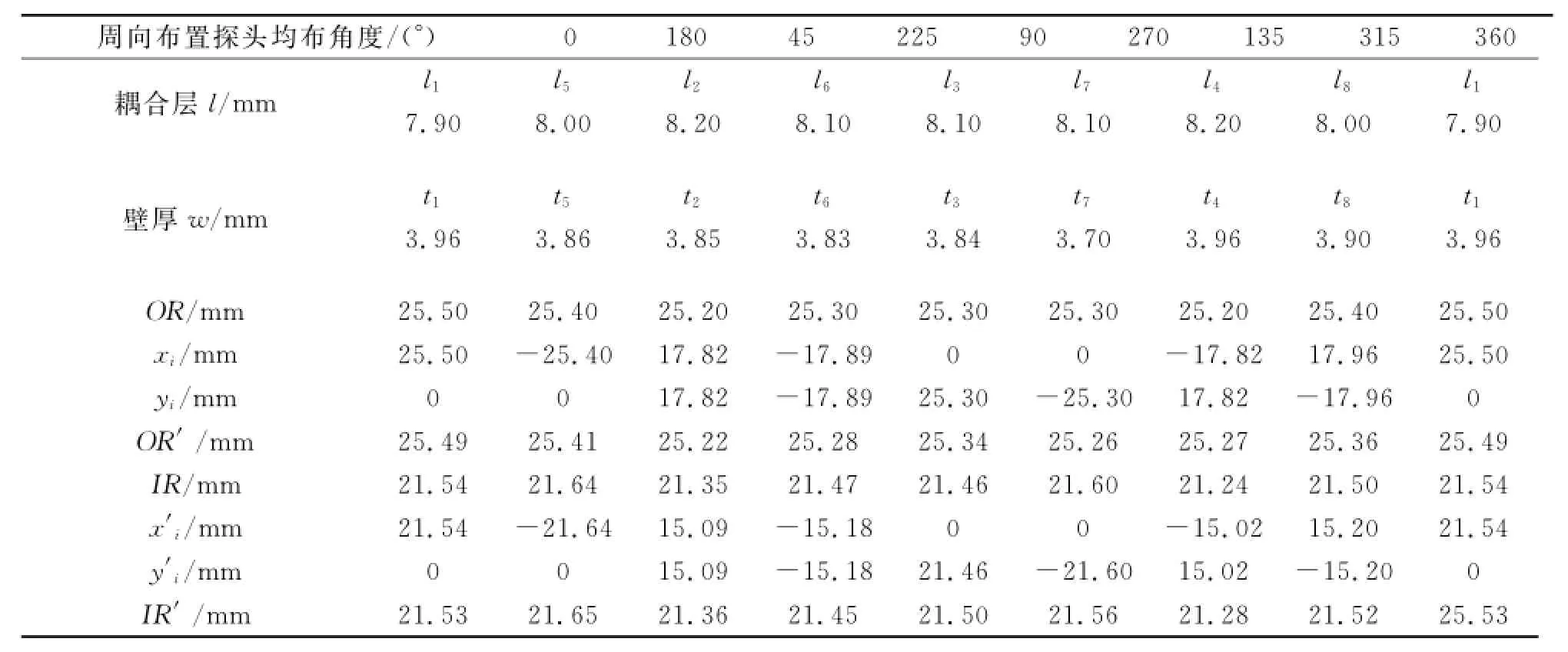
表2 連續油管檢測處理后相關數據
經過MATLAB對表2中數據處理,內徑與外徑值的擬合曲線如圖6所示。得到的外徑CRmax=25.49 mm,CRmin=25.21mm,內徑IRmax=21.65 mm,IRmin=21.28 mm。
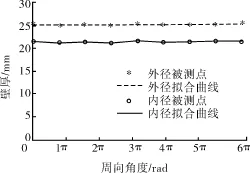
圖6 坐標變換后內外徑數據擬合曲線
2)橢圓度計算。

綜上比較2種連續油管的橢圓度計算方法,可以看出:通過三次樣條插值優化后計算方法,采樣點間距較小(周向角度間距為2°),從中篩選出最大值Rmax和最小值Rmin,對于橢圓度與壁厚的檢測精度有所提高。
4 結語
針對連續油管在線檢測的需求,將超聲波檢測技術運用到連續油管缺陷、壁厚及橢圓度等參數的檢測。本文主要論述了連續油管超聲檢測系統檢測原理可行性,詳細描述了其壁厚與橢圓度測量方案。采用周向布置8個超聲波傳感器,對連續油管進行壁厚及橢圓度測量,并對壁厚和橢圓度的測量做出了相應算法優化,提高了超聲波檢測系統的檢測精度,為下一步連續油管超聲檢測系統樣機研制提供理論支持。
[1]賀會群.連續油管技術與裝備發展綜述[J].石油機械,2006,34(1):1-6.
[2]賀會群.連續管技術與裝備[J].石油機械,2009,37 (7):1-6.
[3]蘇新亮,李根生,沈忠厚,等.連續油管鉆井技術研究與應用[J].天然氣工業.2008,28(8):55-57.
[4]Michelle Torregross.Optimizing Pipe Management with a New Approach of Coiled Tubing Integrity Monitoring[R].SPE 168303,2014.
[5]Stanley R K.Results of a New Coiled-Tubing Assessment Tool[R].SPE 141944,2011.
[6]Roderic K Stanley.Methods and Results of Inspecting Coiled Tubing and Line Pipe[R].SPE 68423,2001.
[7]韓興,康宜華,李雪輝,等.連續油管橢圓度恒磁檢測技術及裝置研究[J].石油機械,2000,28(10):17-19.
[8]楊旭,劉書海.連續油管檢測技術研究進展[J].石油機械,2013,41(11):100-104.
[9]周兆明,萬夫,李偉勤,等.連續油管檢測技術綜述[J].石油礦場機械,2011,40(4):9-12.
[10]Harbers P.Online Detection of Coiled Tubing Anomalies on a Small Scale for Safe CTOperations[R].SPE 94155,2005
[11]中國頁巖氣網新聞中心.斯論貝謝推出CoilScan連續油管實時檢測儀[EB/OL].(2013-08-27)[2014-09-15].http://www.csgcn.com.cn/news/show-21001.html.
[12]李文彬,蘇歡,王珂,等.連續油管無損檢測技術及其應用研究[J].石油礦場機械,2010,39(2):48-52.
[13]湯清源,劉丹,程永瑞,等.連續油管在線磁法檢測研究與應用[J].石油機械,2012,40(11):38-42.
[14]康宜華,孫有為,孫燕華.移動式連續管檢測系統設計[J].石油機械,2012,40(11):86-89.
[15]武新軍,康宜華,吳義峰,等.連續油管橢圓度在線磁性檢測原理與方法[J].石油礦場機械,2011,30(6):12-14.
[16]于潤橋,廖城,程強強,等.基于渦流傳感器的連續油管橢圓度在線檢測技術研究[J].石油機械,2014,14 (10):38-41.
[17]程強強,夏桂鎖,于潤橋,等.基于微磁的連續油管在線檢測技術[J].天然氣工業,2014,34(7):109-114.
[18]萬夫,周兆明.連續油管橢圓度測量方法:中國,103063126[P].2013-04-24.
[19]張琦.大容量高保真海底管道超聲檢測數據處理技術研究[D].上海:上海交通大學,2008.
[20]Kenneth R.Newman,A New Approach to Ultrasonic Coiled Tubing Inspection[R].SPE 81722,2003.
[21]Boles J.A Field Study of Coiled-Tubing Material Loss and Ovality[R].SPE 113669,2008.
[22]劉書桂,李蓬,那永林.基于最小二乘原理的平面任意位置橢圓的評價[J].計量學報,2002,23(4):245-247.
[23]許曄,吳瑞珉,金成國,等.直縫焊管管端直徑及橢圓度的檢測方法[J].物理測試,2010,28(2):48-51.
Measurement Scheme of Coiled Tubing Wall Thickness and Ovality by Ultrasonic Inspection
MEI Xutao1,ZHANG Shimin1,WANGWenming1,XUKebin2
(1.College of Mechanical and Transportation Engineering,China Uniuersity of Petroleum,
Beijing 102249,China;2.BHDC Downhole Seruice Company,Renqiu 062550,China)
Aiming at the requirements of the thickness and ovality for the coiled tubing operation and based on the analyzed coiled tubing inspection system at domestic and aboard,and according to the principle of ultrasonic inspection,the measurement scheme of coiled tubing wall thickness and ovality by ultrasonic inspection was carried on.And the scheme adopts the ovality optimization algorithm,which improved the precision of wall thickness and ovality measure parameters.Finally result can provide theoretical basis for coiled tubing ultrasonic inspection prototype.
coiled tubing;ultrasonic;thickness;ovality;measurement scheme
TE933.8
A
10.3969/j.issn.1001-3482.2015.04.005
1001-3482(2015)04-0019-06
2014-10-12
中國石油科技創新基金項目“基于連續管技術的海洋管道超聲波腐蝕檢測新方法的研究”(2012D 5006 0608)
梅旭濤(1990-),男,湖北荊州人,碩士研究生,主要從事管材超聲波檢測技術研究,E-mail:mxt19900525@163.com。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12