VMC850加工中心四軸改造
2015-09-10 21:56:03袁平杜勇奕袁鋼
考試周刊 2015年3期
關鍵詞:改造
袁平 杜勇奕 袁鋼

摘??? 要: 研究所通過實例,改造了原VMC850三軸加工中心,使其具有第四軸的功能。
關鍵詞: 加工中心??? 四軸??? 改造
研究所在承接外加工任務時,經常遇到需加工曲線、曲面類零件,如在圓柱面上加工曲線槽等。這些加工在普通的三軸加工中心上是很難完成的,而現在利用研究所現有的條件進行機床改造,完成難度較高的加工任務。
研究所有一臺新瑞重工生產的VMC850的加工中心,在該設備上,安裝數控分度頭作為第四軸(A軸)。通過此種改造,不僅能把在數控機床上需要多道工序的加工集中在一次安裝中完成,增加了機床的自由度,擴展其功能,而且提高了加工精度、質量和效益。本文主要介紹VMC850加工中心的技術改造,改造后的加工中心能實現四軸聯動,性價比高。
1.準備工作
添加工作臺之前,先確認加工中心的數控系統是否具有第四軸控制功能。
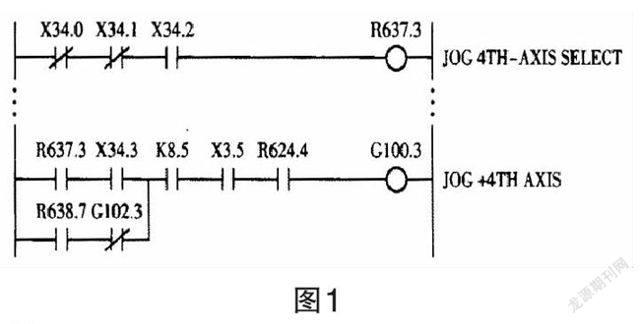
加工中心使用FANUC0i-Mate系統,該系統可同時控制4個軸,再調出相關PLC程序,發現R637.3和G100.3均是控制第四軸的信號,見圖1,可見PLC程序也支持第四軸控制。
目前3軸(X、Y、Z)使用R系列伺服放大器,所以第四軸必須選擇β系列的放大器。
圖1
2.安裝
(1)分度頭的選型
根據客戶提出的加工精度和工件最大質量的要求,要達到要求的精度,分度頭的分度精度必須要在30″內,最大的切向力矩要在300N·m以上,其中心高為160mm,主軸上工作臺直徑為200mm。通過選型和對比,結合各分度頭生產廠家的資料,發現煙臺環球機床附件集團有限公司生產的FKl4160D數控分度頭比較適合該機床的改造,其主軸端采用標準短錐法蘭,借助于圓工作臺、短型卡盤、5C或3J型彈簧夾頭和尾座,可加工較復雜的零件,較大、較小的棒料和細長的軸類零件[1]。
(2)電器選型
根據檢查結果和產品加工要求,電器主要包括FANUC β iSV20 A06B-6130-H002伺服放大器、相對式編碼器FANUC β 8lis 3000RPM伺服電機;SMC鎖緊電磁閥和壓力3關;歐姆龍的接近開關及數據光纖、剎車電阻組件等輔材,硬件主線見圖2。
圖2
(3)參數設定
連接好硬件,打開加工中心電源,使PARAMETER WRIT(參數可修改狀態)=1,按以下步驟設定參數值。
①第四軸功能。設定參數:#9900=4;#1010=4(CNC受控軸數);#8130=4(總控制軸數);#9943.3=1(控制軸擴張),重新啟動電源[2]。
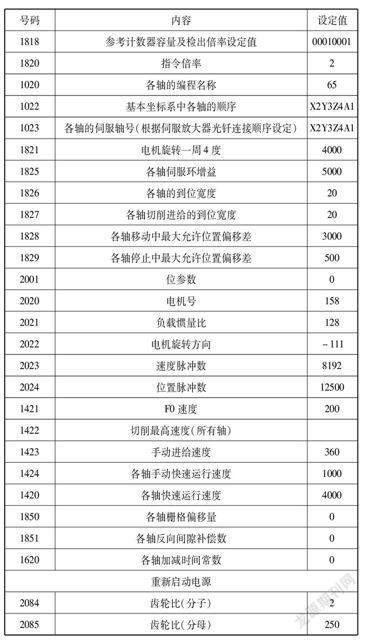
②其他參數設定見以下表格。
OFSSB(FANUC串行伺服總線,用光纖連接一臺主控機和多臺從控機,NC與伺服放大器通過高速串行總線實現通信的技術)設定。
第1步:1920.0=0FSSB設定方式:0——自動,1——手動
1920.1=0FSSB自動設定:0—沒完成,1完成;
第2步:按SYSTEM→[>→FSSB→AMP(放大器)(根據系統控制軸順序設定)
設定:AXIS
A?搖?搖?搖?搖 4
X?搖?搖?搖?搖??? 1
Y?搖?搖?搖?搖?搖?搖?搖?搖2?搖?搖?搖?搖
Z?搖?搖?搖?搖?搖?搖?搖?搖3
按SETTING;
第3步:按SYSTEM→[>→FSSB→AXIS(軸)
設定:TNDM
X? ?搖?搖?搖?搖?搖1
Y?搖?搖?搖?搖?搖?搖?搖2
Z?搖?搖?搖?搖?搖?搖?搖3
A?搖?搖?搖?搖?搖?搖?搖4、
按SETTING,重新啟動電源。
3.調試
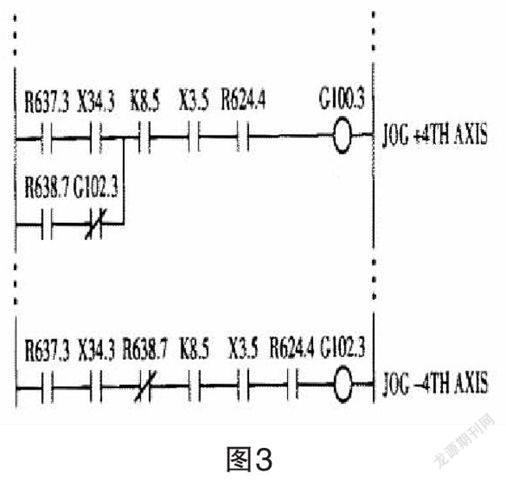
啟動第四軸PMC(編程機床控制器):分析PLC程序,按SYSTEM→PMC→PMCPRM→KEEPRL,使K8.5(保持繼電器)=1即可,見圖3。
圖3
上述工作完成后,接通工作氣源,重新啟動電源。將X、Y、Z軸回零,在MDI模式中,輸入M11→INPUT,解除緊,手動旋轉第四軸,檢查線路是否接錯。若無問題,將第四軸回零,進行加工試驗,檢查第四軸加工精度。
4.結語
機床增加第四軸后,一套夾具可同時用于工件四面的加工,提高了機床加工能力,保證了加工精度,削弱了操作人員的勞動強度。
參考文獻:
[1]張德昌,王剛.GKF2210高精度數控分度頭[J].工具技術,2001(1):38-39.
[2]李剛斌.FANUC 0i-MB加工中心增加第四軸實例[J].設備管理與維修,2007(5):30-32.
本文為江蘇省常州市科教城科技項目(常科教城發【2012】36號)數控一代創新支撐平臺建設論文之一。
猜你喜歡
中小企業管理與科技·上旬刊(2016年11期)2016-11-28 21:12:33
科學與財富(2016年15期)2016-11-24 14:07:33
中小企業管理與科技·下旬刊(2016年10期)2016-11-18 21:32:25
科技資訊(2016年19期)2016-11-15 08:34:13
科技資訊(2016年19期)2016-11-15 08:18:29
企業技術開發·中旬刊(2016年10期)2016-11-12 15:01:13
知音勵志·社科版(2016年9期)2016-11-09 08:05:00
中國科技博覽(2016年22期)2016-11-01 17:21:45
中國科技博覽(2016年18期)2016-10-19 08:49:55
科學與財富(2016年28期)2016-10-14 04:57:41