磁化輔助激光技術改善零部件表面耐磨性能的研究
2015-10-11 02:38:54鄧居軍劉政吳欣吳強
江西理工大學學報 2015年1期
鄧居軍, 劉政, 吳欣, 吳強
(江西理工大學機電工程學院,江西 贛州341000)
磁化輔助激光技術改善零部件表面耐磨性能的研究
鄧居軍, 劉政, 吳欣, 吳強
(江西理工大學機電工程學院,江西 贛州341000)
采用磁化輔助激光淬火和激光熔覆的工藝方法處理表面,通過掃描電子顯微鏡對比分析復合工藝與單一工藝下的磨面形貌及微觀組織,進行表面硬度測試,摩擦磨損試驗,探討磁化效應的影響.結果表明,磁化輔助作用改善了淬硬層表面的裂紋敏感性及犁溝的程度,減輕了熔覆層表面的劃痕痕跡,細化了晶粒組織;磁化作用還提高了淬硬層的表面硬度,略微降低了熔覆層的表面硬度,但在磨損失重量上并未得到改善.此外,磁化效應降低了淬硬層和熔覆層的摩擦系數,縮短了淬硬層的磨損跑合期,增加了熔覆層的磨損過程中的復雜性.
激光熔覆;激光淬火;磁化;耐磨性;表面形貌
0 引 言
隨著現代科學及高新技術的快速發展,對金屬零部件的要求隨著工業生產對設備精密性要求的增高而增高,因此,采用常規的方法制造的零部件及采用傳統的方法強化已逐漸滿足不了工業使用需求.研究表明,通過改進碳鋼的熔煉技術和化學組成的方法來改善其各項性能已存在一定困難[1].事實上,大部分的金屬零部件提前失效并不是因其整體性能不夠,而是由于長期在較惡劣的條件下工作而導致其表面磨損或者腐蝕嚴重等造成整個零部件不能夠繼續被使用,于是在熔煉技術的改進及化學成分的配比上存在困難的情況下,只有通過表面工程新技術對金屬零部件表面進行強化的方法來改善其表面性能[2-5].因此,對能夠大幅度提高金屬零部件表面性能的工藝技術的研究顯得日益重要.
利用磁能強化與活化材料性能的方法最初起源于對刀具材料使用壽命的研究,研究結果表明磁化后的刀具耐磨性有了較大的改善,硬度也有所增加,服役壽命也得到了提高[6-7].同時磁化技術還伴隨有節能、環保、易于操作的優點,使得該技術在工藝技術應用研究中備受關注.隨著激光技術的誕生,傳統的表面強化技術面臨著巨大的挑戰.目前,國內外將磁化技術輔助激光表面強化技術還處于研究階段,起初電磁場在輔助激光技術方面的應用主要是焊接領域,通過外加電磁場輔助激光焊接提高了激光利用率,改善了焊縫的成形,進而提高焊接質量[8-11].近年來,電磁場在輔助激光熔覆等技術的研究已初顯成果.如劉洪喜等[12-13]分別研究了旋轉磁場輔助激光熔覆鎳基和鐵基涂層性能的影響.磁場輔助激光熔覆鎳基的研究結果表明,磁場提高了鎳基涂層的硬度且硬質相顆粒和晶粒都得到了一定程度的細化,組織分布也較均勻,通過摩擦磨損及電化學實驗分析,磁場改善了鎳基涂層的耐磨耐蝕性能;磁場輔助激光熔覆Fe60涂層的研究結果也表明,磁場作用提高了鐵基涂層的耐磨性,促進了組織的均勻分布和細化程度.蔡川雄等[14-15]利用交變磁場輔助激光熔覆鐵基涂層進行了研究,通過分析交變磁場對熔覆層宏觀形貌,顯微組織和耐磨性的影響表明施加交變磁場加劇了熔池的對流,促進熔覆層樹狀枝晶向等軸晶轉變,降低了磨損量和摩擦系數,提高了熔覆層的耐磨性.然而劉洪喜、蔡川雄等人的磁場裝置都是針對特定的激光熔覆設備而設計,雖然改善了熔覆層組織和性能,但是熔覆層成形質量并不好,難以投入實際生產應用,且磁場的長期存在也會對激光熔覆系統造成潛在危害.隨著對單一激光淬火處理可有效提高材料的抗磨、抗疲勞能力,增加了材料的耐久性等方面研究的深入,近年來一些學者通過將激光淬火與沖擊復合強化及滲碳、滲氮相結合的方法來進一步提高材料的抗磨、抗蝕、抗疲勞等能力,而對磁場輔助激光淬火的研究國內外還鮮有報道.基于此,本文主要在于研究磁化與激光表面強化技術的復合應用后的效果,分析磁化效應對激光表面強化的輔助作用.同時與表面只經過激光熔覆或激光淬火處理的試樣對比,比較磨損失重量及磨痕形貌,重點探討磁化對優化激光表面強化技術的磁化效應,為磁化與激光技術的復合應用提供可靠的試驗數據.
1 試驗材料與方法
基體材料選用的是45號鋼,經過調質熱處理,熔覆材料鐵基合金粉末,主要化學成分為,1.0%C、0.3%Si、4.0%Cr、5.0%Mo、0.3%Mn、2.0%V、6.2%W,余量為Fe.
首先將直徑為50 mm的45鋼棒車削成5個厚度為10 mm的圓塊試樣,進行調質熱處理,待調質后用不同目數的砂紙由粗到細手工對圓塊試樣表面打磨光滑,打磨光滑后,將其中的4個樣塊平均分為兩組,其中一組放入自制的磁化裝置中進行技術磁化處理,磁化參數相同,將磁化后的兩樣塊其中一個進行激光熔覆,另一個試樣在相同工藝參數下進行激光淬火;另外一組不經過磁化處理直接進行激光熔覆和激光淬火.激光熔覆采用的是粉末預置單道激光熔覆的方式,預置粉末的厚度為1.5 mm,寬度不小于10 mm.然后分別將兩試樣置于最大功率為4 kW的激光設備的水平工作臺上進行激光處理試驗,設置的激光工藝參數為:激光功率P為3.2 kW,掃描速度Vs為300 mm/min,矩形光斑帶寬尺寸為10 mm×2 mm.激光淬火的試樣制備過程與激光熔覆的試樣制備過程相同,且在樣塊上進行激光淬火的區域與激光熔覆區域也相同,并在相同工藝參數下激光淬火.
采用型號為TZX29-DK7740數控線切割機在5個圓塊試樣上分別線切割出10 mm×10 mm×10 mm的方塊試樣,經過激光處理的4個樣塊在其激光作用區域線切割.然后將方塊試樣放入盛有酒精的燒杯中在超聲波清洗儀中清洗十分鐘左右,取出烘干在HR-150型洛氏硬度計上測試試樣的表面硬度.
在MM-P2屏顯式摩擦磨損試驗機上進行摩擦磨損實驗,對磨件采用硬度為64-67 HRC的GCr15鋼環.滑動摩擦磨損試驗示意圖如圖1所示,其原理是以線切割的方塊試樣作為上試樣,并通過緊固螺釘將上試樣牢牢固定在夾具上,通過對磨件鋼環的旋轉運動進行滑動摩擦磨損.磨損試驗參數為,磨損試驗力F為650 N,對磨環的轉速為200 r/min,磨損時間為60 min,試驗溫度為室溫20℃左右,利用精度為0.0001 g的FC204型電子天平對磨損試樣前后的質量進行測量,并計算磨損失重.然后采用型號為81W/AIS2100掃描電子顯微鏡觀察比較不同工藝處理后試樣的磨損形貌和組織.
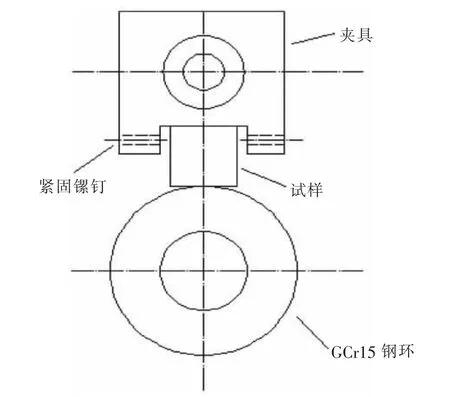
圖1 滑動摩擦磨損試驗示意圖
2 結果與討論
2.1 不同工藝處理后磨損量的變化
表1是利用電子天平對不同工藝處理后的試樣在干摩擦條件下磨損前后測得的數據結果,磨損量△W的計算公式為:

式(1)中:Wn為磨損前試樣質量,Wn-1為磨損后試樣質量,單位:g
由表1可看出,在相同激光工藝參數下,經過激光處理后的磨損量有了大幅度的下降,特別是激光熔覆的效果較佳.基體在長時間650 N的載荷下,表面磨損程度較大,由此說明調質鋼在長期高載荷下的使用壽命會急劇縮短.因此,有必要對調質鋼再進行表面強化處理,提高其耐磨性,延長服役壽命.通過比較A2和A3、A4和A5的磨損量可知,在激光熔覆或者激光淬火前預先磁化基體,磨損量并未得到改善,反而小幅的增加了磨損.但這并不能就此判定在激光處理前磁化處理是不利的,因為A2、A3、A4、A5試樣的磨損量在數值上非常接近,都遠遠小于A1的磨損量.
分析激光淬火和激光熔覆的磨損量都顯著下降的主要原因是,由于激光淬火和激光熔覆的過程非常快,在極其短的時間內就能使局部溫度達到淬火溫度,而后又自冷卻凝固,形成組織較致密,宏觀表現為硬度的提高,磨損量的下降.分析磁化輔助后的磨損量反而大于單獨激光處理后的磨損量原因很可能是磁化降低了激光處理過程中的殘余應力,優化了淬硬層或者熔覆層的強韌性,改善淬硬層和熔覆層的質量,起活化表面性能的作用.

表1 干摩擦磨損條件下的試驗數據結果
2.2 摩擦系數的變化
同種金屬材料的磨損量的大小情況,在一定程度上可根據其摩擦系數的大小變化來反映.因此,為了更明確磁化復合激光表面強化技術對改善材料耐磨性的利弊關系,進一步比較不同工藝處理后的摩擦系數變化來探討磁化效應的影響.結果如圖2所示.
由圖2可看出,基體A1的摩擦系數曲線反映出了最基本摩擦磨損過程的變化趨勢,在磨損初期,摩擦系數曲線急速上升,幾分鐘后,摩擦系數逐漸趨于穩定,當磨損時間達到40 min左右后,摩擦系數急劇下降,繼續延長磨損時間,摩擦系數又逐漸上升趨于穩定.原因是由于磨損開始階段,摩擦副處于磨合期,相互接觸面積小,隨著時間的延長,摩擦副之間的接觸面積不斷增大,磨削的數量也逐漸增多,當處于穩定磨損期時,隨著摩擦磨損的進行,摩擦副中產生的磨屑也逐漸增多,一旦摩擦副中的磨屑量達到飽和后,摩擦磨損趨向于磨屑之間的相互摩擦磨損,阻止了摩擦面的直接接觸,從而降低摩擦,而且磨屑在不斷摩擦磨損過程中破碎成細小圓滑的磨粒,還起到類固體潤滑劑的作用,減輕磨損,摩擦系數也因此下降.陳金榮等[16]通過實驗也表明,這種積累的磨屑作為磨料起減磨作用遠大于加速磨損的破壞作用.此外還有溫度的影響,磨屑被帶離摩擦副時也會帶走一部分能量,因為摩擦磨損是一個動態的過程,磨屑被帶離摩擦副導致表面又加劇磨損產生磨屑,摩擦系數又逐漸增大趨于穩定,形成一種類似于循環的現象.比較A2和A3的摩擦系數曲線可知,變化趨勢基本一致,磁化復合激光淬火縮短了跑合期的時間,也就相對了延長的穩定磨損期的時間,有利于延長材料的使用壽命,而且磁化復合激光淬火也降低了摩擦系數;再比較A4和A5的摩擦系數曲線,只進行激光熔覆的摩擦系數曲線與基體的摩擦系數曲線變化相同,磁化復合激光熔覆處理的試樣摩擦系數曲線變化較復雜,可看作類似于周期性的階梯循環變化趨勢,處于穩定磨損的時間較短暫,摩擦系數的大小低于單獨激光熔覆的.
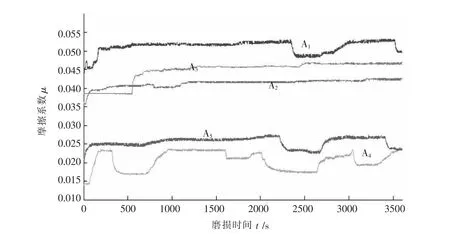
圖2 摩擦系數的變化曲線
結果表明:磁化輔助作用降低了激光淬火及激光熔覆形成的淬硬層和熔覆層的摩擦系數.
2.3 硬度變化
一般認為,材料的表面硬度越高,耐磨性越好.因此,可以通過表面硬度參數來間接表征材料的耐磨性.數據結果如表2所示.
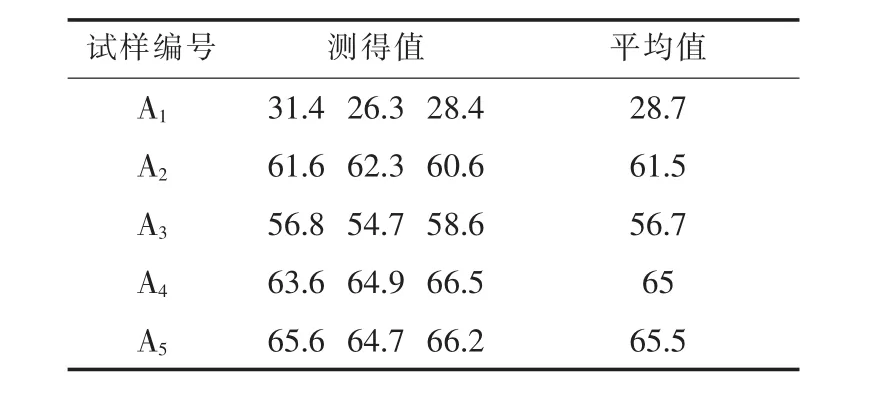
表2 表面洛氏硬度變化
由表2可明顯看出,通過先進的激光表面強化技術處理后,材料的表面硬度有了較大幅度的提高,是基體表面硬度的兩倍多.比較A2和A3、A4和A5的硬度可知,磁化作用提高了淬硬層的表面硬度,略微降低了熔覆層的表面硬度,磁化與激光淬火都是直接作用于基材表面,更有利于發揮磁化效應的優勢.因為,磁場可有效提高激光利用率,增大熔深,加速對流,細化基體表面組織.對于激光熔覆而言,基體與激光接觸之間增加了一層熔覆層,對基體的影響較小,故熔覆層形成的熔池受磁化效應的影響也很小.
2.4 不同處理工藝后的磨面形貌分析
圖3是不同工藝處理后的試樣表面磨損形貌.由圖3可以看出,試樣表面都發生了不同程度的磨損,其磨損的大小程度可以大致的反映出各工藝處理后的表面的耐磨性.比較圖3中的(a)和(b)可看出,單獨激光淬火后處理后的表面磨損程度較嚴重,形成的犁溝寬且深,溝內還殘留有較多的磨屑,在犁溝的邊緣附近還伴有裂紋(紅色方框區域),磁化復合激光淬火處理后的磨損面犁溝較窄淺,且分布較密集,表面無裂紋;再比較圖3(c)和(d)的磨損表面形貌可看出,有明顯黏著痕跡,兩表面形貌很相似,區別較大的是激光熔覆的黏著區域范圍較磁化復合的更廣,且單獨激光熔覆處理后的磨損面有較多的刮擦痕跡,產生的微切削更明顯,犁溝也相對更明顯,而磁化復合激光熔覆處理后的磨損面幾乎看不出有刮擦的痕跡.
結果表明:磁化復合激光淬火后的磨損面的磨損程度改善較明顯,而磁化復合激光熔覆后的磨損面形貌變化不顯著,但磨面的刮擦程度有所改善,黏著范圍區域更小.
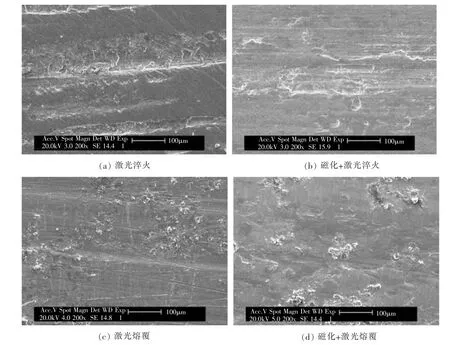
圖3 摩擦磨損試樣的表面磨損形貌
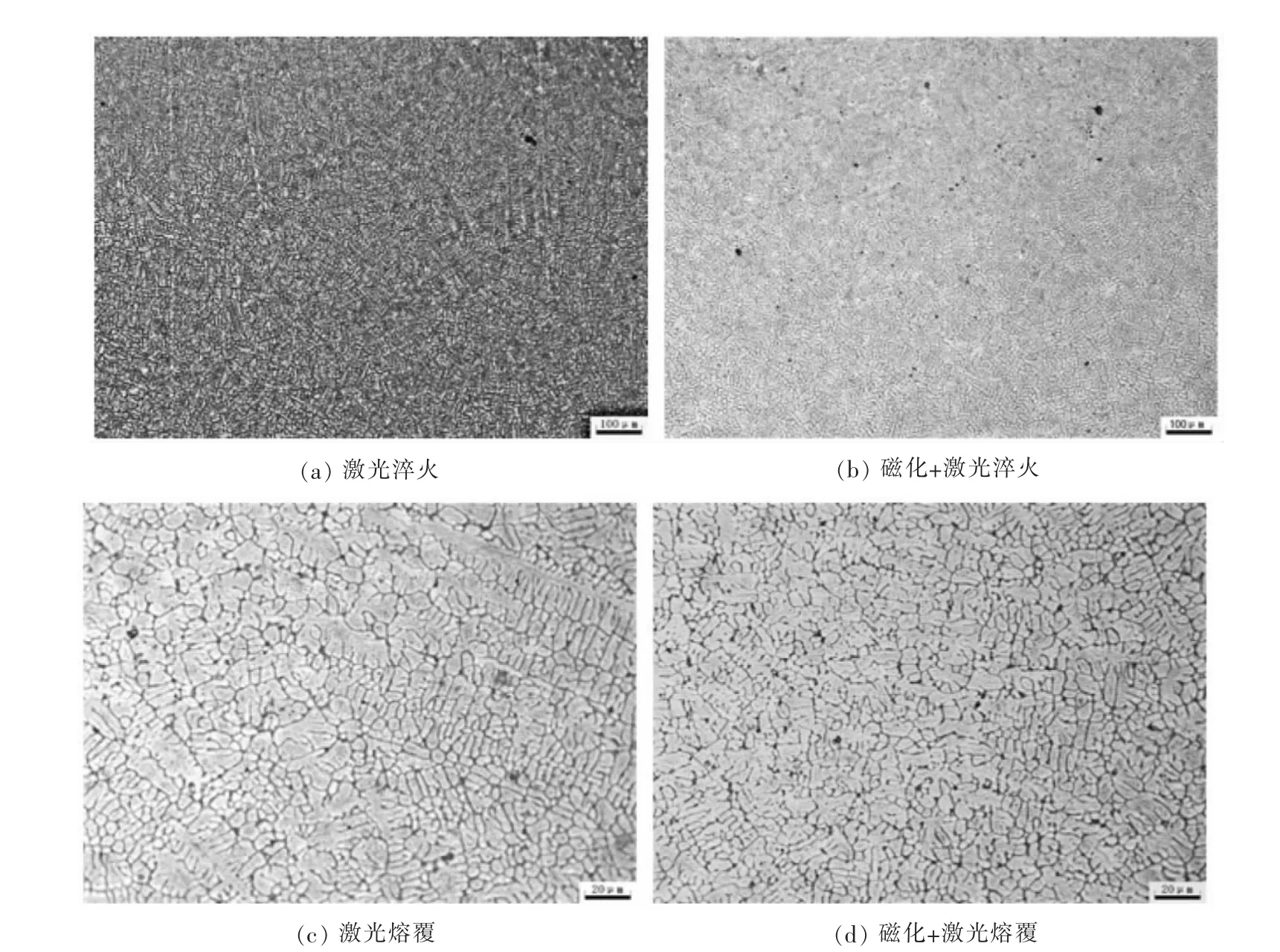
圖4 復合磁化與未復合磁化的激光處理后的顯微組織
2.5 磁化效應對組織的影響
圖4是激光復合磁化后與未復合磁化的激光處理后的顯微組織.比較圖4(a)和(b)可看出,激光淬火后的顯微組織以板條狀的馬氏體為主,而且還伴有很輕微的裂紋跡象,磁化輔助激光淬火后的組織致密無裂紋跡象,分布均勻且馬氏體呈薄片狀;再比較圖4(c)和(d)組織形態,只單獨激光熔覆的組織柱狀枝晶很發達,有明顯的方向性且晶粒組織粗大,磁化輔助后的熔覆層組織以等軸晶為主,且晶粒也更細小,組織均勻.
由此可認為,激光技術復合磁化有利于優化材料的表面性能,磁化效應對材料的組織和摩擦系數的影響較明顯,原因是磁化加速了熔池中的對流,短時間內可阻礙晶粒的生長,細化晶粒,還會抑制柱狀晶長大,或者將已生長的柱狀晶折斷而形成細小的晶塊,促使柱狀晶向等軸晶轉變.
3 結 論
1)磁化作用提高了淬硬層的表面硬度,略微降低了熔覆層的表面硬度.在相同條件下,單一激光淬火后材料的磨損量為0.0274 g,磁化輔助激光淬火處理后材料的磨損量為0.0279 g,激光熔覆的試樣磨損量為0.0011 g,磁化輔助激光熔覆處理的試樣磨損量為0.0018 g,而未經過激光強化處理的基體試樣磨損量0.0762 g.表明經過先進的表面強化工藝處理,磨損量顯著下降;同時也說明有無磁化的輔助作用,磨損量變化基本相當.
2)摩擦系數變化曲線表明,經過不同工藝處理后的摩擦系數都有所下降.此外,磁化復合作用降低了單一激光淬火處理的摩擦系數,還縮短了磨損跑合期的時間,有利于提高材料的使用壽命;磁化復合激光熔覆處理也相應的降低了只經過激光熔覆的摩擦系數,但系數較只單獨激光熔覆的變化波動較大.
3)磁化輔助作用改善了激光淬火磨面的犁溝深度和寬度,還降低了開裂的敏感性,同時還改善了激光熔覆處理后的磨損表面形貌,降低了磨粒的磨損.此外,磁化效應細化了激光淬火和激光熔覆后的晶粒組織,抑制了激光淬硬層組織中的板條狀馬氏體的形成,促使激光熔覆層的柱狀枝晶向等軸晶轉變.
[1]李艷芳,衛英慧,胡蘭青,等.金屬材料表面激光熱處理的研究與應用[J].太原理工大學學報,2002,33(2):142-146.
[2]張勤儉,趙路明,劉敏之,等.刀具涂層技術的研究現狀和發展趨勢[J].有色金屬科學與工程,2014,5(2):20-25.
[3]Brinksmeier E,Brockhoff T.Advanced grinding processes for surface strengthening of structural parts[J].Machining Science and Technology,1997,1(2):299-309.
[4]董祥林,陳金榮,簡小剛.磁場對金屬摩擦磨損影響的研究及展望[J].材料科學與工程,2000,18(1):118-122.
[5]Zi?bowicz B,Szewieczek D,Dobrzański L A.New possibilities of application of composite materials with soft magnetic properties[J]. Journal of Achievements in Materials and Manufacturing Engineering,2007,20(1/2):207-210.
[6]Dasdag S,Sert C,Akdag Z,et al.Effects of extremely low frequency electromagnetic fields on hematologic and immunologic parameters in welders[J].Archives of medical research,2002,33 (1):29-32.
[7]Neema M L,Pandey P C.The effect of magnetization on the wear of high speed steel tools[J].Wear,1980,59:355-362.
[8]Yu H,Zhu M.Effect of electromagnetic stirring in mold on the macroscopic quality ofhigh carbon steelbillet [J].Acta Metallurgica Sinica(English Letters),2009,22(6):461-467.
[9]Tse H C,Man H C,Yue T M.Effect of electric field on plasma control during CO2laser welding [J].Optics and lasers in engineering,2000,33(3):181-189.
[10]張新戈,王群,李俐群,等.電、磁場輔助激光焊接的研究現狀[J].材料導報,2009,23(5):39-42.
[11]姚燕生,王園園,李修宇.激光復合焊接技術綜述[J].熱加工工藝,2014,43(9):16-20,24.
[12]劉洪喜,紀升偉,蔣業華,等.旋轉磁場輔助激光熔覆Fe60復合涂層的顯微組織與性能[J].中國激光,2013,40(1):121-126.
[13]劉洪喜,紀升偉,蔣業華,等.磁場輔助激光熔覆制備Ni60CuMoW復合涂層[J].強激光與粒子束,2012,24(12):2901-2905.
[14]蔡川雄,劉洪喜,蔣業華,等.交變磁場對激光熔覆Fe基復合涂層組織結構及其耐磨性的影響[J].摩擦學學報,2013,33(3): 229-235.
[15]劉洪喜,蔡川雄,蔣業華,等.交變磁場對激光熔覆鐵基復合涂層宏觀形貌的影響及其微觀組織演變[J].光學精密工程,2012,20 (11):2402-2410.
[16]陳金榮,董祥林.直流磁場對載荷變化時磁性材料摩擦磨損的影響[J].中國礦業大學學報,1999,28:35-38.
Research on magnetization assisted laser technology to improve the wear-resisting on the surface of parts
DENG Jujun,LIU Zheng,WU Xin,WU Qiang
(School of Mechanical and Electrical Engineering,Jiangxi University of Science and Technology,Ganzhou 341000,China)
Magnetic-assisted laser hardening and laser cladding are used to deal with the sample surface. Investigations of magnetization effect are conducted by comparatively analyzing the grinding surface’s morphology and microstructure under the condition of the composite and single technology with the tool of scanning electron to test the surface hardness and friction wear.The result shows that the function of magnetization as auxiliary can improve the crack sensitivity of the hardened surface layer and the furrow’s degree,reduce the scratch marks of the cladding surface,and refine the grain organization.The surface hardness of the hardened layer was also increased by magnetization,with the surface hardness of the cladding layer reduced slightly,but the wear weight loss could not be improved.Besides,the coefficient friction of the hardened layer and cladding layer was reduced by it,with the period of the wear running-in shortened,and the complexity of the cladding layer during the wear progression increased.
laser cladding;laser quenching;magnetization;wear resistance;surface morphology
2095-3046(2015)01-0087-06
10.13265/j.cnki.jxlgdxxb.2015.01.015
TG174.44
A
2014-11-10
江西省教育廳重點科技資助項目(GJJ11021)
鄧居軍(1988- ),男,碩士研究生,主要從事機械設計及表面強化等方面的研究,E-mail:469768627@qq.com.
劉政(1958- ),男,博士,教授,主要從事材料組織性能強化等方面的研究,E-mail:liukk66@163.com.