衛生陶瓷變形缺陷克服與控制的試驗研究
2015-10-17 07:15:08張曉林夏光華譚訓彥曹玥晗
陶瓷 2015年6期
張曉林 夏光華 譚訓彥 曹玥晗
(景德鎮陶瓷學院 江西 景德鎮 333001)
前言
改革開放以來,我國衛生陶瓷行業突飛猛進,產量、質量逐年提高,出口量也在不斷提高。自1993年以來,我國衛生陶瓷總產量多年位居世界第一,成為世界衛生陶瓷生產大國。而隨著衛生陶瓷行業的不斷發展,優質原料日趨枯竭,對陶瓷生產質量造成很大的影響,故開發利用新原料顯得尤為重要。衛生陶瓷由于其本身的特點,使用的是乳濁釉,對坯體的白度要求不是很嚴格,故可使用一些劣質低價原料[1]。衛生陶瓷由于產品結構復雜,坯體不同部位厚薄不一,生產過程中容易產生變形,衛生陶瓷生產過程中的變形缺陷是造成產品合格率下降的主要原因之一[2]。利用一些低質原料來改善衛生陶瓷變形這一缺陷成為衛生陶瓷行業亟待解決的問題。
1 試驗
1.1 試驗內容與方法
在某潔具廠現有生產的基礎上,調整基礎配方,引入部分煤矸石和廢瓷粉,輔以可塑性強的南豐泥,確定最優配方組成。針對各配方的收縮率、彎曲度變化進行了XRD、SEM等相關檢測,分析影響變形的因素,并通過陶瓷坯泥添加劑優化試驗,使泥漿性能穩定,提高了成坯率,最終達到克服產品變形缺陷、穩定生產的目的。
1.2 試驗原料
本試驗所用的主要原料有長石、咖啡泥、瓷石、高嶺土、廢瓷粉、煤矸石等,試驗所使用的原料的化學組成見表1。
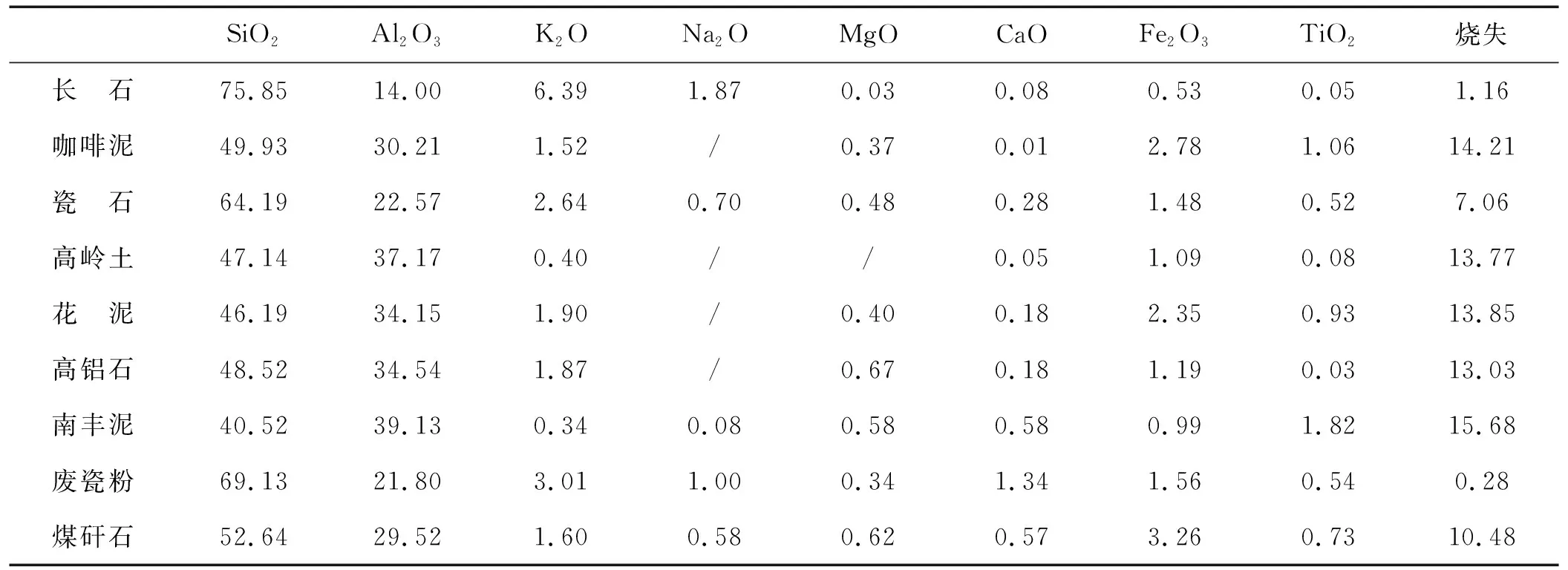
表1 原料的化學組成(質量%)Tab.1 The chemical composition of raw material(wt%)
試驗中所使用的廢瓷粉是本廠廢瓷,使用的煤矸石采自鄰近礦區,兩者均經過機械破碎至合適粒徑得以使用。
1.3 配方調試
根據變形度的影響因素選取主要影響因素,按正交設計確定若干組配方,進行試驗、驗證,最終獲得適宜的配方組成。已確定的試驗的坯體配方組成范圍見表2。

表2 試驗的坯體配方組成(質量%)Tab.2 The composition test body formula(wt%)
1.4 泥漿性能的優化
按照配方配比準確稱量原料,加入適量水、電解質,球磨至泥漿的250目篩余為 1.2%~1.4%。過篩后制備成注漿成形用泥漿。
試驗通過對比水玻璃、六偏磷酸鈉、腐植酸鈉、聚丙烯酸鈉以及他們的組合使用對泥漿的性能的影響,優選出可以使泥漿性能穩定、流動性良好的添加劑組合。最終確定合適的添加劑加入量為0.45%的水玻璃和0.10%的聚丙烯酸鈉。
1.5 試驗結果
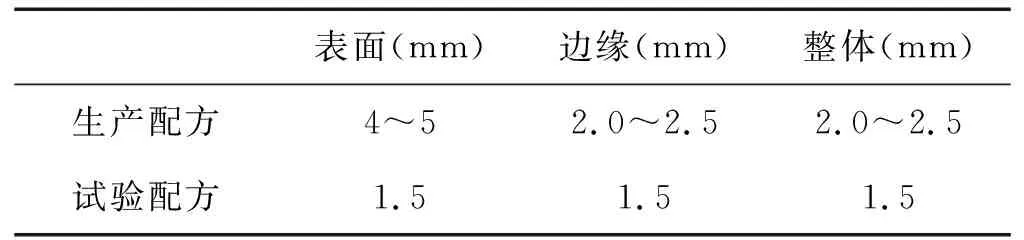
表3 兩種配方的生產結果Tab.3 The two different production results
利用生產配方和試驗配方分別生產的389AT柜盆變形結果見表3。
2 試驗結果討論
2.1 泥漿性能分析
由表4可以看出,前3種添加劑單獨使用時,六偏磷酸鈉的解膠效果最好,水玻璃,腐植酸鈉次之,當加入一定量時都有助于提高泥漿的流動性,但是都無益于改善泥漿的觸變性,無法使用單一解膠劑將泥漿調至合適的觸變性(該企業工業生產泥漿的觸變性維持在1.7左右)。而使用3種復合的解膠劑可以將泥漿調至合適的流動性和觸變性。但是泥漿久置以后觸變性會有變大的趨勢,泥漿性能不夠穩定。最終選擇水玻璃和聚丙烯酸鈉復合使用,可以將泥漿調至合適的流動性和觸變性,并且泥漿性能足夠穩定。
聚丙烯酸鈉對泥漿的作用機理為[3]:聚丙烯酸鈉獨特的分子結構決定了高負電荷密度的特點,使其吸附在粘土顆粒邊角上的帶正電荷部位,導致粘土顆粒的凈電荷增加,擴散層增厚,顆粒間斥力明顯增強。同時,由于聚丙烯酸鈉有機烷基的憎水性,使得聚合陰離子能夠物理吸附在粘土邊面上;其親水基指向水介質并形成單分子保護膜。又由于聚丙烯酸鈉電離度很大,保護膜與水中的Na+吸引力很小,使得每個粘土顆粒完全被負電荷包圍,阻礙了顆粒間相互聚集和重力沉降,因而大大提高了粘土泥漿的流動性。
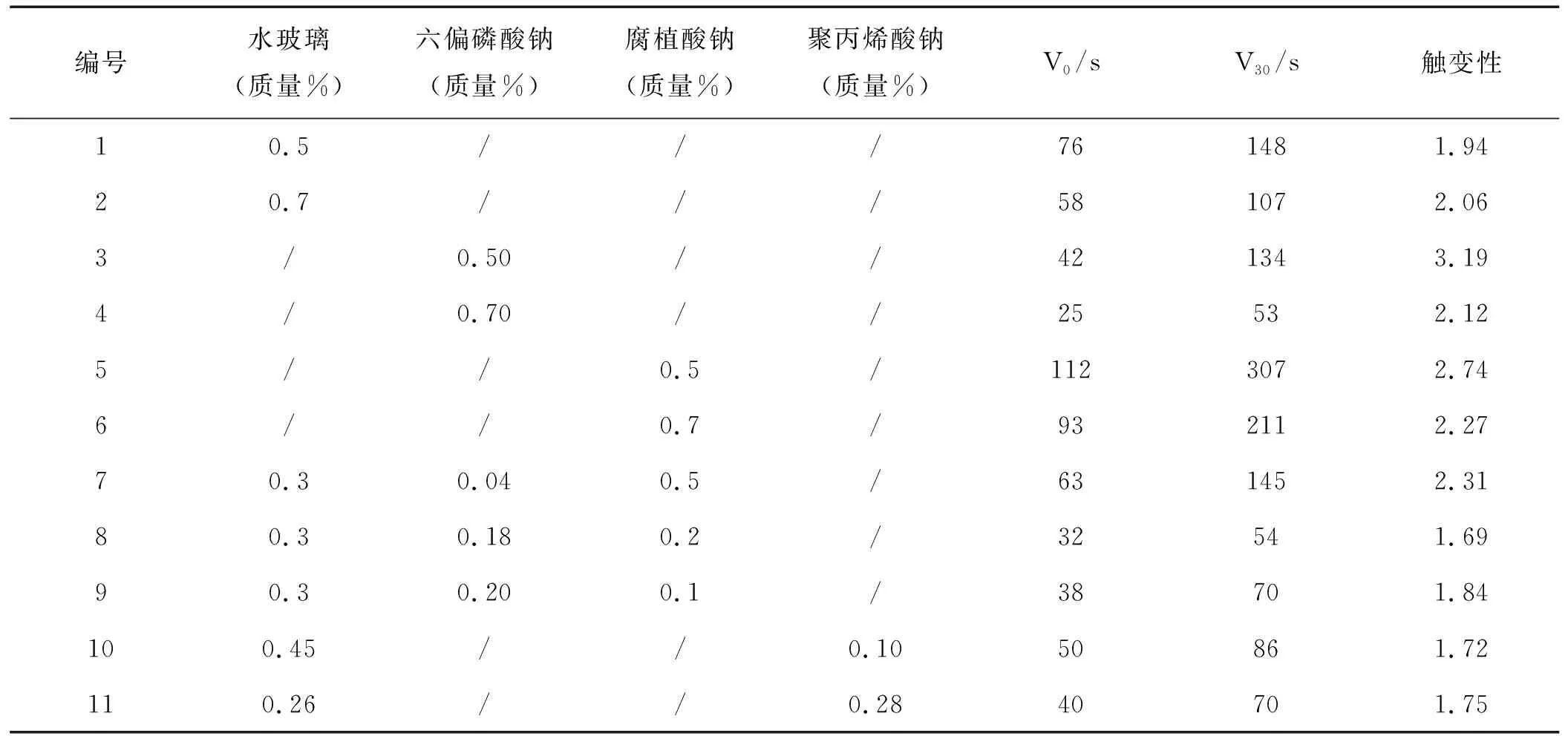
表4 不同添加劑組合對泥漿性能的影響Tab.4 The effects of different combinations of mud performance water reducing agent
而普通的無機減水劑對泥漿的減水機制只有靜電穩定機制[4]。因此,通過水玻璃和聚丙烯酸鈉的配合使用可以使泥漿性能更加穩定,同時也具有一定的經濟性和實用性。
2.2 試樣的主要性能
生產配方和試驗配方的主要的性能指標見表5。

表5 兩種配方的主要性能比較Tab.5 The two different main performance comparison
由表5可知,與試驗配方相比,生產配方彎曲度有明顯的降低。這是由于廢瓷粉作為燒成后產物,其熱穩定性能較好,在陶瓷生產配方中引入廢瓷對坯體高溫性能有所改善。并且廢瓷粉礦物及化學組成與普通陶瓷組成一致,對坯體組成不會造成太大影響。此外,廢瓷粉和煤矸石作為瘠性原料,在干燥和燒成的過程中收縮較小,在燒成過程中起著骨架的作用,減少了變形,便于控制產品的尺寸[5~6]。而其他主要的參數并沒有很大的波動,這有利于盡快適應工廠原有的生產的順利進行。
2.3 試樣的化學組成
生產配方和試驗配方的化學組成見表6。
由表6可知,試驗配方中的Al2O3和K2O含量略有提高。Al2O3含量高,有利于坯體中莫來石的生成,提高了產品的機械強度,減小變形。K2O含量高,在燒結過程中液相緩慢增加,而Na2O液相是急劇增加的,因此K2O含量高有利于防止產品變形,且使坯體的燒結范圍較寬。

表6 化學組成比較(質量%)Tab.6 Comparison of the chemical composition(wt%)
2.4 XRD分析
采用德國BRUKER/AXS公司生產的X射線衍射儀(D8 ADVANCE)對生產坯體和試驗坯體進行XRD分析,結果見圖1。
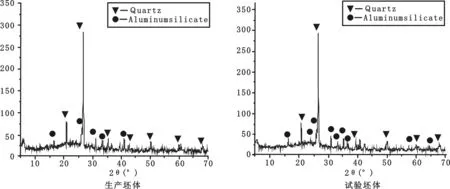
圖1 坯體X衍射圖譜
由圖1可知,試驗坯體的莫來石和石英晶相衍射峰強于生產坯體的,即在配方中引入南豐泥和煤矸石有利于坯體中莫來石晶相的生成,這是由于南豐泥和鋁質矸石中氧化鋁含量較高,結晶程度低,且顆粒細,在高溫下熔融玻璃相中更容易生成莫來石晶相。
2.5 顯微形貌分析
采用JEOL-JXA6400掃描電子顯微鏡對生產坯體和試驗坯體斷面進行顯微形貌觀察,結果見圖2。
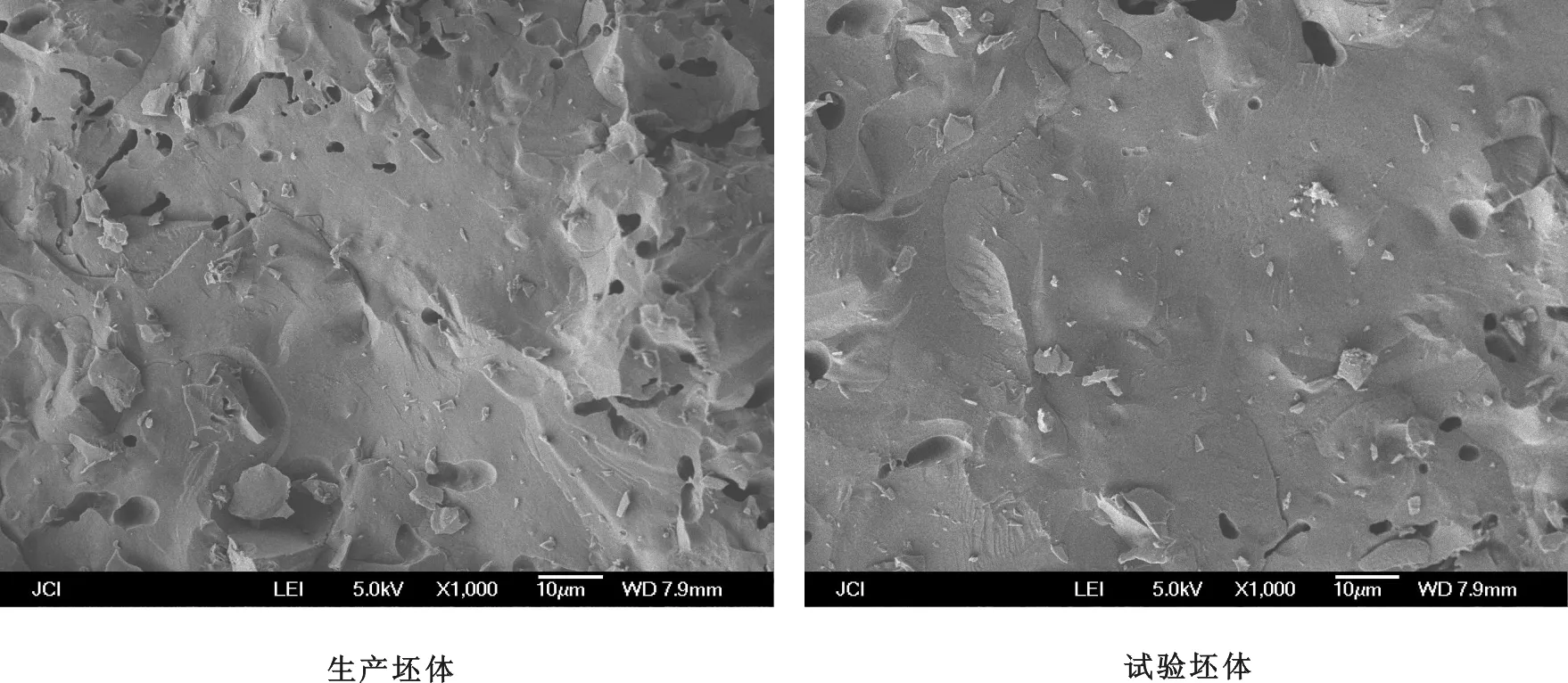
圖2 坯體SEM圖
由圖2可知,生產坯體和試驗坯體中玻璃相量較多,莫來石被包裹在玻璃相中,掃描電鏡照片中未見明顯莫來石晶相。此外明顯可以看到生產坯體比試驗坯體的氣孔率要高,反映其顆粒細度及級配不合理,這也從側面論證了生產坯體的吸水率和彎曲度要大于試驗坯體。
3 結論
1)通過無機添加劑和有機高分子添加劑聚丙烯酸鈉的組合使用可以使泥漿具有良好、穩定的性能,有利于正常生產。試驗確定合適的添加量為0.45%的水玻璃和0.10%的聚丙烯酸鈉。
2)衛生陶瓷產品的變形在本質上取決于坯體的礦物組成與顯微結構。試驗配方比生產配方的彎曲度低的根本原因在于試驗配方中莫來石、石英晶相量的增加以及玻璃相的減少。
3)在影響試驗配方變形的各因素中,廢瓷粉和煤矸石提供了陶瓷燒成過程中坯體的骨架。
4)經過對配方的調整,測試的彎曲度由生產配方的37.12 mm降低到試驗配方的34.76 mm。小試生產的389AT柜盆表面變形率由生產配方的4~5 mm降低到試驗配方的1.5 mm。該配方可以用于制造規整度要求極高的大規格衛生陶瓷制品。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中華詩詞(2020年1期)2020-09-21 09:24:52
中國化肥信息(2020年7期)2020-03-19 01:54:02
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中國軍轉民(2017年6期)2018-01-31 02:22:28
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44