預(yù)焙槽漏槽機(jī)理淺析及改進(jìn)措施
2015-10-21 19:23:00鐘暉
中國(guó)機(jī)械 2015年7期
鐘暉

摘要:預(yù)焙槽壽命是一個(gè)綜合性的技術(shù)經(jīng)濟(jì)指標(biāo),槽狀的好壞不僅標(biāo)志著鋁電解技術(shù)狀況,而且直接關(guān)系著企業(yè)的生產(chǎn)穩(wěn)定和經(jīng)濟(jì)效益。本文針對(duì)500KA預(yù)焙槽早期破損的原因及解決方案進(jìn)行了分析探討。
關(guān)鍵詞:預(yù)焙槽;早期破損;陰極;焙燒
預(yù)焙槽是電解鋁生產(chǎn)的主體設(shè)備,西北某鋁廠284臺(tái)大型預(yù)焙槽,自2014年3月啟動(dòng)投產(chǎn)至年底,整個(gè)焙燒啟動(dòng)過(guò)程平穩(wěn),各生產(chǎn)指標(biāo)均很好, 不但產(chǎn)能高, 而且預(yù)焙槽電流效率達(dá)到93.8% 以上, 直流電耗低于12700 kWh/t.AL,但期間發(fā)生了超過(guò)五起漏槽事故,同時(shí)還有60多臺(tái)預(yù)焙槽發(fā)生早期破損現(xiàn)象,為保證生產(chǎn)任務(wù),破損槽只能在局部修補(bǔ)后帶病堅(jiān)持運(yùn)行,但產(chǎn)生了預(yù)焙槽鋁液中鐵、硅含量持續(xù)上升,導(dǎo)致鋁產(chǎn)品質(zhì)量下降的情況,破損情況嚴(yán)重的槽,因鋁液滲漏產(chǎn)生漏槽事故,造成重大財(cái)產(chǎn)損失,并極易人身安全事故。為避免后續(xù)預(yù)焙槽大修后和后續(xù)工程出現(xiàn)相同情況,研究分析該系列預(yù)焙槽早期破損機(jī)理,提出改進(jìn)措施,具有重要的現(xiàn)實(shí)意義。
1.預(yù)焙槽早期破損情形
通過(guò)現(xiàn)場(chǎng)測(cè)量和刨爐后分析得知,預(yù)焙槽早期破損表現(xiàn)為以下幾種情形:
(1)預(yù)焙槽陰極炭塊縱向隆起,隆起30㎜左右,最大達(dá)到55mm;
(2)預(yù)焙槽陰極炭塊橫向產(chǎn)生大量貫通式裂紋;
(3)陰極方鋼大幅度向上彎曲。方鋼下方形成空隙,偏離水平最高達(dá)135mm;
(4)陰極炭塊成斷層狀分部,中間夾有黃色的碳化鋁粉末,個(gè)別地方出現(xiàn)上下貫通的鋁線,直達(dá)陰極方鋼上表面。
2.預(yù)焙槽破損產(chǎn)生的機(jī)理分析
圖1是預(yù)焙槽陰極系統(tǒng)中的電化學(xué)反應(yīng)示意圖, 其反應(yīng)包括析出鋁和鈉, 以及生成碳化鋁,下面分別闡述幾種陰極破損的方式:
2.1碳化鋁腐蝕
正常生產(chǎn)過(guò)程中, 在陰極表面生成碳化鋁:
4Al+3C= Al4C3
在950℃時(shí), GT=-149 kJ/mol,有冰晶石熔體存在時(shí)對(duì)上述反應(yīng)起到催化作用:
12Na+3C+4Na3AlF6=Al4C3+24NaF
碳化鋁覆蓋于炭陰極上, 使陰極電壓增大,X 射線衍射分析發(fā)現(xiàn)廢舊陰極中含有NaF, Al4C3,Na3AlF6, Al2O3和Na2O.11Al2O3
底部破損偶然發(fā)生在以下情形, 即生成碳化鋁而形成沖蝕坑在金屬中碳化物有一個(gè)緩慢的溶解過(guò)程伴隨著沖蝕坑穴的形成, 鋁與陰極鋼棒越來(lái)越接近, 加速了碳化鋁的生成和進(jìn)一步的溶解。生成的碳化物發(fā)生在電解槽底部的沉淀中,或在側(cè)部沒(méi)有凝固電解質(zhì)保護(hù)的地方, 任何溶解的碳化鋁都將被陽(yáng)極表面產(chǎn)生的CO2所氧化。
2.2鈉滲透
槽底破損的主要原因是由于吸收鈉和電解質(zhì)產(chǎn)生的各種反應(yīng)而致, 底部?jī)?nèi)襯破損的主要信號(hào)是炭塊的破裂或氟化物粗大晶體的長(zhǎng)大, 產(chǎn)生破裂的力主要是電解槽啟動(dòng)初期滲透結(jié)晶膨脹、鈉和電解質(zhì)反應(yīng), 發(fā)生鈉吸收:
3Na+Na3AlF6= 6NaF+Al
4Na3AlF6+12Na+3O2=2Al2O3+24NaF
鈉與滲透的電解質(zhì)發(fā)生反應(yīng),電解質(zhì)滲透在充滿孔洞后或毛細(xì)管被結(jié)晶堵死后停止:
22Na3AlF6+68Na+17O2=Na2O.11Al2O3+132NaF
Na與C生成鈉-碳嵌入化合物而發(fā)生體積變大,也直接導(dǎo)致膨脹斷裂:32C+Na=C32Na;4Na+3O2+2C=2Na2CO3
2.3空氣滲入使內(nèi)襯氧化破損
由于鋼窗口密封不嚴(yán), 空氣進(jìn)入內(nèi)襯; 直接在陰極內(nèi)襯下產(chǎn)生鈉- 碳- 空氣的反應(yīng), 導(dǎo)致內(nèi)襯破損。
2.4電解質(zhì)滲漏
下部耐火磚受熔體侵蝕,電解質(zhì)滲漏使鋼棒熔化,雙陰極鋼棒炭塊組鋼棒高度為230㎜,炭塊開(kāi)槽深度為235毫米,在鋼棒和炭塊間設(shè)計(jì)鋪設(shè)一層厚度5㎜的石墨碎,由于石墨碎組織結(jié)構(gòu)疏松,如果陰極炭塊產(chǎn)生裂紋深度達(dá)到鋼棒頂部,高溫鋁液或電解質(zhì)液會(huì)不斷滲入,導(dǎo)致陽(yáng)極鋼棒快速熔化、腐蝕,很快就會(huì)發(fā)生漏槽事故。
2.5工程建設(shè)和焙燒啟動(dòng)控制
2.5.1 預(yù)焙槽筑爐安裝期間把關(guān)不嚴(yán),未嚴(yán)格按技術(shù)規(guī)范施工,導(dǎo)致通電后電流分布不均勻,形成局部過(guò)熱,陰極炭塊過(guò)熱變形產(chǎn)生裂紋。
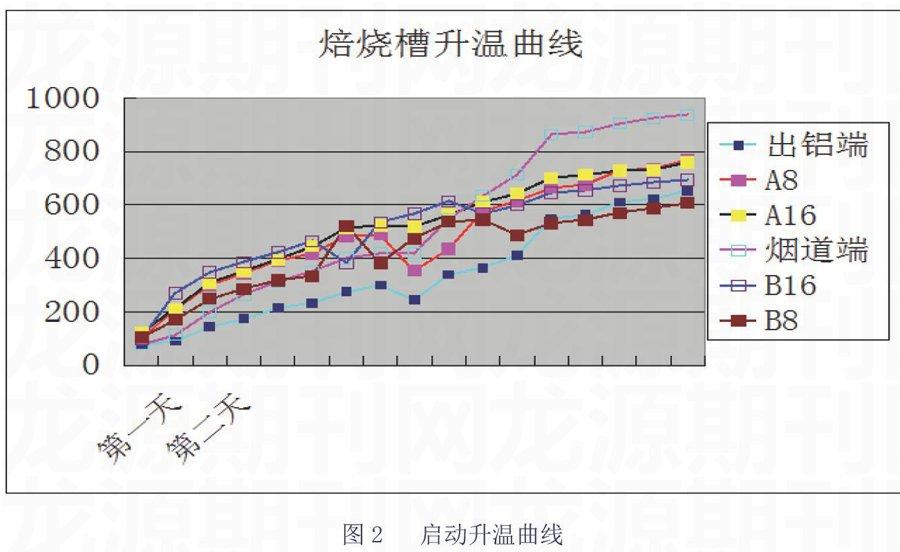
2.5.2 預(yù)焙槽焙燒啟動(dòng)過(guò)程中,受熱不均勻,導(dǎo)致個(gè)別陰極炭塊過(guò)早產(chǎn)生大間隙裂紋而破損。根據(jù)某預(yù)焙槽啟動(dòng)實(shí)測(cè)數(shù)據(jù)。其焙燒升溫曲線如圖2:
分析預(yù)焙槽焙燒升溫曲線,可以看出:焙燒后期A8與B8溫差遠(yuǎn)遠(yuǎn)大于A16與B16的溫差,說(shuō)明該槽出鋁端受熱不均勻。停槽檢查后發(fā)現(xiàn):出鋁端2至11組陰極炭塊隆起高度50㎜左右,大面積斷裂,裂紋寬度10㎜以上,深度250㎜左右,煙道端裂紋少而細(xì),槽底較為平整,隆起不足10㎜。
2.5.3陰極炭塊結(jié)構(gòu)設(shè)計(jì)原因
預(yù)焙槽陰極炭塊長(zhǎng)度3680㎜,寬度665㎜,長(zhǎng)寬比大,高溫受熱后變形以炭塊縱向延伸為主。陰極炭塊熱膨脹延伸后,高強(qiáng)度側(cè)部炭塊將阻止陰極炭塊延伸,陰極炭塊的熱應(yīng)力不能有效釋放,導(dǎo)致陰極炭塊產(chǎn)生隆起變形,而陰極炭塊材料屬脆性材料,隆起變形超過(guò)其抗變能力后就會(huì)發(fā)生斷裂,產(chǎn)生裂紋。隨著時(shí)間的延長(zhǎng),裂紋深度和寬度不斷加大,當(dāng)裂紋深度擴(kuò)散至陰極方鋼時(shí),高溫鋁水和電解液勢(shì)必滲漏腐蝕陰極方鋼,從而導(dǎo)致預(yù)焙槽破損。
2.6陰極炭塊的隆起
在啟動(dòng)前期的生產(chǎn)中很少有陰極炭塊隆起的發(fā)生.陰極隆起有一個(gè)過(guò)程,在焙燒啟動(dòng)時(shí),電解質(zhì)不斷滲入陰極炭塊內(nèi)襯,一部分結(jié)晶在炭塊內(nèi)部產(chǎn)生較大的應(yīng)力,陰極炭塊體積發(fā)生明顯的膨脹,會(huì)使炭塊變得酥松,炭縫與塊間的裂紋增大,電解質(zhì)和鋁液則順著裂紋往下滲漏,當(dāng)滲漏到一定深度時(shí),溫度的變低使其凝固,由于預(yù)焙槽技術(shù)條件的波動(dòng),會(huì)使電解槽溫度產(chǎn)生波動(dòng),這種波動(dòng)將會(huì)使?jié)B入到裂縫里的電解質(zhì)和鋁液重新熔化和凝固,形成了一個(gè)凝固——熔化——再凝固的惡性循環(huán),每一次循環(huán),都會(huì)使電解質(zhì)和鋁液繼續(xù)往下滲漏,直至陰極炭塊的底部,甚至進(jìn)入耐火磚和保溫材料層,當(dāng)電解質(zhì)與炭塊發(fā)生化學(xué)作用時(shí),炭塊由于吸收電解質(zhì)而被石墨化,其電導(dǎo)率將會(huì)增加,導(dǎo)熱性能也會(huì)增強(qiáng),更加劇了電解質(zhì)和鋁液的往下滲漏,這些滲漏物的增加以及對(duì)耐火磚的侵蝕,使炭塊向上隆起的速度加快,最終導(dǎo)致炭塊的破裂。
3.預(yù)焙槽早期破損修理措施
對(duì)于500KA大型預(yù)焙槽,大修成本高達(dá)110萬(wàn)元左右,為降低維修成本,大型預(yù)焙槽維修可按以下原則進(jìn)行。
3.1未發(fā)生漏槽的預(yù)焙槽早期破損修復(fù)處理
由于該類破損槽未發(fā)生漏槽,應(yīng)該首先查找滲、漏點(diǎn),確認(rèn)滲漏源,對(duì)滲漏源進(jìn)行修復(fù)。滲漏源以外其他裂紋修復(fù)處理方法如下:
3.1.1裂紋寬度小于2.0mm,深度小于100mm的均不做處理;
3.1.2裂紋寬度大于2mm或深度大于100mm,裂紋內(nèi)有鋁液滲漏的,清理出裂紋內(nèi)滲漏物用高壓風(fēng)吹凈后,用氧化鎂粉:鹵水=1.2:1的鹵水漿灌縫;
3.1.3一塊陰極炭塊上有超過(guò)6條縫寬大于5mm的裂紋,滲漏鋁嚴(yán)重,應(yīng)采取整塊更換陰極炭塊方式修復(fù);
3.1.4如果一塊陰極炭塊上只有5條大于5mm裂紋,裂紋間距600㎜以上的,鋁液滲漏較少的,可采取陰極表面寬100--200mm、深度200mm的槽扎糊補(bǔ)槽;裂紋間距400毫米以內(nèi),以裂紋為界,挖掉兩裂紋間的陰極,深度200 mm,然后扎糊補(bǔ)槽。
3.2對(duì)于已經(jīng)發(fā)生漏槽事故的預(yù)焙槽修復(fù)方案
3.2.1清理預(yù)焙槽爐膛內(nèi)的電解質(zhì)和鋁塊,用高壓風(fēng)吹凈到見(jiàn)陰極炭塊本色;
3.2.2檢查滲漏炭塊組,確認(rèn)滲漏源;
3.2.3以滲漏炭塊組為中點(diǎn),打開(kāi)漏鋁端側(cè)部炭塊,左右各多打開(kāi)一塊側(cè)部炭塊;
3.2.4以滲鋁點(diǎn)裂紋為界,將滲鋁裂紋處至漏鋁窗口處的陰極炭塊刨開(kāi),清理掉裂紋內(nèi)和陰極鋼棒上的滲漏物;
3.2.5清理干凈陰極炭塊,加熱至80--100°C;
3.2.6噴涂焦油后,分六層扎糊至炭塊設(shè)計(jì)高度,滲漏源以外其余裂紋按未發(fā)生漏槽事故的預(yù)焙槽破損修復(fù)處理方案進(jìn)行。
3.3內(nèi)襯改進(jìn)措施
3.3.1將炭塊槽深度由235㎜改為245毫米,在鋼棒和炭塊間增加一層鋼棒糊,厚度15㎜。在鋼棒和炭塊間增大應(yīng)變空間,滿足陰極炭塊和鋼棒因不同高溫變形率而導(dǎo)致的變形需要,可有效減少陰極炭塊裂紋的產(chǎn)生。
3.3.2 由于陰極炭塊隆起值高達(dá)50㎜,證明陰極炭塊與側(cè)部炭塊間間距80㎜不能滿足陰極炭塊縱向變形量,陰極炭塊結(jié)構(gòu)做如下改進(jìn):一是將炭塊長(zhǎng)度由3680㎜改為3600毫米,陰極炭塊與側(cè)部炭塊間間距由80㎜增加到120㎜,可有效減少陰極炭塊的隆起變形,節(jié)約成本;二是利用反變形原理,在陰極炭塊的表面橫向均等分開(kāi)鑿應(yīng)力釋放槽,槽寬80㎜,深50㎜,有效減少炭塊裂紋產(chǎn)生。
3.4加強(qiáng)筑爐材料控制
選用均勻、優(yōu)質(zhì)的半石墨陰極炭塊,陰極的壽命決定了槽內(nèi)襯的可靠性, 獲得一個(gè)好的陰極壽命, 根據(jù)前述機(jī)理分析,槽內(nèi)襯必須能有效地阻礙電解質(zhì)液體滲透造成的剝蝕以及鈉膨脹的侵蝕,高質(zhì)量半石墨質(zhì)陰極可以有效地抵御鈉膨脹,不同質(zhì)量的陰極炭塊理化指標(biāo)相差較大, 也可以解釋很多鋁廠一些電解槽陰極早期破損的原因, 雖然理化指標(biāo)達(dá)到了標(biāo)準(zhǔn), 但是槽壽命多者1000 d, 少者僅幾百天, 甚至幾個(gè)小時(shí), 主要原因就是因?yàn)殁c膨脹造成陰極炭塊裂縫, 鋁液及電解質(zhì)大量滲透、堆積, 從而造成陰極上抬、隆起, 直至斷裂。
3.5焙燒啟動(dòng)
焙燒時(shí)間要求不低于96小時(shí),根據(jù)配料嚴(yán)格控制爐底溫升曲線和分流片作業(yè),最終焙燒溫度達(dá)960℃左右,啟動(dòng)后不急于來(lái)效應(yīng),讓側(cè)部物料緩慢熔化,使溫度逐漸上升,減少邊部熱沖擊,啟動(dòng)后期高溫時(shí)間不要太長(zhǎng),適當(dāng)提高鋁水平,保證有一定的在產(chǎn)鋁,在進(jìn)行電壓調(diào)整時(shí),將電壓按梯度目標(biāo)進(jìn)行操作,啟動(dòng)后期分子比調(diào)整緩慢下降,并盡快形成伸腿和爐幫,在正常生產(chǎn)期,保證電解槽平穩(wěn)運(yùn)行,爐膛規(guī)整。
4.結(jié)束語(yǔ)
分析影響預(yù)焙槽早期破損機(jī)理和原因,尋求減少槽早期破損現(xiàn)象,是鋁行業(yè)的重要課題,優(yōu)化槽內(nèi)襯設(shè)計(jì),優(yōu)選內(nèi)襯材料,在施工質(zhì)量中嚴(yán)把質(zhì)量關(guān),焙燒啟動(dòng)時(shí)嚴(yán)格升溫控制,前期管理盡快建立穩(wěn)定規(guī)整的爐膛,保持技術(shù)條件穩(wěn)定都是減少預(yù)焙槽早期破損的重要管理措施,也對(duì)提高槽壽命起著關(guān)鍵作用。
參考文獻(xiàn):
[1]邱竹賢.預(yù)焙槽煉鋁[M]北京:冶金工業(yè)出版社, 2005:465- 590
[2]東北大學(xué)學(xué)報(bào)( 自然科學(xué)版) 2007年6 月,第6期,300kA鋁電解槽陰極破損機(jī)理研究