數控車床典型零件加工工藝分析與研究
2015-11-12 09:01:20趙金鳳
機械工程師 2015年5期
關鍵詞:工藝
趙金鳳
(德州職業技術學院,山東 德州 253000)
0引 言
數控車床加工中,數控加工工藝的制訂是最關鍵的一步。工藝是否合理直接影響到產品的質量與加工效率。本文以2014年山東省數控車技能大賽實操試題為例,對零件的尺寸精度、形位精度進行分析,并制訂加工工藝,合理的加工工藝是取得勝利的關鍵因素。
圖1零件加工內容包括外圓、階臺、內孔、外圓弧面、橢圓面、內外圓錐面、槽、內外螺紋等,大部分尺寸都有公差要求,而且精度很高,從0.012~0.03mm不等,形位公差平行度與同軸度要求也很高,關鍵尺寸的表面粗糙度為Ra0.8。
1 加工路線的分析
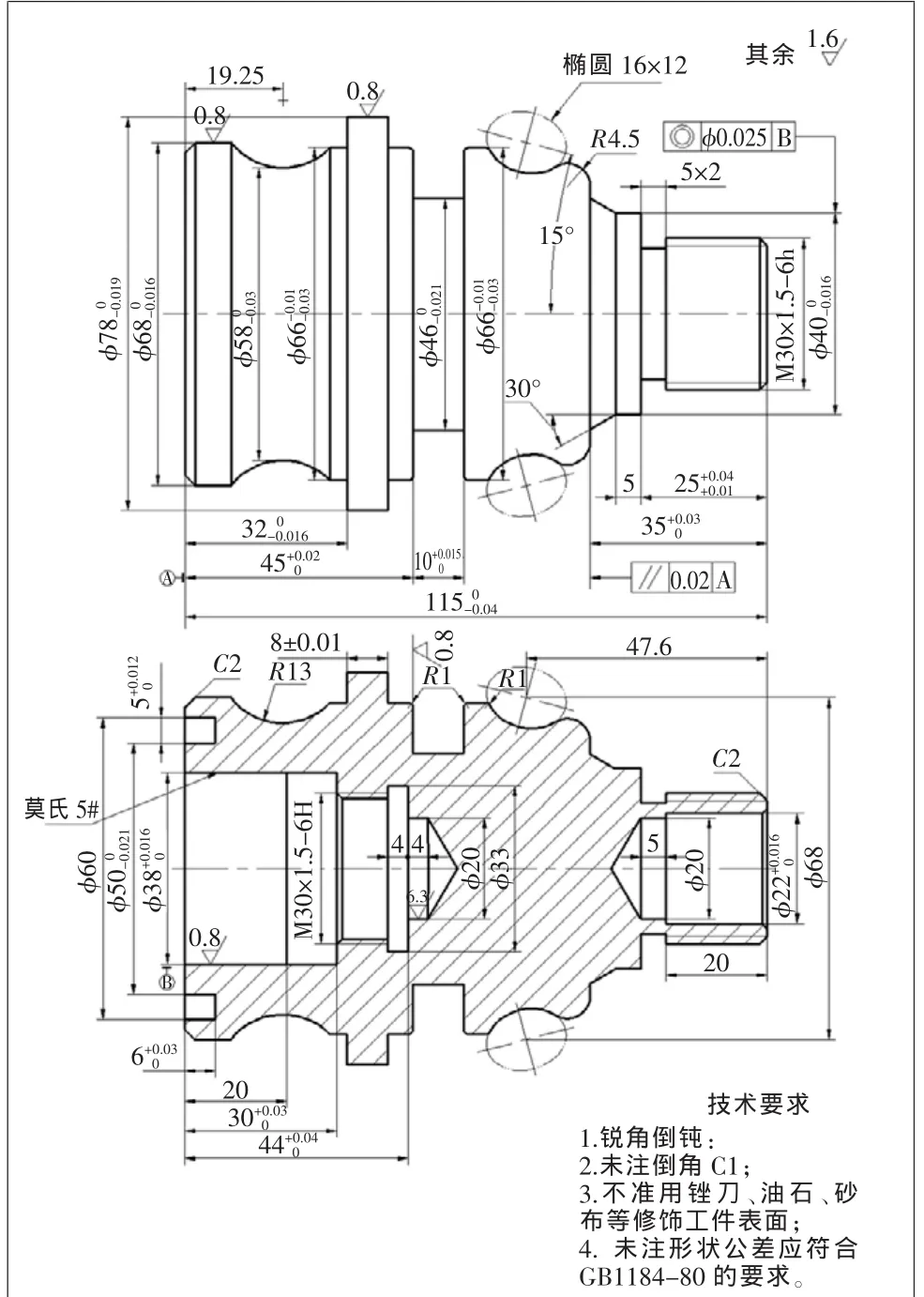
圖1
為了保證平行度和同軸度的精度要求,先粗加工左端為φ70×30 mm,然后夾持該外圓,粗車右端各部尺寸;調頭粗精加工左端各部尺寸,最后,以內錐定位,兩頂尖精加工右端各部尺寸。本零件兩端都要加工,坐標原點分別設在兩端面與工件軸線的交點處,工藝路線安排如下:
1)三爪卡盤夾持工件右端,伸出長度60 mm左右,粗車左端。a.粗車零件外圓為φ70×30 mm;b.粗車零件端面,留精加工余量0.3 mm;c.鉆φ20 mm的底孔,深46 mm。
2)調頭,夾持 φ70×30 mm 外圓。 a.粗車端面,保證總長,注意左端有余量 0.3 mm;b.粗車外圓 φ80×10.5 mm、φ67×40.5 mm、φ41×5.5mm、φ31×24.8 mm。c.鉆 φ20 mm 的底孔,深25 mm;d.粗精車內孔至尺寸,內孔倒角60°。
3)調頭,夾持 Φ67×40.5 外圓。a.精車端面,保證總長;b.精車內槽、內螺紋M30×1.5至尺寸;c.精車內孔、莫氏5號內錐至尺寸;d.精車外圓 φ78、R13圓弧至尺寸;e.鉆φ20 mm的底孔,深25 mm。
4)車削莫氏5號錐堵作為前頂尖,兩頂尖夾持車削右端各部。a.用G73、宏程序車削外圓、圓弧、橢圓、錐面;b.車削兩槽至尺寸;c.粗精車螺紋M30×1.5至尺寸。
也可用軟件自動編程加工右端各部尺寸,這有利于各加工表面的銜接。右端內孔也可安排在最后加工,這有利于提高工件的剛性。
在比賽現場也有選手沒有選擇上面的加工路線,而是先粗加工右端各部尺寸,再夾持右端粗精加工左端各部尺寸,最后夾持左端精加工右端各部尺寸。沒有采用莫氏錐堵,兩頂尖加工右端各尺寸。這種加工工藝采用找正的方法保證平行度和同軸度是很難保證的。通過檢測零件也證實了該工藝的不合理性,不但平行度和同軸度超差,而且φ78外圓的長度也超差。
2 刀具的選擇
1)車刀的安裝順序。合理的加工工藝有利于選擇刀具,該零件需要的刀具有粗精車的外圓車刀2把,內孔、內槽、內螺紋車刀各一把,外圓槽、外螺紋車刀各一把,麻花鉆1把。數控車床用的是4工位四方電動刀架,一次只能安裝4把刀具,所以的必須安排好刀具的先后順序,避免多次安裝,從而增加輔助時間。可以根據加工路線,先安裝外圓粗車刀,粗車后卸下,再安裝精車刀和孔加工刀具,最后卸下孔加工刀具,然后安裝車槽刀和外螺紋車刀。
2)車刀的材料。車刀材料的合理選擇,直接影響零件的表面質量和尺寸精度。零件的材料為45圓鋼,最好選擇可轉位車刀,可合理進行刀補,保證圓弧、錐面、橢圓面的尺寸與形狀精度。刀片以涂層刀片為最佳,因涂層刀片的耐磨性好,這有利于保證尺寸精度和表面粗糙度要求。好的刀具選擇、合理的切削用量是保證零件尺寸精度和表面粗糙度的重要措施。
3 工裝的設計
要想保證φ40外圓軸線對基準(莫氏5號內錐軸線)的同軸度、R4.5圓弧右端面對基準(零件的左端面)的平行度要求,靠三爪卡盤夾持是實現不了的,被測要素與基準面不能在一次裝夾中完成,如果卡盤有跳動誤差,用百分表找正無法保證。只能設計一個裝夾零件的莫氏錐頂尖,與工件的內錐配合,實現以基準定位,加工被測要素,以保證平行度和同軸度的精度要求。這里要注意,在使用莫氏錐頂尖的時候必須在本機床上臨時加工,不可卸下。下次使用,莫氏錐面必須重新加工。莫氏錐頂尖由φ32×20圓柱與20 mm長的莫氏5號圓錐組成。
4結 語
實踐證明,在大賽中奪冠的數控技術能手,能制訂出合理的加工工藝是關鍵。在制訂加工工藝時,必須結合零件的尺寸精度、形位精度、表面粗糙度以及零件的材料、生產類型認真研究分析,才能設計出合理和最優的數控加工工藝。
[1] 苗萬里,吳志強.銑床新型四聯齒輪的設計及其加工[J].機械工程師,2009( 11):132-133.
[2] 李顯寬.數控技術在機械加工中的應用[J].中國新技術新產品,2010( 9) :105-107.
[3] 馬峰.數控加工工藝及工藝路線的探討[J].科技創新與生產力,2013( 9) :101-102.
[ 4] 張永權.零件“ 手柄”數控加工工藝分析[ J].機械工人,2007( 3):75-77.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52