臥軸平面磨床磨削薄板斜面類工件專用夾具的研制
2015-11-12 09:01:20馬廷輝
機械工程師 2015年5期
馬廷輝
(大連職業技術學院,遼寧 大連 116033)
0引 言
現代化機械加工企業在加工工件過程中,工件的加工精度主要取決于機床本身的精度、刀具的精度以及加工過程中所選用夾具本身的精度,只有這些精度滿足了,才能保證被加工工件本身的精度要求。顯然,這不僅對機床和刀具本身提出更高的要求,同時也對機床的夾具提出更高的要求,除了要保證足夠的制造精度外,還要有足夠的剛度以及抵抗變形的能力。
一個完整的產品在開發和設計階段,所使用的零件種類繁多,形狀、規格和尺寸也各不相同,往往對于斜面表面的粗糙度要求極高,此類工件在安排加工工序時,就需要在平面磨床上加工帶有角度的表面。而平面磨床在磨削帶有角度的工件表面時,就需要借助特殊的裝夾工具,特別是如果加工大批量的工件時,就應設計專門的夾具,來滿足工件本身的技術要求。現階段磨削帶有角度工件的表面時,通用的輔助夾具是采用正弦精密平口鉗、精密角鐵夾具等,而此類夾具的設計思想就是將被加工工件的斜面加工,在裝夾到夾具上之后轉換成對工件的平面加工。但是面積較大的薄板類工件磨削斜面采用以上輔助夾具加工時,由于裝緊部位面積較小,在磨削力的作用下,薄板本身容易變形,斜面的角度保證困難,滿足不了工件本身的形狀精度及尺寸精度,直接影響工加工質量,有的甚至可能導致工件報廢。
針對上述現有技術中所存在的問題,研究設計了一種臥軸平面磨床磨削薄板斜面類工件專用夾具,從而解決了現有技術中所存在的問題。
1 問題的提出
如圖1所示,被加工工件的技術要求:材料為T8鋼,形狀和尺寸都比較規范,但加工難點就是工件角度45°±10′和Ra0.8μm,針對此工件的加工情況,我們設計了一套用在臥軸平面磨床上的夾具,而且取得較好的生產效果。傳統的工藝方法是定做特殊的砂輪,即定做與被加工表面相匹配的成形砂輪,來加工45°±10′的斜面,這樣的加工方法需要經常更換砂輪或修整砂輪才能達到工件的技術要求,而且廢品率比較高,加工成本也相對高。
2 夾具的磨削方法及設計方案概述
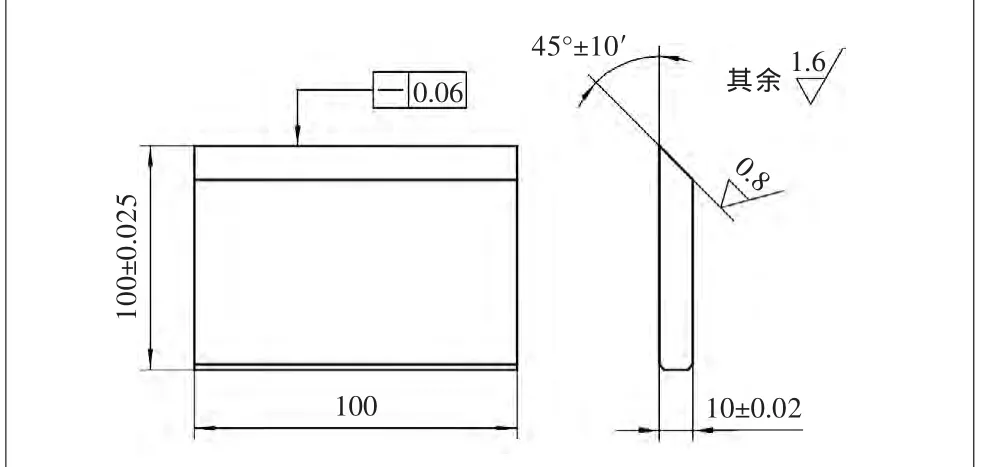
圖1 加工工件
1)夾具的結構。夾具的具體結構如圖2所示,主要由本體1、支承架10、支承角度板7、壓緊塊5、壓板2等零件組成。夾具中的支承角度板7的角度變換要求嚴格,首先要保證被加工工件的45°±10′和表面粗糙度Ra0.8μm。本夾具也是通過改變支承角度板7的角度,使被加工工件的斜面轉換為水平面,從而達到加工平面的效果。

圖2 夾具結構
2)設計方案及具體實施方法。首先對工件的斜面進行粗加工,給磨床精加工留有0.5 mm的加工余量,將本體1放到平面磨床的電磁吸盤上,因此應保證本體1底面平滑。用百分表對夾具進行直線度的找正,使之能達到被加工工件直線度0.06 mm的要求。2個支承架10采用固定螺栓11將其固定在本體1的上表面上;滾動軸承9將支承角度板7與兩側的支承架10連接在一起,支承角度板7可以繞軸承9圓心進行轉動;支承角度板7的兩側面加工有5個定位孔8,定位孔8的角度分別 為 15°、30°、45°、60°、75°; 而支承架10兩側上加工有與水平面成45°的孔。
當需要加工上述5種加工角度的工件6時,旋轉支承角度板7,使支承角度板7上的相應加工定位孔8對準支承架上的孔,然后用定位插銷12將支承角度板角度定位。壓緊塊5應緊貼工件6表面,應根據被加工工件6的大小來選擇適當大小的壓緊塊5。壓板2將壓緊塊5頂到工件6表面上,通過擰緊緊固螺栓3將工件6夾緊。
3 本設計方案的優點
本新型夾具的優點是顯而易見的,主要表現在:1)工件裝夾放置平穩安全;2)保證工件加工面角度;3)裝夾方便,提高生產效率。本實用新型具有結構簡單、容易加工、操作方便、提高生產效率、提高被加工產品精度等優點,其大批量投入市場必將產生積極的社會效益和顯著的經濟效益。
4 夾具使用注意事項和保養
1)裝夾前,應將工件清理干凈,防止因工件上殘留的顆粒或者毛刺夾雜在夾具與工件的定位面之間,影響工件的加工精度;2)使用前檢查限位尺寸是否保持正確位置;3)夾具使用前應對夾具的定位面、定位塊等重要部位的零件進行檢查,如果超差應進行打磨修復或者重新組裝,錯開磨損部位后再繼續使用;4)每次更換加工工件時,要將夾具上的鐵屑和其它雜質清理干凈再裝夾工件;5)夾具在不使用時,需要涂防銹油。
5 機床夾具的市場前景
夾具本身是機床不可缺少的輔助工具,在機床夾具這個行業僅僅是配套產業,并沒有形成規模,因此它不是機械加工這個行業的支柱產業,但夾具在生產加工過程中是必不可少的,因此市場發展潛力很大。
目前夾具行業中存在3個問題:一是行業規模小,布局比較分散,沒有形成真正的產業;二是本行業主要是以中小企業為主,利潤比較低,本行業總體經濟實力較差,技術水平也較低;三是夾具行業不被業內人重視,行業中無標準化,無專業化,從而制約著夾具行業向健康有利的方向發展。只要解決以上3個問題,夾具行業就能夠做大,做強,成為一個具有發展潛力的行業。
6結 語
夾具本身就是機械加工行業不可缺少的部件,通過上面夾具的設計和生產,在以后的生產工作中,如果碰到類似斜面加工的場合,我們都可以采用此類辦法,即通過夾具將工件斜面加工轉換成平面加工。隨著當今工業技術的不斷發展,夾具已經從一種單一的輔助工具逐步發展到種類齊全的工藝裝備甚至會變成標準件的趨勢。所以為了適應現代機加工行業的發展需要,現代化的機床夾具應該朝著更加標準、更加精密、更加通用、更加經濟的方向發展。
[1] 陳建平,閆旭亮,盧吉平.斜面快速加工胎具設計[J].機械研究與應用,2011( 2):109-110.
[ 2] 伍善根.斜面加工夾具[ J].北京機械,1981( 9):10.
[ 3] 梁崇平.平面磨床加工導軌斜面[ J].機械工程師,2008( 6) :16-17.