基于PLC的低位卸瓶跺機控制系統淺談
2015-11-23 07:45:36張曉暉
新教育時代電子雜志(教師版) 2015年23期
張曉暉
(包頭輕工職業技術學院 內蒙古包頭 014035)
基于PLC的低位卸瓶跺機控制系統淺談
張曉暉
(包頭輕工職業技術學院 內蒙古包頭 014035)
國內現有的低位卸瓶跺機,無論是從生產的穩定性,還是從生產控制過程而言都還不完善。基于此,本文以低位卸瓶跺機控制系統的設計為例,根據某企業具體情況,對其控制系統設計進行了探討,對卸瓶垛機PLC控制系統進行了改進與研發。通過調整伺服控制器、變頻器參數,完成卸瓶垛機生產過程的組態PLC、伺服控制器、觸摸屏網絡的組建及觸摸屏、plc控制程序的編制,從而實現啤酒瓶裝卸的自動化過程控制。
卸瓶跺機 PLC 控制系統
一、引言
一條36000瓶/小時的灌裝生產線,每天按生產300噸計算,需要70左右的人員供給瓶子,由于該項工作勞動強度大、工作繁復、勞動時間長,且在露天工作,難于從社會招收從業人員。為了完成生產任務,很多公司不得不組織本單位職工,利用工作間隙或休息時間完成分配的工作任務,為企業、職工帶來了一定的困擾,因此,根據該企業現有的實際生產條件,在傳統卸甁垛機的基礎上,針對PLC和低位卸瓶跺機的工作原理進行淺顯論述。
二、系統實現功能
1.通過對低位卸瓶跺機控制系統改進與研發,取代人工裝卸瓶子,不僅節省大量人工,還大大地提高了生產能力。
2.采用可編程序計算機控制系統,提高了機械動作的準確性,使機器操作起來更容易。
3.棧板升降臺采用了自鎖式升降控制、棧板疊板機采用了氣缸進行升降,運行時動作更加穩定。
4.在工作時,操作適應性高,卸瓶方式既可選擇連續動作,也可選擇單一循環動作。
三、卸瓶跺機電氣設備控制流程和作用
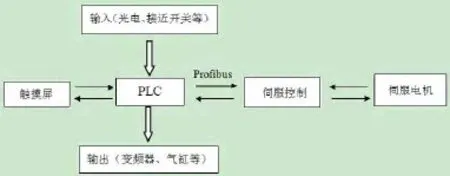
圖1 卸瓶跺機電氣設備控制流程
1.PLC是系統控制的核心,通過網絡和程序指揮設備運行。觸摸屏作為人機界面,它用于操作設備和顯示設備的運行狀況,通過485網絡協議與PLC進行通訊。
2.接近開關安裝在夾瓶氣缸、夾板氣缸、主機位置檢測、橋板位置檢測以及機械手位置檢測的合適位置上,目的是檢測夾瓶小車是否加緊或松開瓶子、夾板是否松開或夾緊瓶跺、主機位置、橋板位置和機械手位置是否到位;光電開關安裝在進瓶跺鏈、出瓶鏈的兩側,目的是檢測瓶跺是否進入工作區以及輸瓶臺是否將瓶子輸出工作區等。接近、光電開關作為輸入設備,為控制器提供控制點,指導PLC合理控制氣缸和輸送電機動作。
3.主機、夾瓶小車、取隔板機械手的驅動,由伺服控制器控制伺服電機動作;進瓶跺鏈、出瓶鏈的驅動,由變頻器控制電機動作。而伺服控制器、變頻器的運轉指令來自于PLC。合理設置控制器、變頻器的參數,能夠最大限度地滿足設備平穩運行、協調運轉,使設備處于最佳狀態。
4.該系統的PLC、觸摸屏、伺服控制器、伺服電機均采用SEW公司的產品,變頻器采用三菱公司的產品,接近開關、光電開關采用P+F的產品。控制程序采用SEW PLC專用軟件進行編寫,它是類似于C++的一種高級語言,邏輯關系層次清楚、易讀易懂,修改方便。
四、卸瓶垛工作流程
開始→主機尋位→各功能單元至原點位置→瓶跺輸送至工作區并停到固定位置上→主機下降至第8層(最高層)、夾瓶板加緊瓶跺→機械手下降取隔板并旋轉至放隔板處卸下隔板→小車反向平移至工作區→主機下降一層、夾瓶板加緊瓶跺(第7層)、夾瓶小車夾住該層瓶子(第8層)→橋板反向靠近瓶跺→小車將該層瓶子正向拖至橋板→夾瓶板松開→主機下降到橋板和輸瓶臺同一個平面、橋板正向靠近輸瓶鏈道→夾瓶小車通過橋板將該層瓶子正向拖至輸瓶臺上→夾瓶小車放下該層瓶子并反向平移至工作區附近、輸瓶臺將該層瓶子輸送出去→主機上升至第7層瓶子→程序控制開始下一個周期工作。
五、優化程序
原控制程序,主機、取跺板機械手、夾瓶小車、輸瓶跺鏈運行不協調,完全分解開來運行,一個動作完成才進行下一個動作,運轉非常不協調,生產效率低,比如:取跺板機械手無論跺層在第幾層,均運行至最高層后開始旋轉去卸跺板;夾瓶小車待取跺板機械手運行至最高層后才開始移動瓶子,輸瓶跺鏈整個設備恢復到原點位置后才開始動作等。經過改進程序,去掉了上述弊端,生產效率提高了40%.
六、結束語
隨著工業控制、信息化技術的高速發展,以及低碳經濟意識的普及,傳統機械制造業面臨著巨大的沖擊,為了使我國制造業迅速融入世界市場,挑戰傳統機械制造業強國壟斷地位需要,我們迅速崛起的包裝機械制造企業,非常需要把握未行業發展的趨勢或端倪,創新發展,縮小差距,迎頭趕超世界制造業強國。本文介紹的卸瓶跺機控制系統功能強、運行平穩,通過對卸瓶垛機控制程序的研發與改進,在提高生產能力的同時,采用可編程序計算機控制系統,提高了機械動作的準確性,操作容易,卸瓶方式可選擇連續動作或單一循環動作,操作適應性高,其市場潛力將十分巨大,為啤酒廠擴建及設備更新換代投資節省大量的設備投資。除了該企業可獲得較高的經濟效益外,也可以使用于同類灌裝生產線。
[1]鄭錦生.淺談機械手碼垛與人工碼垛的運行費用 [J].啤酒科技. 2010(02)
[2]杜綠君.中國啤酒工業發展的態勢與展望[J].啤酒科技.2005(03)
[3]劉乘,李曉剛.PLC在包裝機械上的應用[J].包裝工程.2004(02)
[4]向曉漢,劉瑤瑤.西門子S7-200 PLC完全精通教程.[M].化學工業出版社.2013.8
[5]郭慧靜。基于MCGS的啤酒膜包機送切膜控制系統[J].輕工機械2010(5)
張曉暉(1973-),女,漢族,內蒙赤峰人,講師,碩士研究生,研究方向:機電一體化技術,自動控制
項目來源:包頭市科技局產學研合作項目(2014X1015)
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
防爆電機(2020年3期)2020-11-06 09:07:42
測控技術(2018年5期)2018-12-09 09:04:50
電子制作(2018年11期)2018-08-04 03:26:08
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
電子制作(2017年7期)2017-06-05 09:36:13
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
工業設計(2016年12期)2016-04-16 02:52:00
少兒科學周刊·少年版(2015年4期)2015-07-07 20:56:37