梯形螺紋分層切削宏程序編程方法
2015-11-28 05:50:42李雅昔王宏斌李曉莉
河北工業科技 2015年2期
李雅昔,王宏斌,李曉莉
(1.西北農林科技大學機電學院,陜西楊凌 712100;2.商洛職業技術學院機電工程系,陜西商洛 726000;3.長安大學信息工程學院,陜西西安 710064)
梯形螺紋作為傳動螺紋,主要用于傳遞運動和動力,在機床傳動中應用極為廣泛。使用傳統加工方法車削梯形螺紋時因存在吃刀深、走刀快、切削余量大等難題[1-2],容易造成工件變形和刀具損壞,而且對不同寬度的螺紋還需采用不同的刀具,給生產加工帶來很大的不便。
本文立足于解決生產加工中的實際問題,以華中世紀星HNC-21T 數控車削系統為例,采用分層切削的思想,闡述了利用宏程序加工梯形螺紋的方法,為梯形螺紋的加工提供了一種快捷有效的加工方法。本方法易于掌握,具有實際使用和推廣價值。
1 梯形螺紋加工方法分析
如圖1所示,車削梯形螺紋時常用的進刀方式有直進法[3]和斜進法[4]。華中世紀星HNC-21T數控車削系統提供了3 種加工螺紋的指令[5]:單一螺紋切削指令G32、固定螺紋切削循環指令G82、復合螺紋切削循環指令G76。其中G32 與G82的進刀方式為直進法,G76 的進刀方式為斜進法。
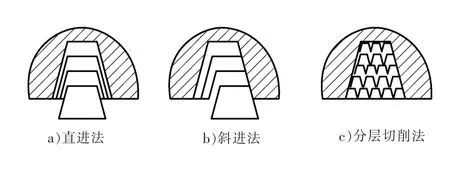
圖1 車削梯形螺紋的進刀方式Fig.1 Feed way of turning trapezoidal thread
1.1 直進法
采用直進法加工梯形螺紋時,螺紋刀沿橫向(X軸方向)間歇進給至牙深處。螺紋刀的3個刃均參與了切削,導致加工時切削力較大,散熱條件差,排屑也比較困難,車刀容易磨損。當進刀量過大時,還可能產生“扎刀”現象[6],甚至折斷刀具。因此,只有在刀具材料質量較好且螺距較小的情況下,才能采用直進法(G32或G82指令)進行加工。
1.2 斜進法
采用斜進法加工梯形螺紋時,螺紋刀沿牙型角方向斜向間歇進給至牙深處。螺紋刀仍有2個刃參與切削,此時,因螺紋刀始終只有1 個側刃參與切削,排屑比較順利,但刀具受力不平衡,導致主軸轉速不能提高,工件易發生顫動,尤其在進行最后一次切削時吃刀量較大,易產生毛刺。
1.3 分層切削法
為解決直進法和斜進法的缺點,必須改善刀具的切削方式[7],采用分層切削法。如圖1所示,分層切削法是將待加工梯形螺紋加工余量均勻分為若干層,加工完第1刀后,向左或向右趕刀,先將第1層的余量全部去除,再用相同的方法去除第2層余量,如此由外至內逐層去除余量,最后再進行精車切削。每層切削時,刀具只需沿螺紋的左右牙型線切削,吃刀量小,且梯形螺紋刀始終只有1個側刃參與切削,排屑比較順利,刀具的受力和散熱情況得到改善,切削過程較平穩,不易產生“扎刀”現象,因此能加工出較高質量的梯形螺紋。
由于數控車床系統現有的G 指令無法完成分層切削法的刀具軌跡。因此必須通過宏程序對分層切削法的車削軌跡進行參數化編程,從而實現梯形螺紋的切削加工。
2 梯形螺紋參數化編程分析
本文以圖2所示待加工標準梯形螺紋(設計牙型)Tr40×7-7e為例,對梯形螺紋參數化編程進行分析。
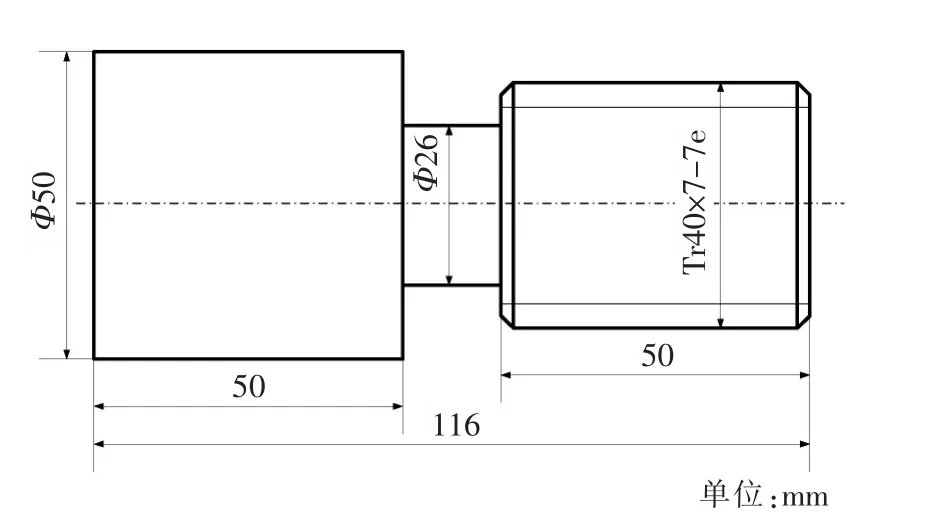
圖2 加工實例Fig.2 Process instance
2.1 刀具的正確選擇
在數控車床加工梯形螺紋的過程中,刀具是影響加工質量的主要因素之一。因此,車削梯形螺紋時,關于刀具應注意以下幾點。
1)梯形螺紋一般采用低速車削[8],使用高速鋼車刀容易車出光滑的螺紋表面。
2)安裝螺紋車刀時,刀具的刀位點應與工件軸線等高,否則會造成牙型角加工誤差增大,甚至還會產生“扎刀”現象。
3)刀具幾何尺寸的確定要便于梯形螺紋的粗、精加工[9-10]。當采用分層切削法時,螺紋刀刀頭寬度應小于梯形螺紋牙槽底寬度,以確保在加工時能留有一定的精加工余量。
2.2 梯形螺紋各尺寸參數化設計
根據國標GB/T 12359—2008,圖2中梯形螺紋(外螺紋)各尺寸參數可按表1中的計算公式進行計算,在編寫宏程序時將各尺寸參數均設置為變量[11-13],在加工不同規格的梯形螺紋時,只需調整相應的變量值,即可方便地加工各種規格的梯形螺紋。
2.3 采用分層切削法時,刀具縱向偏移量與切削余量的確定
如圖3所示,采用分層切削法加工梯形螺紋時,以梯形螺紋刀的中心點(C點)作為刀位點。則精車時起刀點在縱向(Z軸)的偏移量Zjpyl可按以下方法計算:
當螺紋刀加工第n層時,總切削深度為n×每層吃刀量ap,則


式中:w為牙槽底寬;h3為螺紋牙高;Ddt為 刀具刀頭寬度;ap為每層吃刀量;n為橫向(X軸方向)進刀次數。
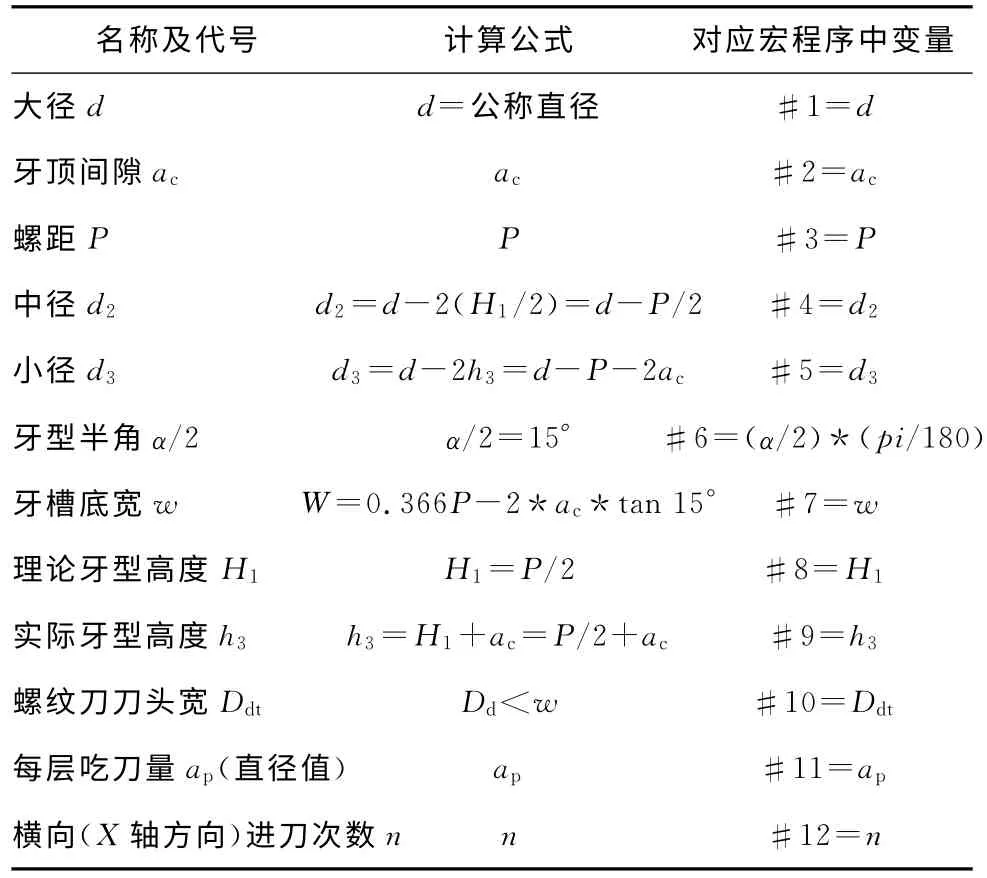
表1 梯形螺紋(設計牙型)相關尺寸計算方法與宏程序中對應變量說明表Tab.1 Computational methods of trapezoidal thread(designed form)parameters and the corresponding parameters in macro program

圖3 分層切削時刀具Z 軸方向偏移量與切削余量示意圖Fig.3 Sketch map of tools'Zaxis offset and cutting allowance in the stratified cutting proces
粗車時,需在螺紋右側預留0.1mm 的精加工余量,故粗車時,起刀點在Z軸方向的偏移量Zcpyl為
當吃刀量不變,精車時每層Z軸的切削余量Zjqxl為
粗車時,需在螺紋左側預留0.1 mm 的精加工余量,故粗車時,每層在Z軸方向的切削余量Zcqxl為

3 梯形螺紋的加工編程
根據表1提供的梯形螺紋各尺寸參數計算公式,可方便地計算出圖2中待加工標準梯形螺紋(設計牙型)Tr40×7-7e 的各尺寸參數。公稱直徑d=40mm;牙頂間隙ac=0.5mm;螺距P=7mm;中徑d2=d-0.5P=36.5mm;小徑d3=d-2h3=32mm;牙型半角α/2=15°=15*pi/180;牙槽底寬w=0.366P-2ac×tan 15°=2.294;理論牙型高度H1=P/2=3.5;實際牙型高度h3=0.5P+ac=4mm。
宏程序編程的流程圖[14]如圖4所示。
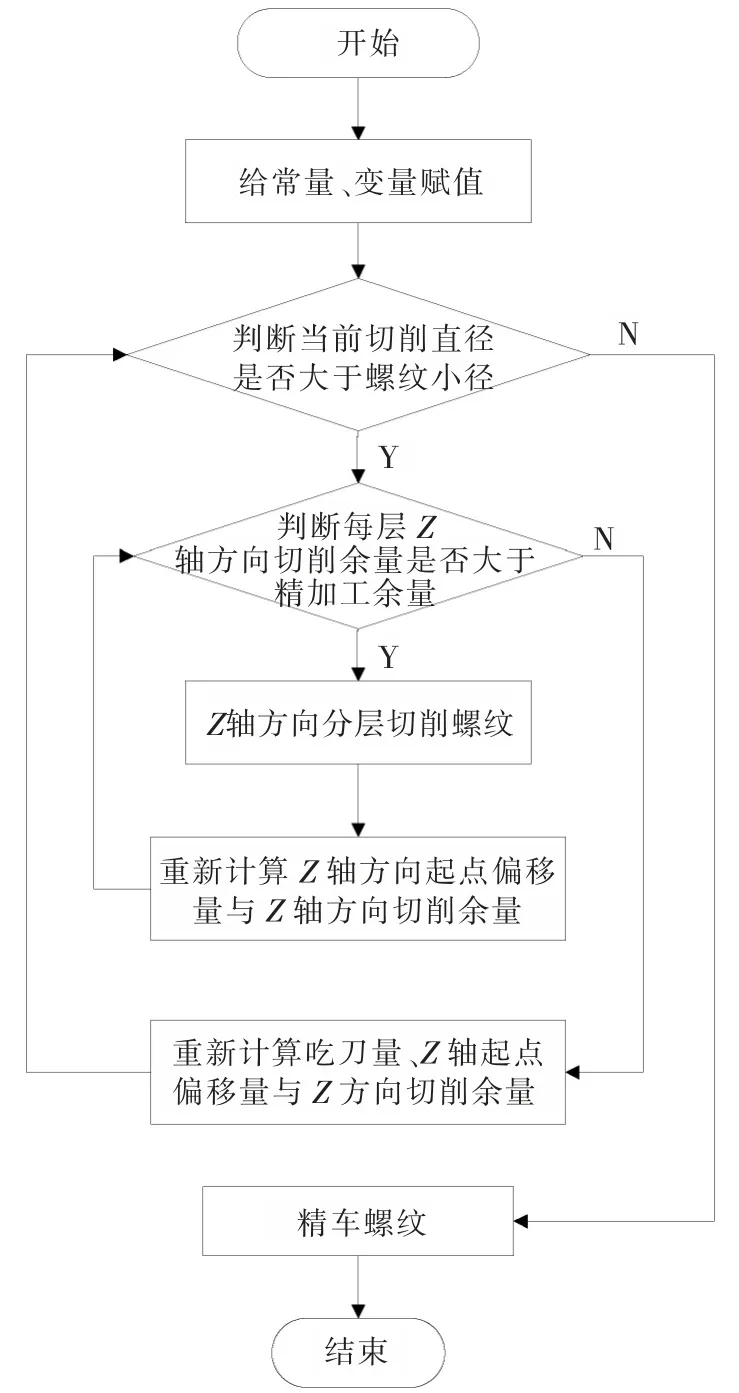
圖4 梯形螺紋數控加工流程圖Fig.4 CNC processing flow chart of trapezoidal thread
本文以華中世紀星HNC-21T 數控車削系統為例,對圖2所示標準梯形螺紋進行宏程序編寫,宏程序及分析如下。
O0001
M03S160T0101
G00X45Z10(不考慮Z軸偏移量,即采用直進法時,G92車削螺紋的循環起點)
#1=40(公稱直徑:螺紋大徑d)#2=0.5(牙頂間隙ac)
#3=7(螺紋螺距P)
#4=[#1-#3/2](螺紋中徑d2)
#5=[#1-#3-2*#2](螺紋小徑d3)
#6=[15*PI/180](牙型半角15°對應的弧度值)
#7=[0.366*#3-2*[TAN[#6]]*#2](牙槽底寬w)
#8=[#3/2](螺紋理論牙型高度H1)
#9=[#8+#2](實際牙型高度h3)
#10=1(螺紋刀刀頭寬度Ddt)
#11=0.4(X軸每層吃刀量ap,直徑量)
#12=1(橫向(X軸方向)進刀次數n)
#13=[#7/2- [#9- #12* #11]*tan[#6]-#10/2-0.1](粗車時,起刀點Z軸方向偏移量Zcpyl)
#14=[#7+2*[#9-#12*#11]*tan[#6]-#10-0.1](粗車時,每層在Z軸方向的切削余量Zcqxl)
WHILE#1GT #5(建立循環條件:判斷切削直徑是否達到梯形螺紋小徑d3)
WHILE#14GT 0.1(建立循環條件:判斷每層Z軸方向的切削余量Zcqxl是否達到預留的精加工余量0.1)
G00Z[10+#13](粗車螺紋時,考慮Z軸方向偏移量Zcqyl,G92的循環起點)
G82X[#1]Z-57F[#3](切削螺紋)
#13=[#13-0.2](同一切削直徑下,Z軸方向偏移量Zcpyl遞減0.2)
#14=[#14-0.2](同一切削直徑下,Z軸方向切削余量Zcqxl遞減0.2)
ENDW
#12=[#12+1](計算橫向(X軸方向)進刀次數n)
#1=[#1-#11](車削螺紋時,每層車削直徑遞減0.4,即每層吃刀量為0.2)
#13=[#7/2- [#9- #12* #11]*tan[#6]-#10/2-0.1](不同切削直徑即不同層時,Z軸方向偏移量Zcpyl)
#14=[#7+2*[#9-#12*#11]*tan[#6]-#10-0.1](不同切削直徑即不同層時,Z軸方向切削余量Zcqxl)
ENDW
G00Z10S100(設定精車轉速)
G82X#5Z-57F#3(在梯形螺紋槽中心精車螺紋)
G00Z[10+#7/2-#6/2](精車螺紋槽右側面時,刀具起刀點)
G82X#5Z-57F#3(精車梯形螺紋槽右側面)
G00Z[10-#7/2+#6/2](精車螺紋槽左側面時,刀具起刀點)
G82X#5Z-57F#3(精車梯形螺紋槽左側面)
G00X80Z150
M30
本例經數控仿真加工后[15-16],實際加工結果見圖5。
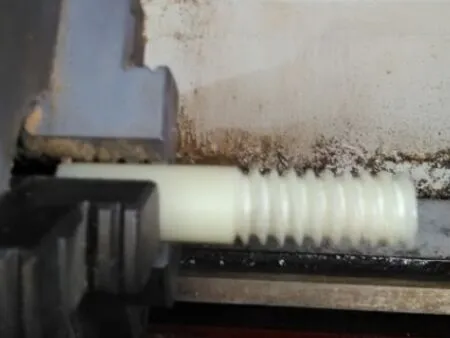
圖5 加工結果Fig.5 Results of actual processing
4 結 語
梯形螺紋的編程加工有很多方法和技巧,本文采用的分層切削法,一方面可使用刀頭寬度較小的螺紋刀加工槽寬較大的梯形螺紋,大大提高了刀具的加工范圍;另一方面,使得刀具的受力和散熱情況得到改善,切削過程較平穩,不易產生“扎刀”現象,從而大大提高加工效率與加工質量。
本文將梯形螺紋的尺寸參數轉換成宏程序中的參數變量,當加工不同規格的梯形螺紋時,只需改變宏程序中相應參數變量的數值,即可方便地加工各種規格的梯形螺紋,同時梯形螺紋的精度也能得到很好的保證。
本文采用的分層切削法,僅在加工大螺距梯形螺紋時具有優越性,在加工小螺距梯形螺紋時,應采用傳統的切削方法進行加工。
/References:
[1] 于世忠.基于宏程序加工梯形螺紋及G 功能應用分析[J].機械工程與自動化,2012(1):181-182.YU Shizhong.Machining trapezoidal thread by macro program and G function[J].Mechanical Engineer &Automation,2012(1):181-182.
[2] 司崇斌.梯形螺紋的宏程序編程與加工[J].林業機械與木工設備,2013(2):50-53.SI Chongbin.Macro program writing and processing of trapezoidal threads[J].Forestry Machinery & Woodworking Equipment,2013(2):50-53.
[3] 鄧子林,黃競業.基于宏程序的數控車梯形螺紋參數化加工應用研究[J].機床與液壓,2011,39(24):43-45.DENG Zilin,Huang Jingye.The applied research of parametric NC turning for trapezoidal thread based on macro[J].Machine Tool & Hydraulics,2011,39(24):43-45.
[4] 劉春利,張艷華,劉勝永.運用宏程序在數控車床車削梯形螺紋[J].煤礦機械,2012,33(6):137-138.LIU Chunli,ZHANG Yanhua,LIU Shengyong.Study of macro-based trapezoidal thread in CNC lathe[J].Coal Mine Machinery,2012,33(6):137-138.
[5] 卜慶鋒.數控車床圓弧形螺紋的加工[J].機械工程師,2012(12):132-133.BU Qingfeng.Processing arc thread on NC lathe[J].Mechanical Engineer,2012(12):132-133.
[6] 鐘玉利.宏程序車削公式曲線的編程思路及技巧[J].煤炭技術,2010,29(1):23-24.ZHONG Yuli.Compose program thoughts and skill of using the macro program to turning formula curving[J].Coal Technology,2010,29(1):23-24.
[7] 田楊.基于A 類宏程序拋物線類零件程序編程技巧及應用[J].新技術新工藝,2012(1):23-24.TIAN Yang.Techniques and application of parabola part program programming based on type-A marco program[J].New Technology &New Process,2012(1):23-24.
[8] 張文華,楊靜云.基于宏程序的多頭蝸桿數控加工研究[J].機械設計與制造,2011(7):170-172.ZHANG Wenhua,YANG Jingyun.Research on the NC machining for multi-head worm based on macro program[J].Machinery Design & Manufacture,2011(7):170-172.
[9] 關穎.基于FANUC 系統的拋物線宏程序編制與加工解析[J].煤礦機械,2011,32(9):112-114.GUAN Ying.Based on FANUC system parabola macro programming and machining analysis[J].Coal Mine Machinery,2011,32(9):112-114.
[10] 馬曉明.基于宏程序的圓弧圓柱蝸桿數控加工通用程序設計[J].煤礦機械,2010,31(10):108-111.MA Xiaoming.CNC universal program design of arc cylindrical worm based on macro program[J].Coal Mine Machinery,2010,31(10):108-111.
[11] 吳占軍.淺析宏程序在FANUC 0i數控系統中的應用[J].林業機械與木工設備,2010,38(3):50-51.WU Zhanjun.Brief analysis of the application of macroprograms in FANUC 0isystem[J].Forestry Machinery &Woodworking Equipment,2010,38(3):50-51.
[12] 胡林.數控車床中橢圓輪廓上球形螺紋加工的宏程序[J].機械制造與自動化,2011,40(2):108-109.HU Lin.Using macro program to machine sphericity thread form based on ellipse contour in NC programming[J].Machine Building &Automation,2011,40(2):108-109.
[13] 李紅.宏程序在多頭螺紋車削加工中的應用[J].機械,2012,39(5):66-69.LI Hong.Application of macro program in multi-thread screw thread turning[J].Machinery,2012,39(5):66-69.
[14] 歐陽德祥,詹華西.圓弧面蝸桿數控車削加工的宏程序實現[J].制造技術與機床,2013(4):93-95.OUYANG Dexiang,ZHAN Huaxi.Research on NC turning macro program of arc surface worm[J].Manufacturing Technology & Machine Tool,2013(4):93-95.
[15] 田縣城,徐廷康,張紅軍.在數控車床上加工大導程多頭蝸桿[J].機械制造與自動化,2013,42(2):39-40.TIAN Xiancheng,XU Tingkang,ZHANG Hongjun.Processing worm of large multiple heads in CNC lathe[J].Machine Building &Automation,2013,42(2):39-40.
[16] 吳冠英,辛舟.宏程序實現的數控車多件加工在法蘭數控編程中的應用[J].機床與液壓,2012,40(14):24-25.WU Guanying,XIN Zhou.Macro application on the flange CNC programming[J].Machine Tool & Hydraulics,2012,40(14):24-25.