小型壓力容器MAG單面焊接雙面成型研究
2015-11-28 05:17:08姬玉媛
山東農業大學學報(自然科學版) 2015年3期
姬玉媛
唐山工業職業技術學院,河北唐山063000
小型壓力容器MAG單面焊接雙面成型研究
姬玉媛
唐山工業職業技術學院,河北唐山063000
本文針對目前小型壓力容器行業焊接實際情況,分析了保護氣體與焊接工藝穩定性、焊縫成型、焊縫力學性能的關系,為小型壓力容器單面焊雙面成型工藝改進提供了可靠的技術保證。陶瓷襯墊富氬MAG焊用于小型壓力容器的焊接加工,焊接接頭綜合性能優于二氧化碳氣體保護焊,具有推廣應用價值。
小型壓力容器;陶瓷襯墊;MAG焊
壓力容器是重要的基礎工業,體現著國家工業發展水平,因其典型特點是全焊結構,所以,在壓力容器制造中焊接技術起到了決定性作用。近年來,我國各大鍋爐壓力容器制造廠的焊接技術實現了快速發展,焊接工藝裝備進行了全面更新和改造,焊接工藝方法得到了很大程度的提升,焊接工藝總體水平已接近和達到了世界先進水平。但是,由于不同地區之間焊接技術發展不平衡,有些地區壓力容器焊接技術更新較慢,方法比較滯后,有待進一步技術改進,以適應當前焊接技術的發展步伐。
1 小型壓力容器焊接技術
目前小型壓力容器焊接工藝方法仍然以焊條電弧焊、CO2氣體保護焊(半自動)為主。對于重要焊縫小直徑罐體板厚在20 mm以下采用TIG打底,CO2填充、蓋面;較大直徑罐體板厚在20 mm以下用焊條電弧焊打底,CO2填充、蓋面,反面碳弧氣刨清根,焊條電弧焊封底。例如:板厚為20 mm,內徑1.2 m,長3 m的鍋爐,傳統的焊接工藝為采用焊條電弧焊先在正面施焊打底,二氧化碳填充和蓋面。焊完一面后用碳弧氣刨進行清根。碳弧氣刨對工人的操作技術水平要求高,如果技術不高或操作不當,極易出現滲碳、燒穿等焊接缺陷,從而嚴重影響后續焊接的質量。此外,夾渣、氣孔、裂紋等焊接缺陷極易由清根不徹底產生。打磨后操作者鉆進去封底焊另一面,焊接生產效率很低,焊工的技術水平制約了焊縫質量,尤其在起弧、收弧處很容易產生焊接裂紋等缺陷,焊接質量難以保證。而采用TIG打底,CO2填充、蓋面,雖然焊縫質量能夠保證,但由于鎢極耐熱能力有限,從而限制了焊接電流的選取,生產效率太低。
如果改為陶瓷襯墊MAG單面焊雙面成形焊接技術,即在富氬混合氣體保護下單面焊,由于射滴過渡、射流過渡及在小電流MAG焊短路過渡時焊接電弧燃燒都十分穩定,電弧對熔滴的排斥力較小,保證了MAG焊短路過渡的飛濺量比CO2焊減少45%以上,這時幾乎徹底消除了焊接缺陷,原因為焊縫金屬熔化后充分結晶,將熔池中的雜質全部隨焊渣浮出表面。由于MAG焊熔滴過渡均勻穩定,使得焊縫成形更加美觀,大大提高了焊接工藝的合格率和焊接效率,全面改善了操作者的工作環境,使效率更高、質量更好、成本更低。
2 焊接方法與壓力容器的質量關系
在氣體保護焊中,焊縫成形、焊接工藝穩定性和焊縫力學性能受保護氣體的影響很大。熔化極氣體保護焊已使用了十幾年,焊接工藝日趨成熟,但在焊縫外觀質量上還存在問題。因此選擇適當的焊接工藝方法,對提高產品質量尤顯重要。
2.1 保護氣體與工藝穩定性的關系
氣體保護電弧焊中,保護氣體與液態金屬之間的冶金反應所產生的氣體引發的氣體爆炸會形成飛濺。焊接時,大部分焊絲熔化以熔滴形式熔入熔池中,還有一部分焊絲熔化后飛向熔池之外形成飛濺[1]。特別是粗焊絲、大參數CO2氣體保護焊時,飛濺尤為嚴重[2],飛濺率達到15%以上,幾乎無法進行正常的焊接。飛濺不僅影響焊接質量,降低焊接生產率,而且使焊工勞動條件變差。采用不同的保護氣體(Ar+CO2混合氣體和CO2)將生產中產品進行試驗,評定工藝的穩定性通過焊接過程中飛濺的多少來判別,由于保護氣體具有氧化性,焊接過程中,CO2在高溫條件下分解成CO與O2:

溫度達到2950℃以上時,CO2幾乎全部分解,液體金屬與氧氣直接接觸而產生兩種反應,即:與Fe發生的氧化反應:
由于鋼中不溶解CO氣體,并且這些氣體如果在熔池凝固前來不及逸出,就會在焊縫內部形成氣孔。在電弧高溫作用下熔滴中的CO氣體急劇膨脹,發生的劇烈氣體爆炸則會引起飛濺。
保護氣體中,隨著Ar含量的增加,粘附在產品上的飛濺顆粒數量即焊接飛濺量會逐步減少,焊接工藝穩定性則會逐步提高,用純Ar或富Ar混合氣體作保護氣體時,因焊接電弧電場強度較低,從而有利于電弧擴張,產生跳弧現象,使得焊絲端頭成為鉛筆尖狀、電弧成為錐狀而形成射流過渡的特點。
在Ar+CO2混合氣體保護中,在CO2含量較少的情況下,盡管電場強度、跳弧電流增大了,但仍可保持射流過渡的狀態;在CO2或CO2含量較高的混合氣體保護時,由于分解CO2時需要吸收大量的熱,對電弧產生強烈的制冷作用,使電弧電場強度增加,則電弧難以膨脹,從而引起弧柱的縮緊,電弧力集中作用在熔池底部的某處表面上,對熔滴產生猛烈排斥作用,故而富Ar混合氣體作為保護氣體時,能有效地減少飛濺率[3]。
保護氣體為不同比例的Ar+CO2混合氣體時,氣體對飛濺率的影響關系如圖1。可見,當Ar含量超過80%以上時,飛濺率大大降低。
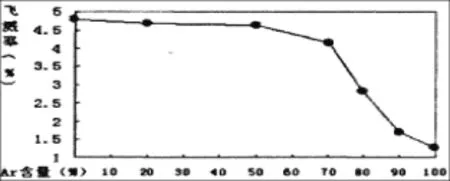
圖1 氣體混合比對飛濺率的影響Fig.1 Effect of gas mixing ratio on the splash rate
相關壓力容器生產企業對不同保護氣體的焊接進行了飛濺情況對比試驗:
試板材質:Q245R保護氣體:CO2,80%Ar+20%CO2焊材型號、規格:ER50-6、Ф1.2焊接電源:直流反接焊接工藝參數見表1

表1 焊接工藝參數Table 1 Parameters of welding technology
試驗結果如圖2,通過外觀判斷焊接后工件飛濺狀況。

圖2 不同保護氣體飛濺情況Fig.2 Splash situation of different protective gas
試驗表明,MAG(80%Ar+20%CO2)焊接同CO2保護焊相比,飛濺顆粒數量及顆粒大小顯著減少,焊縫外觀更加平滑、美觀,如表2:

表2 混合氣體對飛濺的影響Table 2 Effect of mixed gas on spatter
2.2 保護氣體與焊縫成形的關系
CO2在常溫下穩定,但在高溫條件下活躍,在電弧高溫作用下易分解成CO和O2,即:

分解出來的原子狀態的氧,氧化作用強烈,在電弧區大約有35%~55%的CO2發生分解,即在電弧氣氛中,同時有O、CO和CO2的存在。而原子狀態的氧在液態熔滴和焊接熔池表面與熔化金屬發生如下的氧化反應,

在上述反應產物中,MnO和SiO2浮于熔池表面成為熔渣,FeO則熔進熔池繼續和其他元素反應。
從氧化性分析,Ar+CO2混合氣體作為保護氣體比純CO2的要低很多,因此,采用純CO2保護氣焊接時Si、Mn等元素會大量氧化損失,損失率大約在30%以上,而采用Ar+CO2混合氣體保護焊,由于CO2含量減少,冶金反應減少,焊絲中的元素損失量也會大大減少;Ar+CO2混合氣體中氧占的百分含量減少,自然焊縫表面的氧化生成物量也會大幅度減少,焊縫外觀當然比純CO2作為保護氣體焊接的平滑了;在使用純Ar保護條件下,因其是惰性氣體無冶金反應,氣體全部溶入熔池,并且S、P等有害元素形不成熔渣,故而焊道成形不佳,焊縫表面較粗糙。當加入CO2百分比達到15%后,焊縫表面粗糙程度顯著降低,焊縫表面粗糙度達到最低時Ar與CO2的配比為80:20,當繼續提高CO2的含量時,焊縫外觀又會變得粗糙,也就是說在焊接表面成形上方面Ar+CO2混合氣體保護焊比純二氧化碳氣體保護焊的要好很多。
2.3 保護氣體與焊縫力學性能的關系
純氬作為保護氣體時,相等的電弧長度,其電弧電壓較低,產生的熱量較少,電弧穩定性好,在焊接薄板時,不會發生燒穿現象。但如果焊接板厚超過6 mm時,由于熔透能力差,易發生未熔透現象,從而降低焊縫的力學性能,同時,由于氬氣沒有氧化性,焊接過程中不能去除焊縫在冶金過程產生的氫,存在氫脆傾向,降低沖擊韌性。
CO2氣體保護焊是利用CO2氣流的壓縮作用,使電弧的熱量集中,電弧穿透能力強,焊絲熔化速度快,熔深大,適用于熔滴短路過渡,熱影響區小,熱變形小,生產效率高[4],適用于中厚板焊接。從冶金特性看,CO2對焊縫質量的影響有雙重性,具有有利有害兩方面的影響。CO2在高溫下分解成O2和CO,O2又會分解成氧原子。其中,CO在焊接條件下不會熔于金屬,也不與金屬發生作用,但原子狀態的氧使鐵及其他合金元素迅速氧化[5],生成FeO,MnO,SiO2,CO等。在快速凝固時,氣體和氧化物會有少量殘留在焊縫中,使焊縫金屬的強度、塑性和韌性明顯下降[6]。另一方面,由于氧原子的去氫作用,焊絲中Mn元素的脫硫作用,CO2氣體保護焊又能降低焊縫的氫脆和熱裂傾向。使產生裂紋的傾向減小,提高沖擊韌性和強度。
在焊接厚板超過6 mm的鋼板時,如果保護氣體是Ar和CO2的混合氣體,這樣既能降低氬弧焊中熔滴的黏性和表面張力,提高熱敷率,增加熔深,又能減小單純CO2氣體保護焊接中的飛濺,保留去氫脆、去硫脆的傾向,提高焊縫的力學性能。以下是對不同比例的保護氣體做了拉伸試樣和沖擊試樣,對焊縫外觀和內在質量也作了比較。
拉伸試驗是指在靜拉伸力作用下,對試樣進行軸向拉伸,直到拉斷。根據拉伸試驗繪制出應力-應變曲線,從而計算出強度和塑性的性能指標[7]。
試樣材料:45鋼,Φ12 mm,焊后進行再結晶退火(570℃,保溫2 h),然后車、磨到尺寸Φ(10±0.07) mm。
焊接工藝參數:
在Ar100%,Ar90%+CO210%,Ar80%+CO220%,Ar70%+CO230%,CO2100%保護氣體下焊接,分別焊接5件,焊絲型號為ER50-6,Φ12 mm,直流反接,電弧電壓為20~22 V,焊接電流為110~140 A。
試驗結果如下:Ar100%保護的焊接情況最差,有3個試樣沒焊透,另2個有明顯的小裂紋;Ar90%+ CO210%保護的焊接情況也較差,有2個試樣沒焊透,有1個試樣有小裂紋;CO2100%保護的焊縫晶粒細,焊透性好,有2件有明顯的氣孔。Ar80%+CO220%,Ar70%+CO230%混合氣體保護的焊接接頭斷口晶粒較細,焊透性好,力學性能最好。
沖擊試驗,金屬材料的沖擊韌度是通過沖擊試驗來測定的,試驗時將試樣安放在試驗機的機架上,使試樣的缺口位于兩支架中間,并背向擺錘的沖擊方向[8]。
在Ar100%,Ar90%+CO210%這兩種焊接,均存在沒焊透或有裂紋現象,沖擊韌性很差;CO2100%保護焊,焊縫晶粒細小,但有小裂紋,沖擊韌性較差,Ar70%+CO230%保護焊的5個試樣中的1件出現焊接問題,沒有焊透,只有Ar80%+CO220%混合氣體保護焊下的斷口和沖擊韌性值都很優良。
試驗證明,力學性能要求不高時,可以使用CO2氣體保護焊。因為高氧化性的CO2保護焊會使焊接接頭力學性能降低。對于力學性能,特別是沖擊韌性要求高時.用Ar80%+CO220%的混合氣體保護焊效果最好。
3 小型壓力容器MAG焊試驗
3.1 試驗條件
對于直徑小于1000 mm,壁厚小于20 mm,長度小于3000 mm的小型罐體,過去一直采用焊條電弧焊或TIG打底,CO2填充和蓋面。由于焊條電弧焊受焊工技術的影響太大,很難實現單面焊雙面成形;TIG打底可以實現單面焊雙面成形,但其效率太低。現改為陶瓷襯墊MAG單面焊雙面成形。罐體如圖3,坡口示意圖4。
所選焊機:NBK-350;焊絲型號及規格:ER50-6,Φ1.2 mm;極性:直流反接;保護氣體:Ar80%+CO220%;罐體尺寸:Φ800 mm×16 mm;材質:Q245R;坡口:V型坡口,坡口角度60°士2.5°,根部間隙2~3 mm,鈍邊1~2 mm。

圖3 小型罐體Fig.3Asmall tank

圖4 坡口示意圖Fig.4 Schematic diagram of groove
本罐體直徑800 mm,總長2400 mm,壁厚16 mm,根據以上章節理論分析,擬采用陶瓷襯墊MAG單面焊雙面成型,焊接工藝參數如下:

表3 焊接工藝參數Table 3 Welding process parameters
3.2 工藝評定
焊接結構生產中工藝方法、結構材料、結構形式只要有變化,實際生產前都得進行有針對性的工藝評定,本課題是焊接工藝方法進行了改進,所以需要工藝評定。
試件制備:
鋼板規格:600 mm×150 mm×16 mm
材質:Q245 R
數量:2件
焊縫坡口形式:V型60°對接坡口,鈍邊2 mm
組對間隙2~3 mm
陶瓷襯墊:δ=6 mm
襯墊規格:600 mm×50 mm
試件如圖5。
焊接工藝參數如表4所示:

圖5 試件Fig.5 Test piece

表4 焊接工藝參數Table 4 Welding process parameters
3.3 焊接檢驗
壓力容器焊接檢驗包括外觀、無損檢測、力學性能試驗三個部分。外觀:主要檢查表面裂紋、單面焊根部未焊透、表面氣孔、單面焊根部未熔合、弧坑、單面焊根部凹陷、咬邊、焊腳、焊縫余高、焊腳差等;力學性能:是針對產品焊接試件,要進行的拉伸、彎曲、沖擊韌性試驗;無損檢測:根據設計要求,進行規定比例的射線、超聲、磁粉、滲透等檢測。對于本試驗,在外觀檢測合格的前提下進行了力學性能試驗和無損檢測的射線檢測。
3.3.1 力學性能試驗力學性能試驗屬于破壞性檢驗,主要用來測定焊接接頭的強度、塑性、韌性和硬度等力學性能。按NB/T47014-2011承壓設備工藝評定要求制作拉伸試樣2個,橫向側彎試樣4個,沖擊試樣2組(焊縫和熱影響區)檢測結果如表5。

表5 力學性能試驗Table 5 Mechanical property test
經檢驗,各項結果均符合要求,滿足焊縫所需各項性能要求。
3.3.2 射線檢測射線檢測從名稱來看就是利用射線檢測焊縫質量的一種檢測方法。它是利用射線對物質的穿透能力以及射線在穿透物質過程中發生的衰減規律來發現物質內部缺陷的一種無損檢測方法。按JB/T4730進行了射線檢測,無裂紋,合格。如圖6。

圖6 焊縫Fig.6 The welding seam
焊接質量檢驗室保證焊接產品質量優良、防止廢品出廠的重要措施。通過檢驗可以發現制造過程中發生的質量問題,找出原因,消除缺陷,使新產品或新工藝得到應用,質量得到保證。
3.4 小型壓力容器陶瓷襯墊MAG單面焊雙面成形結果分析
由此,按照以上工藝對Φ800 mm×16 mm,材質Q245R的罐體進行了陶瓷襯墊MAG焊。經過探傷檢測,焊縫質量完全符合國家標準。由于MAG焊的線能量小,使得焊縫金屬組織晶粒細化,提高了焊縫的韌性;同時由于焊接線能量小,焊接接頭高溫停留時間短,熱影響區晶粒細小,使熱影響區的韌性也得到了改善;采用MAG焊焊縫表面光滑過渡,焊縫成形好,提高了焊縫的外觀質量,從而減少了產品焊接時由于焊縫形狀而產生的缺陷;MAG焊由于采用的是小顆粒過渡形式,明顯減少了飛濺現象,不僅工件表面美觀減少了清理時間,而且焊接場地的衛生狀況及工人的工作環境也得到了改善。
在此基礎上,廠家又進行了共計50余件小型壓力容器陶瓷襯墊MAG焊,檢測結果如下:焊縫外形寬窄一致、余高均勻、過渡平滑,無咬邊、未焊透、裂紋等焊接缺陷。所有零件全部通過了X射線探傷檢驗,檢驗合格。
實際應用表明:首批試制的高壓容器的焊接質量符合設計要求,工藝方案完全適合于小型、中薄壁、細直徑高壓容器的焊接加工。現已進行了多個批次的焊接生產,焊縫質量穩定,滿足了設計要求。
4 結論
本文通過理論分析,結合現場試驗,利用混合氣體作為保護氣體在小型壓力容器實際生產中,采用陶瓷襯墊MAG焊替代原來的CO2氣體保護焊,得出了單面焊雙面成形的工藝參數,總結了相關注意事項,經過工藝評定,陶瓷襯墊MAG單面焊雙面成形工藝應用于小型壓力容器的拼焊,生產效率高、焊接質量穩定、焊接成本低和適用性強,該工藝方法在某些中型及大型企業生產小尺寸薄壁壓力容器方面已有應用,本文為小型壓力容器焊接技術改進提供了技術保證。
[1]葉琦.焊接技術[M].北京:化學工業出版社,2011:135
[2]陳裕川.焊工手冊[M].第2版.北京:機械工業出版社,2007:576
[3]嚴小生,區智明,丁江平,等.降低CO2氣體保護焊飛濺的研究[J].焊接,2005(5):13-14
[4]邱葭菲.焊接方法與設備[M].北京:化學工業出版社,2010:78
[5]高衛明.焊接工藝[M].北京:北京航空航天大學出版社,2011:86
[6]鄒增大.焊接手冊第2卷[M].第3版.北京:機械工業出版社,2007:48
[7]司衛華,王學武.金屬材料與熱處理[M].北京:化學工業出版社,2011:3
[8]李煒新.金屬材料與熱處理[M].北京:機械工業出版社,2012:10
Study on Double-sided Molding of Small Pressure Vessel Welded with One-sided MAG
JI Yu-yuan
Tangshan Industry Polytechnic College,Tangshan 063000,China
This paper analysed the relationship between the shielding gas in welding process stability,formation of weld,the weld mechanical properties for welding conditions in the small pressure vessel industry at present to provide a reliable technical guarantee about welding process of one-side welding with back formation for the small pressure vessel.Ceramic liner MAG welding technology applies to small pressure vessel to be better than that of CO2gas shielded arc welding.It is worthy of popularization and application.
Small pressurevessel;ceramic liner;MAG welding
TG406
A
1000-2324(2015)03-0412-06
2014-11-10
2014-11-30
姬玉媛(1973-),女,漢族,河北省樂亭縣,副教授,工程碩士,研究方向:材料工程、機械工程等.E-mail:bangongshi1155@163.com
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
