在經濟型數控車床上進行雙“∞”字油槽的加工
2015-11-30 08:20:14沈上歷
裝備制造技術 2015年11期
關鍵詞:數控車床
沈上歷,廖 青
(廣州白云工商高級技工學校,廣東 廣州510450)
隨著對機械結構功能要求的不斷提高,對一些零件的結構也提出了很高的要求,軸套內表面油槽的形狀就是其中的一個代表。為了能更好的起到潤滑的效果,油槽做成“∞”字型回路,這種油槽回路廣泛應用在機械傳動的潤滑當中。我校辦工廠汽修車間新引進的輪式裝載機工作裝置中應用了許多軸套,其內表面有雙向“∞”字形油槽,如圖1所示,油槽的展開圖如圖2所示。
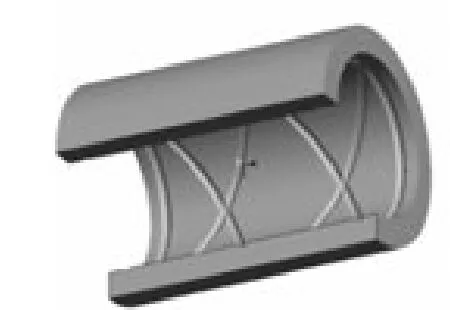
圖1 軸套雙向“∞”字形油槽

圖2 油槽的展開圖
1 雙“∞”油槽的加工的難點
圖1所示雙“∞”字油槽的加工,其特點是在不損壞密封槽的情況下,進行大螺距左、右旋雙向螺紋的切削。
使用普通車銑床加工此類產品,不僅加工精度低、勞動強度大,而且需要設計掛輪以及分度盤的計算,對機床操作人員的技術水平要求極高,同時此類產品,尺寸一般都比較短小,油槽要求的導程又大,技術工人操作時稍有不慎就會損壞密封槽,造成廢品。
使用加工中心或數控銑床加工此類產品,需要設計專用的彈性刀具及工裝夾具,同時要求編程及操作人員處理,從同一位置進退刀進行分層多次循環切削的技術難點,造成了進退刀節點計算及程序編制的困難,而且設備昻貴,增加了加工成本。
為了提高該種油槽的加工質量和效率,降低制造難度和成本,筆者在實際工作中總結了一種簡單快捷的加工方法—兩軸借螺距的方法,在經濟型數控車床上來實現雙“∞”油槽的加工,下面以廣州數控GSK980T車床數控系統為例做具體闡述。
2 經濟型數控車床加工雙“∞”字油槽的原理分析
GSK980T車床數控系統是廣州數控設備有限公司開發研制的普及型、經濟型數控系統,該系統的性價比較高,在珠三角地區機械制造企業中應用比較廣泛。
2.1 經濟型數控車床螺紋切削指令
在目前的經濟型數控車床中,螺紋切削一般有兩種加工方法:G32直進式切削方法和G76斜進式切削方法,兩種加工方法的編程指令如下:
(1)等距螺紋切削指令:G32 X(U)__Z(W)__F__;
其中X、Z是指螺紋終點坐標值,U、W是指切削終點相對起點的增量值,F是指螺紋導程。G32螺紋切削背吃刀量分配方式一般為常量值,由編程人員編程給出,采用雙刃直進式切削方法,不能自動返回到螺紋切削起點,需要程序指令指定退刀[1]。
(2)多重螺紋切削循環指令:
G76 P(m)(r)(a)Q(Δdmin)R(d);
G76 X(U)Z(W)R(i)P(k)Q(Δd)F(l);
其中m為精加工重復次數;r為倒角寬度;a為刀尖角度;Δdmin為最小背吃刀量,當每次背吃刀量小于Δdmin時,背吃刀量限制在這個值上;d為精加工留量;i為螺紋部分的半徑差;k為螺紋牙高;Δd為第一次切削的背吃刀量;1為螺紋螺距。G76編程背吃刀量分配方式一般為遞減式,其切削為單刃切削,背吃刀量由控制系統自動計算給出[1]。
2.2 等距螺紋切削指令G32的特點
由于經濟型數控車床中并沒有多頭螺紋的切削指令,即不能夠自動分度,因此像雙“∞”油槽的加工就不能直接調用指令進行加工,但GSK980T車床數控系統等距螺紋的切削指令G32具有以下特點:當前程序段為螺紋切削,下一程序段也為螺紋切削,在下一程序段切削開始時不檢測主軸位置編碼器的一轉信號,直接開始螺紋加工,此功能可實現連續螺紋加工[2]。程序段解析如下:
N30 G32 Z__F__;(等導程螺紋切削運動)
N40 G32 X__F__;(在此程序段的前面,不檢測一轉信號)
N50 G32 Z__F__;(此程序段也是螺紋切削)
N60 G32 X__F__;(在此程序段前,也不檢測一轉信號,即可以加工連續螺紋,)
2.3 雙“∞”字油槽工件形成的過程
雙“∞”字油槽工件的形成,如同螺紋的形成,工件旋轉一周,刀具移動一個導程的距離,工件繼續旋轉,刀具繼續移動,這樣就可以車出連續的油槽,若工件旋轉兩周,刀具作一次往復螺紋切削運動,這樣就可以車出“∞”字油槽,且起點和終點重合。
當第二次螺紋切削進刀時,工件正好從旋轉180o后的位置切進,刀具再作一次往復螺紋切削運動,這樣就可以車出雙“∞”字油槽。因此,根據切削螺紋時工件旋轉角度與導程的關系,我們只要在第二次進刀之前,都采用螺紋指令空切運行,并且空切移動1/2導程,就能自動的、準確的從180°位置切入,這樣就實現了在經濟型數控車床上加工雙“∞”字油槽工件。
2.4 導程與分度的關系
對于雙線螺紋,分度為180°,螺紋切削第二次進刀時只要空切移動1/2P(P表示導程),即一個螺距;對于三線螺紋,分度為120°,第二次進刀時只要空切移動1/3P,即一個螺距,第三次進刀時只要空切移動2/3P,即兩個螺距……,依次類推,只要在下一次螺紋切削進刀前,采用螺紋切削空走螺距的整數倍(即所謂的借螺距),就能實現自動分度,從而實現在不損壞密封槽的情況下,進行雙“∞”字油槽的切削。
筆者在GSK980T經濟型數控車床的上完成了雙“∞”字油槽的加工,實踐證明了,使用兩軸借螺距的方法來實現雙“∞”字油槽的加工,也不失為一種解決問題的方法。下面以圖3為例,來具體闡述該方法的使用。

圖3 雙“∞”字油槽產品效果及零件圖
3 雙“∞”字油槽的編程與加工
以圖3產品為例。對該外圓的雙“∞”字油槽工件進行編程與加工。該工件是一個典型的雙“∞”字油槽工件,導程為56 mm,螺距為28 mm,牙型為圓弧形,槽深為2 mm.加工程序及說明如下:
主程序:
O1111;
N10 T0303;(使用3mm的圓弧螺紋刀)
N20 G99 S1 M3;(38r/min)
N30 G00 X40 Z50;(螺紋起始點)
N40 M98 P202222;(調用雙“∞”字油槽加工子程序20次)
N50 G00 X100 Z100;(返回換刀點)
N60 M05;(停止主軸)
N70 M30;(程序結束)
子程序:
O2222;
N80 G0 U-0.1;(螺紋加工每次背吃刀量0.1mm,調用20次,油槽深度為2 mm)
N90 G32 Z-4 F56;(導入段,此處必須螺紋切入,不然就損壞了密封槽了)
N100G32U-4;(X方向螺紋進刀至油槽起始位置)
N110 G32 Z-60;(檢測主軸位置編碼器的一轉信號,并0°切進完成Z方向第一條右旋螺紋切削)
N120 G32 Z-4;(以下程序開始不檢測主軸位置編碼器的一轉信號,連續完成Z方向第一條左旋螺紋切削)
N130 G32 U4;
N140 G32 Z8;(N130N140程序段螺紋空切退出,X、Z 兩軸和借了 1/4P,實現 90°分度)
N150 G32 Z-4;
N160 G32 U-4;(N150N160程序段再次螺紋空切退出,此處X、Z兩軸也和借了1/4P,實現了180°分度;至此,兩軸一起合借了1/2P,即一個螺距;雙向“∞”字油槽分度成功,且進、退刀都不會損壞密封槽)
N170 G32 Z-60;(180°切進,并完成 Z 方向第二條右旋螺紋切削)
N180 G32 Z-4;(連續完成Z方向第二條左旋螺紋切削)
N190 G32 U4;(螺紋空切退出)
N200 G00 Z50;(返回起始點)
N210 M99;(返回主程序)
以上所述是雙“∞”字油槽的加工,此方法對于其他的多頭螺紋加工也適用,前提是借到正確的螺距,在加工內槽時注意X方向不能借太大距離(避免刀背與內壁發生干涉),可采用X軸借少,而Z軸借多的原則,只要保證兩軸合借到能正確分度所需要的螺距即可。
同時,在應用時還需要注意以下幾點:
(1)G32直進式切削方法,由于兩側刃同時工作,因此兩側刃磨損較大。加工時應充分澆注冷卻液。
(2)根據不同的要求合理選擇刀具寬度;
(3)根據不同情況正確設定切削起始點、終止點的位置;
(4)由于大螺距螺紋的螺紋升角較大,且兩側忍同時工作,所以刀具兩側切削刃的刃磨后角等于工作后角加上最大螺紋升角 ψ,即 ao=(3°~5°)+ ψ,但同時又要保證刀具的剛性[3]。
4 結束語
本文根據經濟型數控車床可以加工連續螺紋的特點,以及螺紋導程與分度之間的關系,引伸出一種兩軸借螺距的加工方法,加工雙“∞”字油槽工件,且適用于其他多頭螺紋,解決了經濟型數控車床不能自動分度加工多頭螺紋的缺點,并且通過此方法加工出來的零件均能滿足使用要求,從而證明此方法的可行性。但該方法存在的缺點是加工大螺距油槽,由于螺紋升角較大,對刀具的形狀和剛性是一個很大的考驗。
[1]楊 琳.數控車床加工工藝與編程[M].北京:中國勞動社會保障出版社,2006:86-116.
[2]廣州數控設備有限公司.GSK980TD車床CNC使用手冊[Z].廣州:2007.
[3]王公安.車工工藝學[M].第四版北京:中國勞動社會保障出版社,2009:91-97.
猜你喜歡
裝備制造技術(2020年4期)2020-12-25 05:26:22
制造技術與機床(2019年12期)2020-01-06 03:17:48
制造技術與機床(2017年6期)2018-01-19 02:41:24
制造技術與機床(2017年4期)2017-06-22 11:18:05
制造技術與機床(2017年2期)2017-05-04 04:17:34
現代工業經濟和信息化(2016年12期)2016-05-17 05:37:48
制造技術與機床(2015年10期)2015-04-09 07:06:08
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
組合機床與自動化加工技術(2014年9期)2014-03-01 02:21:42