中職學校數控軸類零件加工工藝設計
2015-11-30 08:20:16謝青云
裝備制造技術 2015年11期
關鍵詞:數控車床
謝青云
(肇慶市工業貿易學校,廣東 肇慶526060)
我校機械類學生都要學習數控車床操作技術。在講授數控知識的同時,必須要求學生掌握基本的機械加工工藝,增強系統意識,理解手動操作與自動操作之間的聯系,真正把學生培養成為適應各種工作環境和崗位的多面手。數控車工基礎工藝理論及技能有機融合,包括夾具的使用、量具的識讀和使用、刃具的刃磨及使用、基準定位等,分類敘述了車床操作、數控車床自動編程仿真操作、數控車床編程與操作的初、中級內容。以機械加工中車工工藝學與數控車床技能訓練密切結合為主線,常用量具識讀及工件測量、刀具及安裝、工件定位與安裝、金屬切削過程及精加工,較清晰地展示了數控車工必須掌握的知識和技能的訓練途徑。對涉及與數控專業相關的基礎知識、專業計算,都進行了有針對性的論述,目的在于塑造理論充實、技能扎實的專業技能型人才。
本文結合數控加工的特點,并對軸類零件進行了詳細的分析和講解,制訂了工藝方案,選擇了機床和刀具,最后進行了程序的編寫,最終形成可以指導生產的工藝文件。合理的選用加工方式、可使得零件的加工在保證零件精度的情況下,提高加工效率。最終形成的工藝文件要完整,并能指導實際生產。
1 典型軸類零件分析
1.1 零件圖

圖1 典型軸類零件圖
1.2 零件圖分析
該零件表面由圓柱、順圓弧、逆圓弧、圓錐、槽、螺紋等表面組成。尺寸標注完整,選用毛坯為45#鋼,Φ55mm×150mm,無熱處理和硬度要求。
1.3 確定加工方法
圖1上幾個精度要求較高的尺寸,因其公差值較小,所以編程時沒有取平均值,而取其基本尺寸。在輪廓線上,有個錐度10度坐標P1、和一處圓弧切點P2,在編程時要求出其坐標,P1(45.29,75)P2(35,56.46)。
通過以上數據分析,考慮加工的效率和加工的經濟性,最理想的加工方式為車削,考慮該零件為大批量加工,故加工設備采用數控車床。根據加工零件的外形和材料等條件,選用CJK6032數控機床。
1.4 確定加工方案
零件上比較精密表面的加工,常常是通過粗加工、半精加工和精加工逐步達到的。對這些表面僅僅根據質量要求選擇相應的最終加工方法是不夠的,還應正確地確定從毛坯到最終成形的加工方案。
毛坯先夾持左端,車右端輪廓113 mm處,右端加工Φ39 mm、SΦ42 mm、R9 mm、Φ35 mm、錐度為10度的外圓,Φ52 mm.調頭裝夾已加工Φ52 mm外圓,左端加工Φ25 mm×33 mm、切退刀槽、加工螺紋M25mm×1.5 mm.
該典型軸加工順序為:預備加工—車端面—粗車右端輪廓—精車右端輪廓—切槽—工件調頭—車端面—粗車左端輪廓—精車左端輪廓—切退刀槽—粗車螺紋—精車螺紋。
2 數控車床常用的裝夾方式
(1)在三爪自定心卡盤上裝夾。三爪自定心卡盤的三個卡爪是同步運動的,能自動定心,一般不需要找正。該卡盤裝夾工件方便、省時,但夾緊力小,適用于裝夾外形規則的中、小型工件。
(2)在兩頂尖之間裝夾。對于尺寸較大或加工工序較多的軸類工件,為了保證每次裝夾時的裝夾精度,可用兩頂尖裝夾。該裝夾方式適用于多序加工或精加工。
(3)用卡盤和頂尖裝夾。當車削質量較大的工件時要一段用卡盤夾住,另一段用后頂尖支撐。這種方式比較安全,能承受較大的切削力,安裝剛性好,軸向定位準確,應用較廣泛。
(4)用心軸裝夾。當裝夾面為螺紋時再做個與之配合的螺紋進行裝夾,叫心軸裝夾。這種方式比較安全,能承受較大的切削力,安裝剛性好,軸向定位準確。
裝夾方法:先用三爪自定心卡盤毛坯左端,加工右端達到工件精度要求;再工件調頭,用三爪自定心卡盤毛坯右端Φ52,再加工左端達到工件精度要求。
3 典型軸類零件加工工藝
(1)確定加工順序及進給路線
加工順序按粗到精、由近到遠(由右到左)的原則確定。工件右端加工:既先從右到左進行外輪廓粗車(留0.5mm余量精車),然后從右到左進行外輪廓精車,最后切槽;工件調頭,工件左端加工:粗加工外輪廓、精加工外輪廓,切退刀槽,最后螺紋粗加工、螺紋精加工。
(2)選擇刀具
1)車端面:選用硬質合金45度車刀,粗、精車用一把刀完成。
2)粗、精車外圓:(因為程序選用 G71循環所以粗、精車選用同一把刀)硬質合金90度放型車刀,Kr=90°,Kr'=60°;E=30°,(因為有圓弧輪廓)以防與工件輪廓發生干涉,如果有必要就用圖形來檢驗。
3)車槽:選用硬質合金車槽刀(刀長12 mm,刀寬3mm)
4)車螺紋:選用60°硬質合金外螺紋車刀.
(3)選擇切削用量如表1所示
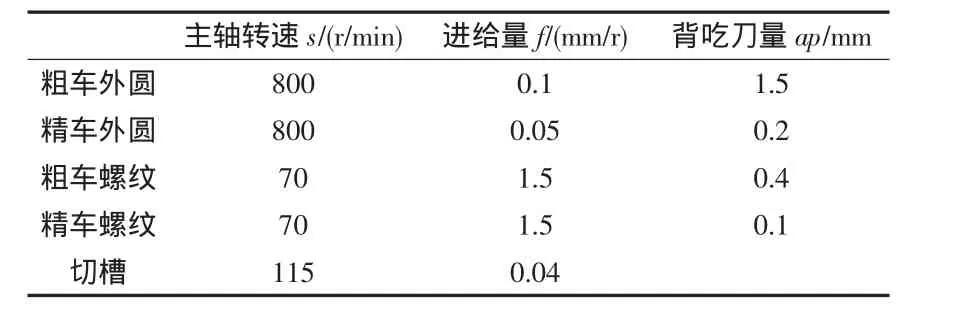
表1 切削用量選擇
為了螺紋容易配合,螺紋M25×1.5在車削大徑時,加工到直徑Φ24.7mm,總背吃刀量去0.65P=(0.65×1.5)mm=0.975mm.
4 手工編程
以工件右端加工為例的編程如下:
O1111;
M06 X200 Z100; 建立工件坐標系
T0202; 調用2號刀
M03 S800; 主軸以800r/min正轉
G00 X60 Z5; 到循環加工起點
G71 U.1.5 R1 P01 Q02 X0.2 Z0.08 F80;
粗加工循環
N01 G00 X39 Z2; 到精加工起點
G01 X39 Z0 F40; 精加工輪廓開始
G01 X39 Z0 C2 倒角C2
Z-26; 加工Φ39
G03 X35 Z-56.46 R24; 加工SΦ48圓弧
G02 X35 Z-70 R9; 加工R9圓弧
G01 Z-75; 加工Φ35
X45.29; 加工Φ35外徑左端面至斜線部分
X52 Z-94; 加工斜線部分
N02 Z-113; 精車循環結束
G00 X55 Z100; 到換刀點
M06 T0303 M03 S115 M08;
換3號切槽刀,打開切削液
G00 X55 Z2; 刀具起切的安全點
G00 X55 Z-89; 切槽切入點
G01 X39 F5; 切槽
G01 X55 F20; 切槽退刀
G01 Z-82; 切槽切入點
G01 X39 F5; 切槽
G01 X55 F20; 切槽退刀
G00 Z-18; 切槽切入點
G01 X35 F5; 切槽切入點
G01 X50 F20; 切槽退刀
G00 X55 Z100 M09; 回換刀點,關閉切削液
M05; 主軸停止
M30; 程序結束
5 結束語
在數控車削加工中經常遇到的軸類零件,我們采用含螺紋零件進行編程設計,在螺紋車削編程中要注意,數控車床主軸上必須安裝有脈沖編碼器測定主軸實際轉速,從而實現主軸轉一轉刀具進給一個螺紋導程的同步運動,從螺紋粗車到精車,主軸的轉速必須保持不變.該特殊軸零件結構,有螺紋、倒角、圓弧、槽等。該編程螺紋車削采用螺紋加工循環指令G76,用該指令編程可以不用寫那么多步程序,省去了很多編程時間。數控加工的基本編程方法是用點定位指令編寫接近或離開工件等空行程軌跡,要用插補指令編寫工件輪廓的切削進給軌跡。
[1]鄒新宇.數控編程[M].清華大學出版社,2006.
[2]陳子銀,徐鯤鵬.數控加工技術[M].北京理工大學出版社,2006.
[3]余英良.數控加工編程及操作[M].北京:高等教育出版社,2004.
猜你喜歡
裝備制造技術(2020年4期)2020-12-25 05:26:22
制造技術與機床(2019年12期)2020-01-06 03:17:48
制造技術與機床(2017年6期)2018-01-19 02:41:24
制造技術與機床(2017年4期)2017-06-22 11:18:05
制造技術與機床(2017年2期)2017-05-04 04:17:34
現代工業經濟和信息化(2016年12期)2016-05-17 05:37:48
制造技術與機床(2015年10期)2015-04-09 07:06:08
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
組合機床與自動化加工技術(2014年9期)2014-03-01 02:21:42