臥式鏜床調(diào)頭鏜孔保證同軸度的技巧
2015-12-06 09:13:31中車株洲電力機(jī)車有限公司技師協(xié)會(huì)湖南412001楊和仲
金屬加工(冷加工) 2015年24期
■ 中車株洲電力機(jī)車有限公司技師協(xié)會(huì) (湖南 412001) 楊和仲
臥式鏜床調(diào)頭鏜孔保證同軸度的技巧
■ 中車株洲電力機(jī)車有限公司技師協(xié)會(huì) (湖南 412001) 楊和仲
在軸箱體零件的單件小批量生產(chǎn)中,經(jīng)常碰到同軸孔系跨距較大的零件。在臥式鏜床上利用工作臺(tái)回轉(zhuǎn)180°調(diào)頭鏜削跨距較大的孔時(shí),因尺寸過(guò)大,加之工作臺(tái)轉(zhuǎn)角角度誤差,故同軸的兩端孔同軸度誤差過(guò)大,達(dá)不到圖樣設(shè)計(jì)要求,從而出現(xiàn)廢品,給生產(chǎn)帶來(lái)?yè)p失。同時(shí)生產(chǎn)實(shí)踐中常用的調(diào)頭鏜方法也存在一些缺點(diǎn),針對(duì)這些問(wèn)題,本文提出了一些新的解決方法。
長(zhǎng)、深孔鏜削是臥式鏜床加工最重要和最難加工的關(guān)鍵技術(shù)之一。多年來(lái),本單位在長(zhǎng)、深孔鏜削方面的傳統(tǒng)辦法如下。
(1)用鏜模鏜削長(zhǎng)、深孔:該種方法鏜削質(zhì)量比較可靠,它主要是鏜模已經(jīng)定好的孔徑,操作時(shí)只需校正鏜模即可。但是該方法只適應(yīng)大批量生產(chǎn),且鏜模生產(chǎn)成本較高。
(2)用導(dǎo)套鏜長(zhǎng)、深孔:該方法也能有效地保證長(zhǎng)、深孔的同軸度等質(zhì)量要求,但導(dǎo)套制造安裝難度較大。不適應(yīng)單件長(zhǎng)、深孔加工。
(3)采用臥鏜后立柱支承長(zhǎng)鏜桿:長(zhǎng)鏜桿是臥鏜的附件之一,能有效解決長(zhǎng)、深孔的鏜孔問(wèn)題,鏜削質(zhì)量可靠,但有時(shí)由于臺(tái)階孔孔徑尺寸差別較大,鏜桿直徑不適應(yīng),加之穿長(zhǎng)鏜桿有一定難度,此方法也用得較少。
(4)找正工件鏜削一端后,工作臺(tái)回轉(zhuǎn)180°鏜另一端孔:調(diào)頭鏜孔是長(zhǎng)、深孔鏜削的另一種形式,此方法比較簡(jiǎn)單,不需添置工夾具,特別適宜單件長(zhǎng)、深孔工件加工。但此操作方法如何保證長(zhǎng)、深孔調(diào)頭鏜削的同軸度精度是最主要的操作技術(shù),因此確保調(diào)頭鏜孔的同軸度精度這一課題值得探究。
1. 常用的調(diào)頭鏜孔加工方法
如圖1所示,零件在工作臺(tái)上裝夾完后,首先找正兩孔中心線劃線和d1孔基圓劃線,鏜削d1孔達(dá)到圖樣要求,然后松開工作臺(tái)回轉(zhuǎn)180°定位,伸長(zhǎng)主軸或加長(zhǎng)測(cè)量桿,利用百分表找d1孔基圓,鏜削d2孔達(dá)到圖樣要求。
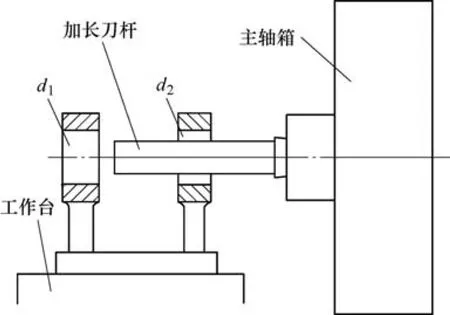
圖1 常規(guī)的調(diào)頭鏜法
該調(diào)頭鏜孔方法的優(yōu)缺點(diǎn)。優(yōu)點(diǎn):①方法簡(jiǎn)單,操作技術(shù)含量不高。②適應(yīng)于同軸度要求不高的零件加工。③調(diào)整輔助時(shí)間短,功效高。缺點(diǎn):兩次定位,由于工作臺(tái)回轉(zhuǎn)180°的角度誤差較大,不適合同軸度精度較高的孔加工。
2. 影響調(diào)頭鏜孔同軸度的因素
(1)機(jī)床的幾何誤差。按調(diào)頭鏜孔的要求提高機(jī)床本身的精度,需把銑鏜床精度表中的“機(jī)床方面影響調(diào)頭鏜孔同軸度的誤差表”所列每項(xiàng)都減小到允許誤差的程度。這里需要著重指出的是,目前我國(guó)各類包括ISO相應(yīng)的標(biāo)準(zhǔn)中所規(guī)定的精度檢項(xiàng),表中所列內(nèi)容的要求并不充分。比如工作臺(tái)傾斜所產(chǎn)生的傾角及在Y向的線值偏差,現(xiàn)行精度標(biāo)準(zhǔn)的檢項(xiàng)中皆未列入,而它們對(duì)調(diào)頭鏜孔的同軸度的影響很大,需分析計(jì)算或?qū)崪y(cè)差值,并規(guī)定出這些傾角及線值誤差允值,而不僅是按現(xiàn)行標(biāo)準(zhǔn),只要求工作臺(tái)臺(tái)面對(duì)主軸軸線的平行度符合技術(shù)要求就可以了。提高機(jī)床本身精度,對(duì)于普通臺(tái)式或刨臺(tái)式銑鏜床以及各類數(shù)控銑鏜床(含加工中心)來(lái)說(shuō),要求是不同的。在普通銑鏜床加工中有人的參與,對(duì)加工中的各種影響誤差,操作者有意無(wú)意地都在想方設(shè)法進(jìn)行調(diào)整,或采取廣義的補(bǔ)償手段加以限制和減小,而數(shù)控銑鏜床是在加工中排除了人工干預(yù),零件的加工精度完全靠機(jī)床等加工設(shè)備本身精度去保證。因此,對(duì)于同一個(gè)有固定同軸度要求的長(zhǎng)、深孔工件來(lái)說(shuō),要求數(shù)控銑鏜床的各項(xiàng)精度要更高一些。
(2)工件的定位夾緊誤差。當(dāng)在普通的臺(tái)式或刨臺(tái)式銑鏜床上實(shí)施調(diào)頭鏜孔,而孔的同軸度要求較高,機(jī)床本身精度明顯不能滿足要求時(shí),借助于各種輔具的高精度,來(lái)達(dá)到加工出高同軸度長(zhǎng)孔的目的,是行之有效的一種方法。借助輔具精度這一方法的實(shí)質(zhì)是利用機(jī)床的動(dòng)力和運(yùn)動(dòng),保證加工出零件所需的相應(yīng)廓形,這樣的“借精度”只能用在普通機(jī)床由人工操作完成的加工之中。不難看出,為確保調(diào)頭鏜孔的同軸度,最主要的是量具、檢測(cè)系統(tǒng)以及鏜成孔的標(biāo)示物等輔具的精度,只要這些器具的精度足夠,就能夠保證所加工工件的同軸度,所謂“借精度”的涵義就在于此。這些量具、標(biāo)示物,在車間常用的有:千分表、測(cè)量?jī)x、檢驗(yàn)套、檢驗(yàn)棒、導(dǎo)套、定位套及定位桿等。
(3)加工誤差。在臥式鏜床調(diào)頭鏜孔加工系統(tǒng)中,機(jī)床的幾何誤差、工件的裝夾和加工誤差是影響工件同軸度的主要因素,因此必須通過(guò)仔細(xì)調(diào)整,利用合理裝夾以及先進(jìn)的加工方法,才能保證零件的同軸度要求。
3. 改進(jìn)的調(diào)頭鏜孔加工方法
加工工藝。箱體類工件如圖2所示,先加工出工藝側(cè)基面“A”,使其與兩孔中心線平行。利用工件較長(zhǎng)的側(cè)基面“A”,在鏜削d1孔前調(diào)整裝夾工件,使工件側(cè)基面“A”與工作臺(tái)縱向移動(dòng)平行,平行度小于0.005mm/m,然后利用鏜床主軸外圓的辦法調(diào)整機(jī)床主軸中心與側(cè)基面“A”重合在一個(gè)基面上,工作臺(tái)橫向移動(dòng)L距離,鏜削d1孔,如圖3所示。
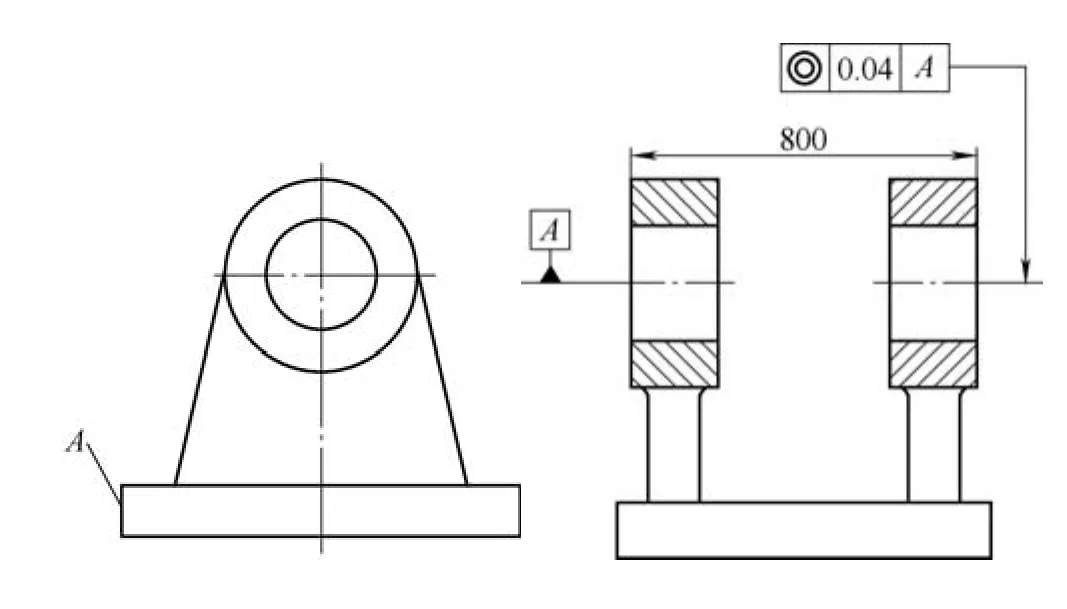
圖2 箱體類工件
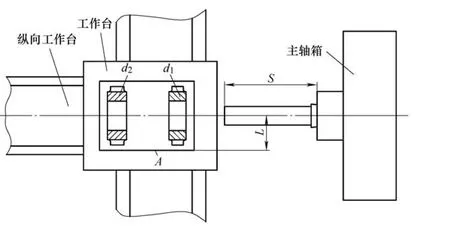
圖3 改進(jìn)后的調(diào)頭鏜孔方法
d1孔鏜削完后,工作臺(tái)回轉(zhuǎn)180°,校準(zhǔn)使工件側(cè)基面“A”與工作臺(tái)縱向移動(dòng)平行,平行度小于0.005mm/m,然后再利用鏜床主軸外圓的辦法使機(jī)床主軸中心與側(cè)基面“A”重合在一個(gè)基面上,工作臺(tái)橫向移動(dòng)距離L,鏜削d2孔。
如果工件上沒(méi)有較長(zhǎng)的側(cè)基面,可以在工件側(cè)面放一平尺作為工藝基準(zhǔn),在校好d1孔時(shí),再校準(zhǔn)平尺,側(cè)基面與d1孔軸線平行,使平尺側(cè)基面與工作臺(tái)縱向移動(dòng)平行,平行度小于0.005mm/m,調(diào)整機(jī)床主軸中心與平尺側(cè)基面重合在一個(gè)基面上,然后工作臺(tái)橫向移動(dòng)一個(gè)距離,鏜削d1孔,d1孔鏜完后,用同樣的調(diào)整方法校準(zhǔn)鏜削d2孔。
采取新的調(diào)頭鏜削加工工藝,消除了兩次工作臺(tái)回轉(zhuǎn)180°的角度定位誤差,同時(shí)還消除了工作臺(tái)縱向移動(dòng)誤差。
4. 改進(jìn)的加工方法實(shí)例
(1)分步加工工藝。如圖2所示,先按劃線找正兩孔中心線,精銑側(cè)基面“A”。
如圖3所示,工作臺(tái)定0°位,調(diào)整工件側(cè)基面“A”與工作臺(tái)縱向移動(dòng)平行,平行度小于0.005mm/m。調(diào)整機(jī)床主軸中心與側(cè)基面“A”重合,工作臺(tái)橫向移動(dòng)距離L,找正劃線基圓d1孔,并且固定或記下主軸箱標(biāo)尺高度值。精鏜d1孔達(dá)到圖樣要求,工作臺(tái)回轉(zhuǎn)180°,調(diào)整工件側(cè)基面“A”與工作臺(tái)縱向移動(dòng)平行,平行度小于0.005mm/m。使機(jī)床主軸中心與側(cè)基面“A”重合,工作臺(tái)橫向移動(dòng)距離L,保持主軸高度、刀桿S值及切削參數(shù)等不變,即可精鏜d2孔。
(2)改進(jìn)后的優(yōu)點(diǎn):①適應(yīng)于同軸度要求較高的箱體類零件的加工。②適應(yīng)于同軸孔系中跨距較大的孔。③適應(yīng)于中、小批量零件加工。④可以消除工藝系統(tǒng)的一些誤差。
(3)改進(jìn)后的缺點(diǎn):①輔助調(diào)整時(shí)間長(zhǎng)。②難適應(yīng)于大批量生產(chǎn)。③對(duì)操作技術(shù)要求較高。
5. 結(jié)語(yǔ)
在長(zhǎng)孔鏜削加工工藝中采取提高機(jī)床等加工設(shè)備的精度,借助于輔具的精度,采用誤差補(bǔ)償技術(shù)等措施,以確保調(diào)頭鏜孔的同軸度,從而保證加工質(zhì)量。通過(guò)以上兩種不同加工工藝分析得出:①同軸度要求不高的同軸孔系,可以采用常用調(diào)頭鏜孔的方法;同軸度要求高的及跨距較大的孔系,采用改進(jìn)后的調(diào)頭鏜孔方法。②改進(jìn)后的調(diào)頭鏜孔加工方法,適用于跨距大的同軸孔系和同軸度要求高的長(zhǎng)、深孔。③改進(jìn)后的調(diào)頭鏜孔加工方法,孔的同軸度質(zhì)量得到了保證,測(cè)量所用工具和檢具均為通用工具。
20150923)
