核電小口徑換熱管與管板的焊接技術
2015-12-11 00:34:10楊曾辰
電站輔機 2015年2期
關鍵詞:焊縫
吳 崢,楊曾辰
(上海電氣電站設備有限公司上海電站輔機廠,上海 200090)
0 概 述
目前,AP1000核電技術是美國核管理委員會唯一批準的“第三代”核電技術,也是當前全球核電市場中最安全、最先進的商業核電技術。AP1000最大的特點就是設計簡練,易于操作,而且充分利用了諸多“非能動的安全體系”,既提高了核電站的安全性,也顯著減少了核電機組的投資額,同時還能降低核電機組的運行成本。
AP1000核電機組中的余熱熱交換器,是采用管子管板連接形式的熱交換器,管箱、管板、殼體均由法蘭連接。殼側部件的主要材料為SA-516Gr.70鋼板,管板材料為SA-182F316L的不銹鋼鍛件,管箱材料為SA-533BCL.1鋼板,U型管(1199根)材料為SA-213TP304L不銹鋼管。由于管箱中的介質為設備冷卻劑,因此,管箱的內表面均有不銹鋼堆焊層。此外,凡是與介質相接觸的部件,都采用不銹鋼材料制成。
1 課題來源
我公司承接了首臺AP1000正常余熱排出熱交換器的訂單,眾所周知,在熱交換器的制造中,管子管板的焊接技術尤為重要。現針對核級熱交換器中小口徑管子管板的焊接要求,研制了填絲自動焊等設備,制定了比較成熟的焊接工藝,也適用于其它換熱器的管子管板焊接。
2 設備選型及試焊
AP1000正常余熱排出熱交換器中換熱管的規格為?19.05mm×1.24mm,由于換熱管的管壁較厚,且排列緊密,以往管子管板焊接常采用手工加絲鎢極氬弧焊。焊接時,由于管口直徑小且要填加焊絲,故對焊工的技能要求較高。采用手工焊接時,焊縫的成形不會很規則,焊后的管口還有縮口現象,且縮口量參差不齊,很多管口需校正后才能插入脹管器,不僅增加了工作量,還直接影響了下道脹管工序的加工質量。
經過多次設備選型、調研、改進和試焊工作,確定了光感中心定位小口徑管子與管板焊接專用設備,解決了以往靠導向芯棒中心定位帶來的焊接方面問題。通過大量試驗及試樣解剖后的情況分析,確定了合適的焊接工藝參數,并完成了焊接工藝評定。通過對產品試樣的焊接試驗,提高了管子管板的焊接質量,減少了管口的縮口量,縮短了產品制造周期,并降低了焊工的勞動強度。
3 具有定位顯示的自動焊機
3.1 設備組成及特點
管子管板焊接設備由脈沖焊接電源、臥式機架、攝像槍頭及其他配件(焊槍遙控器、攝像頭控制箱)等部分組成。設備的組成及結構名稱,如圖1所示。在這套焊接設備中,焊槍不需要有定位芯棒,利用光感定位后,焊槍圍繞虛擬圓心進行管子管板焊接,可選擇繞圓心焊或過圓心焊。通過設定焊槍頭的不同位置,完成特定口徑的管子管板焊接。

圖1 管子管板焊接設備
(1)焊接電源
電源設備的焊接電流為230A、輸入電壓為380V,內置式循環水冷,可輸出高分辨率直流脈沖電流,具有電流漸變及弧長跟蹤控制,恒速或脈動行走及送絲控制,并可預編分段焊接參數,最大可分區間為32個,可儲存100個焊接程序,并帶有程序防更改的加鎖功能。
(2)臥式機架
通過電動或手動調節機架上焊槍在X、Y、Z軸的位置。焊槍在X、Y軸上的有效行程為1 000mm×500mm;配置了電纜管、冷卻水管及保護氣管;在臥式機架底部,有4個可調節高度的螺栓。
(3)焊槍及攝像槍頭
自帶利用光感定位的可變焦(6~25)攝像頭,可焊接直徑10~30mm換熱管管口。焊槍的最小旋轉半徑為50mm,具有360°旋轉功能,帶有可旋轉的自動送絲機構。
(4)焊槍還配置了遙控器,可設定起弧點。在攝像頭的控制箱面板上,集成了焊槍及攝像頭的操作鍵盤。
3.2 攝像定位的原理
通過焊槍上的攝像頭捕捉到的圓形管孔形狀,在焦距正確的情況下,影像與CCD靶面上的圓形圖形相吻合,然后以CCD圓形的中心為半徑點,焊槍圍繞此虛擬圓心旋轉并進行焊接。攝像機與CCD靶面的相對位置,如圖2所示。模擬成像的過程,如圖3所示。

圖3 模擬成像的過程
根據初步試驗,基本掌握了攝像頭定位的特點,由于該設備的定位方式不同于傳統的管子管板焊機,傳統管子管板焊機是將芯棒插入管孔,以芯棒作為定位中心,焊槍圍繞芯棒旋轉并進行焊接,而新設備是用攝像頭捕捉并存儲管孔形狀的圓心,再圍繞虛擬圓心旋轉并進行焊接。焊槍可選擇繞圓心或過圓心的旋轉方式,焊槍的2種焊接形式,如圖4所示。在初步試驗中,采用過圓心和繞圓心的焊接方式,對2組試樣進行了焊接。焊后,對試樣進行了解剖,發現采用過圓心的焊接方式,焊縫根部的熔透情況很好,管口的縮口量也小。經分析,采用過圓心方式焊接時,由于焊接電弧吹向管板坡口,使管板坡口上的熔敷金屬較多,而采用繞圓心的焊接方式時,則熔敷金屬容易流入管口內側,造成管口的縮口量較大,特別是進行第二道填絲焊時,管口的縮口情況尤為明顯。因此,隨后的試樣焊接將采用過圓心的焊接方式。

圖4 焊槍的2種焊接形式
4 產品應用
在AP1000正常余熱排出熱交換器中,換熱管的材料采用SA-182F316L,管板材料為SA-213 TP304L。換熱管材料的化學成分,如表1所示。管板材料的化學成分,如表2所示。采用的焊接材料為:焊絲選用ER316L,直徑為0.8mm。焊絲的化學成分,如表3所示。管子管板的結構形式,如圖4所示。在管子管板焊接時,第一道熔化焊配合低弧壓,可使管板倒角處與管子之間的根部焊縫充分焊透,第二道配合相對較高的弧壓,可方便填絲焊并堆高焊縫高度,如圖5中詳圖所示。在選擇電流大小時,考慮到焊接熱輸入對接頭溫度的漸變影響,在園周上分3段(等分360度),將電流從高到低進行漸變。管子管板的焊接參數,如表4所示。

表1 換熱管材料的化學成分 (%)

表2 管板材料的化學成分 (%)
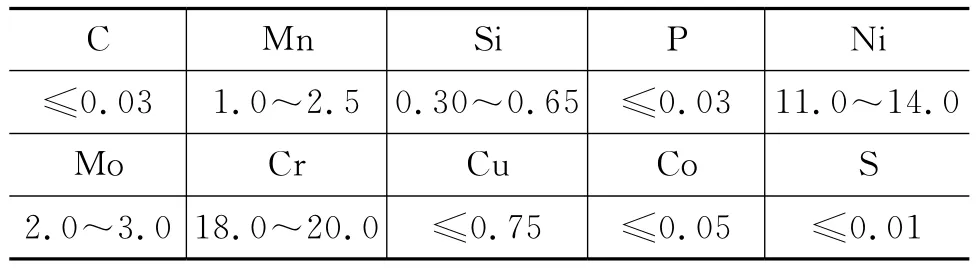
表3 焊絲的化學成分 (%)

圖5 管子管板的結構形式

表4 管子管板的焊接參數
選擇管子伸出管板的合理尺寸,設置正確的鎢極與管口的相對位置(起弧點設置),對接頭根部的焊透效果和控制縮口量尤為重要。管子伸出管板坡口根部0.3~0.8mm為最佳,若此數值≥1mm或≤0.2mm則可能導致未焊透或焊接高度不夠。
通過試驗發現,管子管板自動焊要優于手工鎢極氬弧焊。自動焊接的焊縫成形及焊接質量較穩定,管口的縮口量也得到了控制。而且,在排列緊密的核級熱交換管板上,能夠實現填絲自動焊焊接,不受焊工技能的限制。利用自動焊接,不僅可提高焊縫質量,還降低了焊工的勞動強度。自動焊的管口縮口量比手工鎢極氬弧焊的縮口量小,所以,在管子脹接前,無需對大多數管口進行校正,縮短了加工周期,提高了生產率。
5 結 語
經過前期試驗,并對模擬試件進行了焊接,掌握了?19.05mm×1.24mm管子與管板自動焊的操作特點,確定了焊接工藝參數。通過對焊接接頭的無損檢測和各項理化性能試驗,測試結果均能滿足AP1000正常余熱排出熱交換器技術規格書中的要求。這種焊接方式,在產品制造中得到了應用,產品也順利地通過了水壓試驗。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
