埋弧焊焊縫金屬沖擊性能的影響因素及改進
2015-12-11 00:34:10鐘斌成徐秋偉
電站輔機 2015年2期
關鍵詞:焊縫
鐘斌成,單 揚,徐秋偉
(1.上海交通大學,上海 200040;2.上海電氣電站設備有限公司電站輔機廠,上海 200090;3.華能南京金陵發電有限公司,江蘇 南京 210034)
0 概 述
近年來,中國核電工業的發展迅速,核能發電在國家能源結構上所占的比重也越來越高。由于核電行業的特殊性,控制核電設備的制造質量是重中之重。20HR-B是核電壓力容器常用的材料,該類材料拼接、焊縫性能,對壓力容器制造質量的影響是至關重要的,所以,要求拼接焊縫具有良好的拉伸、沖擊性能,均勻的化學成分和金相組織,不能有氣孔、夾渣、裂紋、未融合、未焊透等缺陷。若出現這些缺陷,則必須停工整修或者報廢。
1 焊接試驗與材料
某型核電設備采用了20HR-B材料,根據要求,需對埋弧焊的焊接見證件進行-20℃和0℃狀態下的沖擊試驗。試驗中,焊接見證件的沖擊值多次出現達不到要求的情況。為此,通過對材質和加工工藝的分析和研究,制定了相應的整改措施。通過多次對焊縫金屬沖擊不合格的埋弧焊焊絲和焊劑進行不同焊接工藝參數的試板焊接,并對試板焊縫金屬進行-20℃和0℃沖擊試驗,宏觀分析了試板焊道的組成,并對正反面最后焊道進行金相組織分析,查清了引起焊縫金屬沖擊不合格的原因。經過數月實踐和試驗參數的積累,探索了影響埋弧焊焊縫金屬沖擊性能的各項因素。
試驗采用的材料為20HR-B,試板規格為18 mm×300mm×(400~800)mm,V型坡口為65°,坡口鈍邊為6mm,焊接材料的牌號為H09MnHR焊絲和SJ18HR焊劑。
2 影響焊縫沖擊性能的因素
為找出焊縫金屬沖擊不合格的原因,采用因果圖繪制了焊縫沖擊性能及其影響因素之間的關系,如見圖1所示。分析了各影響因素的重要程度,最終確定產生不合格的原因并提出整改措施。
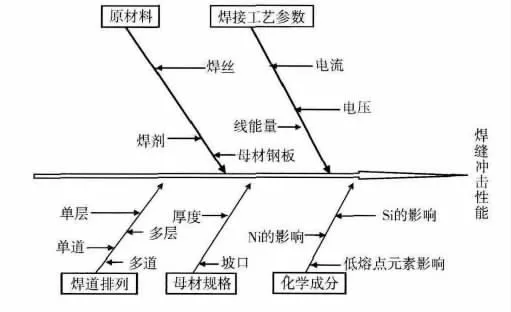
圖1 影響焊縫沖擊性能的因果圖
3 試驗過程及方法
對20HR-B試板進行焊接試驗,通過改變焊接工藝參數,先后焊接了15塊試板,進行了一系列化學成分、力學性能及金相試驗,最終通過圖片與數據的對比,獲知了埋弧焊焊縫金屬沖擊性能的影響因素。
3.1 原材料對沖擊性能的影響
批號為F09HC29和F09HC30的H09MnHR焊絲和SJ18HR焊劑,原材料驗收為合格。為了排除原材料性能對焊縫金屬沖擊性能的影響,再次對同批號焊絲和焊劑進行了入廠復驗試板的焊接,并做了焊態力學性能試驗,試驗結果見表1。試驗結果顯示,試板焊態力學性能試驗為合格,排除了原材料對焊縫金屬沖擊性能帶來的影響。
除了對原材料性能存在疑問,對焊絲和焊劑是否含有混料也有一定懷疑,因而對焊絲和試板進行了化學成分分析,分析檢驗的結果,如表2所示。從表2的檢驗結果可知,各盤焊絲及焊縫金屬的化學成分都在合格范圍內,且比較均勻,因此不存在焊絲、焊劑混料的情況。
3.2 焊接參數對沖擊性能的影響
焊接時線能量的大小,對焊縫性能的影響頗大。試驗時,先模擬了極端大線能量的情況,即通過大電流、高電壓、較慢速度的不同組合,以大于40kJ/cm的線能量進行試板焊接,試板編號為S1和S2,焊后對試板進行了沖擊試驗,數據見表3。試驗結果表明,S1試板不合格,S2試板雖然合格,但數據的裕量不大,且沖擊數值的波動幅度較大。

表1 焊縫金屬的力學性能

表2 對焊絲、焊縫金屬化學成分的分析結果
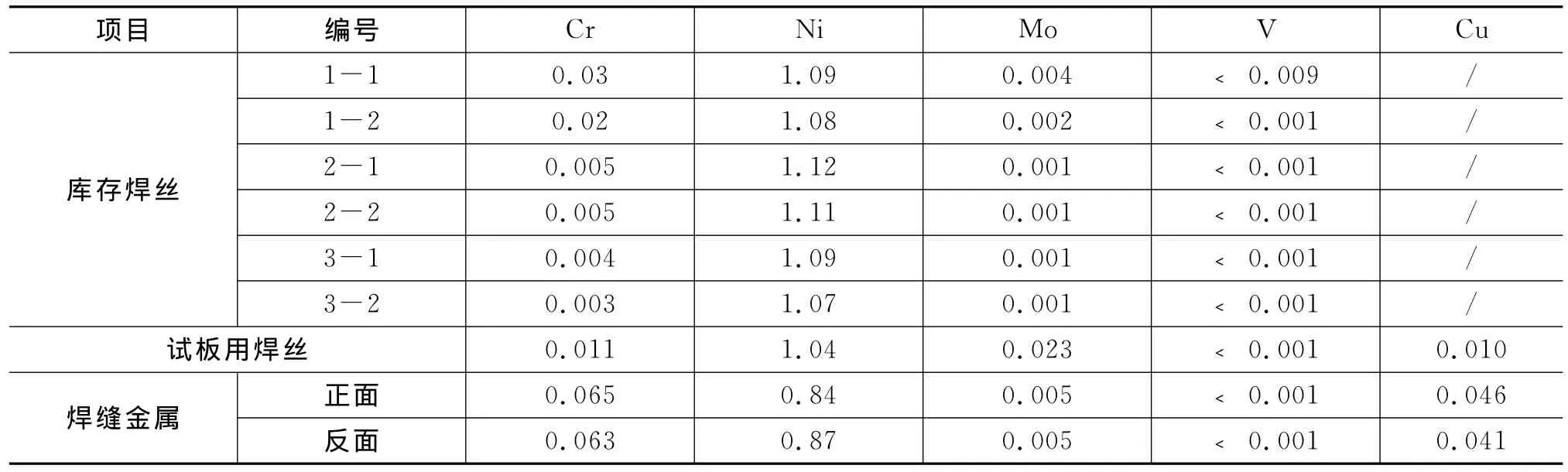
?項目 編號 Cr Ni Mo V Cu庫存焊絲1-1 0.03 1.09 0.004 ﹤0.009 /1-2 0.02 1.08 0.002 ﹤0.001 /2-1 0.005 1.12 0.001 ﹤0.001 /2-2 0.005 1.11 0.001 ﹤0.001 /3-1 0.004 1.09 0.001 ﹤0.001 /3-2 0.003 1.07 0.001 ﹤0.001 /試板用焊絲 0.011 1.04 0.023 ﹤0.001 0.010焊縫金屬 正面 0.065 0.84 0.005 ﹤0.001 0.046反面 0.063 0.87 0.005 ﹤0.001 0.041

表3 極端大線能量焊接試板S1、S2沖擊數值
隨后的焊接試驗中,將線能量下調至30~40 kJ/cm,主要通過減小焊接電流及焊接速度,電壓基本不變,同時選擇同批號不同盤的焊絲、焊劑進行試板焊接,試板編號為S3~S6,對其進行沖擊試驗,數據見表4。試驗結果表明,試板S4、S5、S6的沖擊值不合格,且數值很低,S3試板雖然合格,但裕量不大。

表4 焊接試板S3~S6沖擊數值
為此,繼續降低線能量至20~30kJ/cm,主要通過下降焊接電壓、提高焊接速度,進行試板焊接,試板編號為S7~S10,并進行了沖擊試驗,數據見表5。試驗結果表明,試板S7、S8、S9的沖擊值仍有不合格,但整體的數據有所提高,S10試板用的是從一級庫中取出的同一批號的焊絲和焊劑,焊接工藝參數與試板S3~S6相同,試板S10的沖擊值不合格,而且普遍偏低。
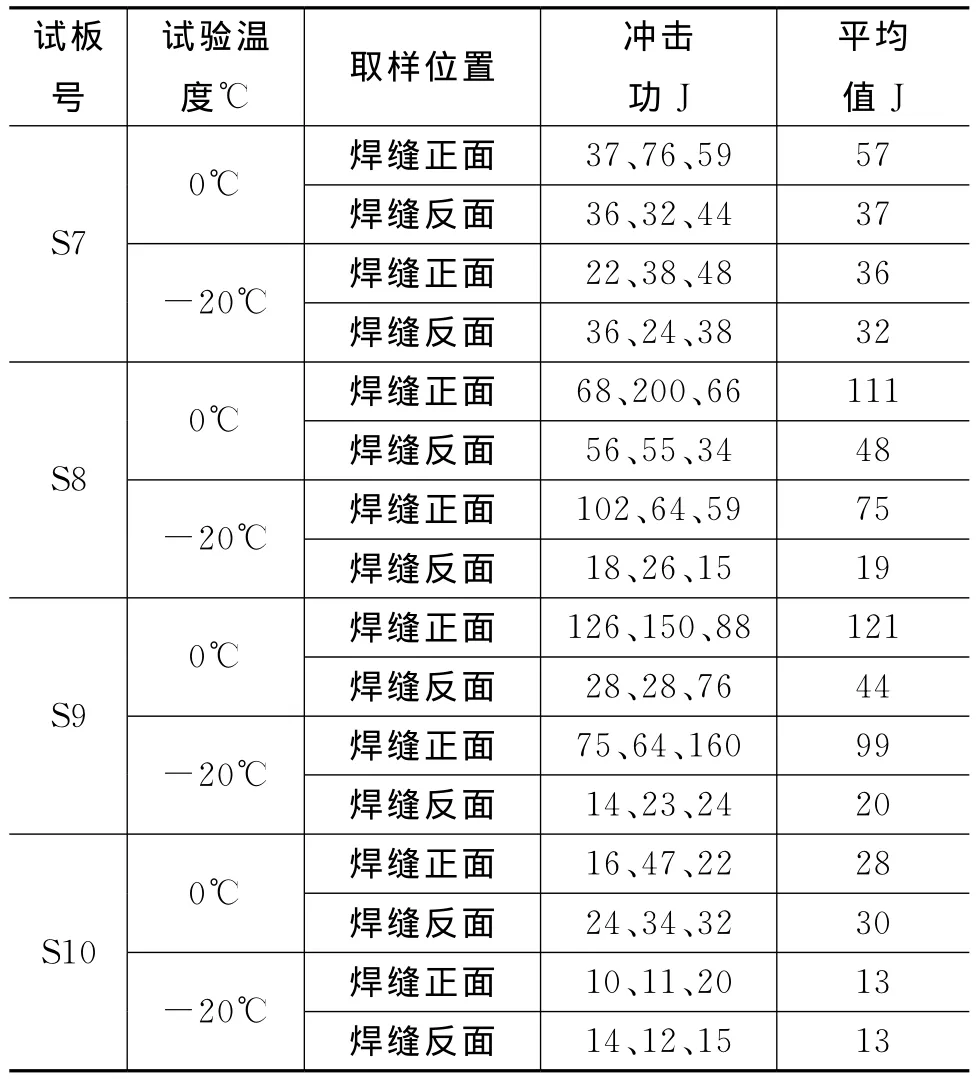
表5 焊接試板S7~S10沖擊數值
綜合試驗數據后,繪制了不同焊接參數下焊縫金屬沖擊性能的變化曲線,如圖2所示。從圖2可知,試板S2焊縫的正面數據表現異常,可能是由于取樣位置或其它原因所致。排除此異常數據后,可看出當焊接線能量降低至20~30kJ/cm時,試板S7~S9的焊縫正面沖擊性能有明顯提高,焊縫反面的沖擊性能值則對線能量的變化不太敏感。調整焊接線能量的大小,主要通過改變焊接電流、電弧電壓以及焊接速度來實現,其中電弧電壓的影響較大,電弧電壓高,焊劑中的氧化硅會過多的熔入焊縫金屬中,使焊縫金屬的硅含量增加,這將降低焊縫金屬的沖擊性能,降低電弧電壓的同時,焊接電流與焊接速度要匹配,電流大則焊接速度也要相應提高。

圖2 不同焊接參數下焊縫金屬沖擊性能的變化
3.3 焊道排列對沖擊性能的影響
焊道的排列對中薄板的焊縫金屬有一定影響,為此,選擇了4塊較典型的試板(S5、S7、S8、S9),利用試驗剩余的試板,在焊縫上加一層單道焊,再對焊縫金屬進行-20℃沖擊試驗,重點檢測焊縫反面的沖擊性能數據,所測的結果,如表6、圖3所示。測試結果顯示,追加焊道后試板的焊縫金屬,其反面的沖擊性能均有所提高。
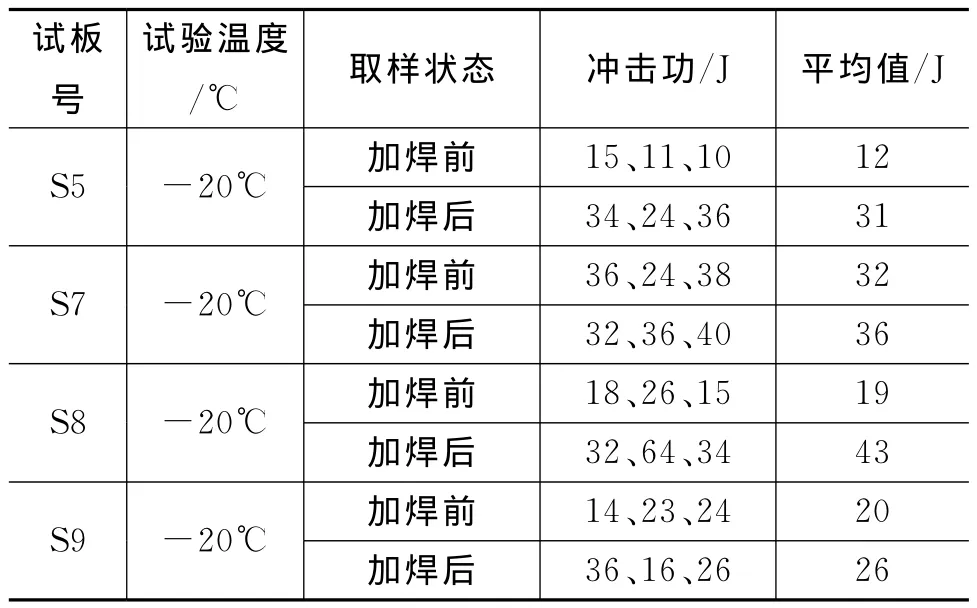
表6 焊接試板加焊前后焊縫反面沖擊數據

圖3 焊道排列對焊縫金屬沖擊性能的影響
3.4 低熔點金屬成分對沖擊性能的影響
鑒于低熔點成分對于焊縫金屬沖擊性能的影響,對S5焊縫金屬進行了低熔點成分分析,試驗后得出的數據,如表7所示。表7的數據表明,S5焊縫金屬沒有明顯的低熔點成分異常,同時,還請上海交通大學材料學院進行了沖擊試樣斷口的低熔點成分分析,也沒有發現異常現象。
3.5 母材厚度對焊縫金屬沖擊性能的影響
母材厚度的變化對焊縫沖擊性能存在一定程度的影響。根據焊接經驗,當母材厚度小于16mm時,通常采用一層焊道進行焊接,厚度大于20mm時,通常采用多層焊道焊接的方式,介于兩者厚度之間的焊縫,若采用一層焊道焊接其焊接性能可能會有所下降。
根據實際試驗情況,采用低線能量焊接參數,對S11~S13試板進行焊接,選用焊接工藝參數與焊接試板S7~S9的焊接參數相近,電弧電壓下降了2V,另外增加了焊道并采取了加一層一道焊或兩道焊等措施,即多層多焊道的操作工藝。焊后進行了沖擊試驗,試驗結果如表8所示。從表8可知,試板的焊縫金屬沖擊值有明顯的提高。
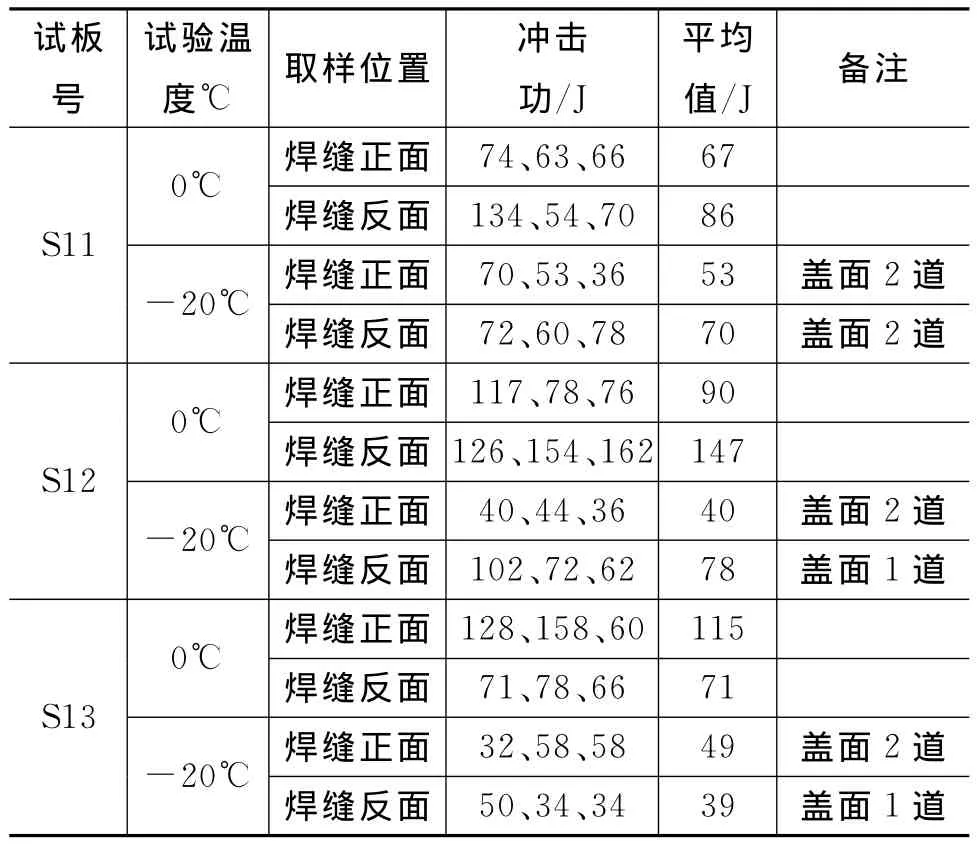
表8 焊接試板S11~S13沖擊數值
3.6 焊縫的金相組織
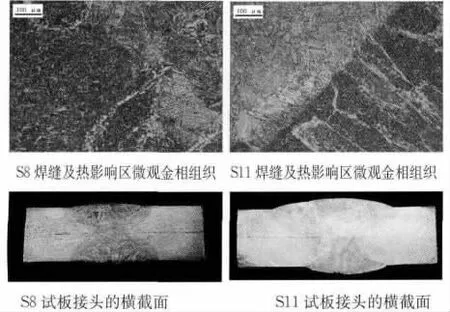
圖4 試板S8及S11金相組織
分別對S8和S11焊接試板進行了宏觀檢驗和微觀金相組織分析,如圖4所示。圖4中顯示,焊接參數改變前的S8試板晶粒粗大,局部有少量魏氏組織,而焊接參數改變后,S11試板的晶粒明顯縮小,晶粒組織已恢復成正常狀態,也未發現魏氏組織。圖4中,顯示了S8試板接頭的橫截面,可見焊道的熔深較大,焊道表面較寬,焊道橫截面呈蘑菇狀。在S11試板接頭的橫截面中,可見焊道的熔深較淺,焊道恢復了正常狀態。
4 結 語
根據試驗結果,對試板焊接工藝參數、沖擊試驗數據、焊縫金屬成分進行了綜合分析,獲得了母材焊接方面的主要參數,并分析了影響金屬沖擊性能的各種因素。
(1)焊縫金屬沖擊值不達標與焊接參數的選擇有很大關系,過大的線能量會影響焊縫金屬的沖擊性能。
(2)追加焊道的施焊方法,有助于提高焊縫金屬的沖擊性能,且采用多層多焊道的方法,會使效果更加明顯。
(3)在選擇了合適的焊接電流和焊接速度的同時,降低電弧電壓對提高焊縫金屬的沖擊性能是有利的。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
