大型沉管端鋼殼施工工藝比選
2015-12-12 11:15:34張文森黃文慧
中國港灣建設 2015年7期
張文森,黃文慧
(中交四航局第二工程有限公司,廣東 廣州 510300)
1 工程概況
端鋼殼安裝在沉管管節的2個端頭,與管節混凝土澆筑為整體,其施工方法有一次整體澆筑的一次成型和分段施工的二次成型,一次成型適用于工法廠管節預制,二次成型適用于管節干塢法預制。本文闡述的一次成型端鋼殼施工工藝主要借鑒港珠澳大橋島隧工程,二次成型施工工藝主要參考洲頭咀隧道工程。
港珠澳大橋海底沉管隧道全長5.664 km,由33個管節組成,共34個管節接頭,標準管節長180 m,寬37.95m,高11.4m,采用兩孔一管廊截面形式,端鋼殼采用一次性整體澆筑形式,有兩種類型:A型(共34套)、B型(共32套),端鋼殼尺寸為650 mm×280 mm的L形截面,主要由端部面板(24 mm×620 mm)、翼緣板(30 mm×280 mm)、加勁板及連接焊釘(φ25 mm)組成,端鋼殼斷面圖如圖1所示。
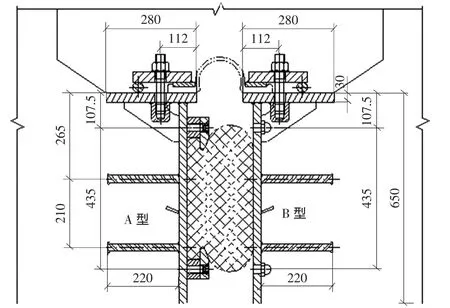
圖1 一次成型端鋼殼斷面圖Fig.1 Section ofone-stepmolding steelshell
洲頭咀隧道工程沉管段全長340 m,預制混凝土沉管數量為5節,各管節水平投影長度分別為85 m、85 m、79.5 m、3.5 m、85 m,寬 31.4 m,高9.68m,端鋼殼共10個,采用在干塢預制的方法。二次成型端鋼殼斷面圖如圖2所示。
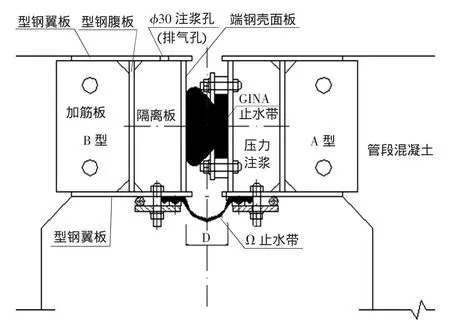
圖2 二次成型端鋼殼斷面圖Fig.2 Section of two-stepmolding steelshell
2 一次成型端鋼殼施工工藝
一次成型端鋼殼是指管節端鋼殼采用整體式設計,在管節混凝土澆筑時安裝就位并調整到設計要求的精度,管節預制完成后即可使用,無需進行面板安裝、灌漿及防腐等二次施工[1-2]。施工工藝流程:端鋼殼制作→端鋼殼拼裝→端鋼殼安裝固定→端鋼殼調整→端鋼殼防腐。
2.1 端鋼殼制作
為提高端鋼殼的加工制作精度,單個端鋼殼由專業鋼結構制作廠家分14塊在工廠內制作,如圖3所示。為方便制作過程的變形控制,端鋼殼所有材料均使用數控下料,采用專業工裝拼裝固定后再進行分段焊接成型。考慮到沉管預制在島上施工,為保證端鋼殼對接接頭的焊接質量及控制單塊構件的變形,在考慮構件裝車運輸全體下,將部分較小的端鋼殼加工成型后對接成整體,減少后期現場拼裝、焊接的工作量。根據端鋼殼加工分塊的特點,到達預制廠時為10大塊。
2.2 端鋼殼拼裝
端鋼殼拼裝分為三部分,一是在工廠內預拼裝,二是在預制廠拼裝場地拼裝,三是在預制廠廠房內拼裝。預制廠拼裝場地拼裝指端鋼殼運輸到達預制廠后,為減少安裝對接的工作量,加快端鋼殼安裝進度,在拼裝場地專用拼裝臺座上,提前將B1+B2、B3+B4、B9+B10對接成整體再運輸至預制廠廠房內,拼裝完成后,端鋼殼共分為7塊。

圖3 端鋼殼加工分段圖Fig.3 Steelshellprocessing section
預制廠廠房內拼裝指在端鋼殼安裝前,提前將端鋼殼轉運至廠房內,將(B1+B2+B3+B4)、(B7+B8+B9+B10+B11+B12)在廠房內進行拼裝、焊接、調整平整度,提前對焊接點進行焊縫檢測,以減少在鋼筋籠上的對接工作量,拼裝完成后,端鋼殼共分為4塊,分別為底板1塊、墻體2塊、頂板1塊。
2.3 端鋼殼安裝固定
頂板鋼筋綁扎完成后,為便于端鋼殼安裝,提前將鋼筋籠向前頂推1 m,在測量放樣出端鋼殼定位基準線后開始安裝。端鋼殼安裝采用先底板、后側墻、再頂板的安裝順序,對底板端鋼殼與墻體端鋼殼接頭進行對接、焊接及打磨。頂板端鋼殼安裝前,提前對底板與墻體接頭平整度及焊縫進行檢測,再根據測量臺架上的放樣點,安裝頂板端鋼殼,并固定于鋼筋籠上,隨鋼筋籠一起頂推至澆筑坑,如圖4所示。
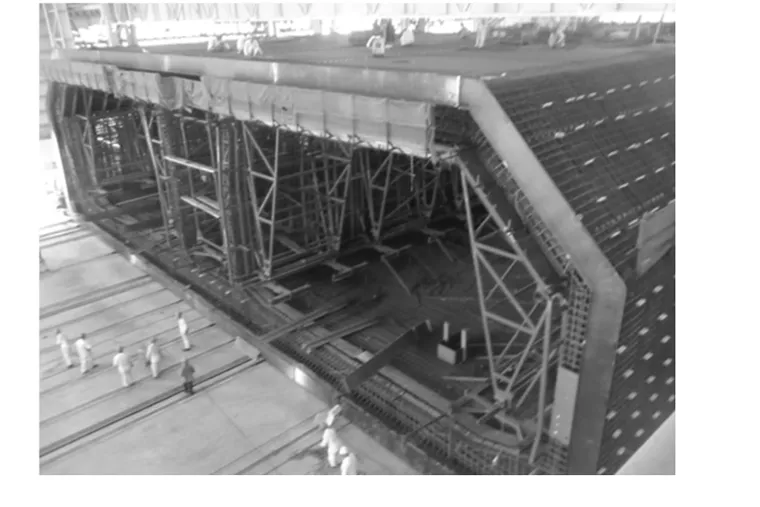
圖4 端鋼殼與鋼筋籠一起頂推Fig.4 The steelshellpushesw ith steelcage
2.4 端鋼殼調整
端鋼殼調整共分為3個階段:體系轉換后、模板安裝后、混凝土澆筑過程中。
鋼筋籠頂推至澆筑坑,完成體系轉換后,通過全站儀測量,按底板、側墻、頂板的順序,采用手拉葫蘆將端鋼殼整體初調至基準線。
端鋼殼初調到位,安裝模板端模系統,通過端鋼殼與端模支撐系統上的定位螺栓對端鋼殼進行精調,并調節端模支架的支撐螺栓,使支撐與端鋼殼緊貼、固定。仔細檢查各支撐螺栓的預緊狀況,然后再次對端鋼殼進行全面復測,確認平整度滿足要求后,用角鋼將端鋼殼與鋼筋籠進行焊接加固。
在管節混凝土澆筑過程中,對端鋼殼進行全過程實時監測[3-4],根據測量數據通過調節支撐螺栓對端鋼殼的平整度進行微調,確保端鋼殼質量。
2.5 端鋼殼防腐處理
端鋼殼除在鋼結構廠內進行防腐處理外,在管節頂推到淺塢,完成預應力施工后,對所有焊接位置及表面重新進行防腐處理,端鋼殼防腐按永久鋼結構等級標準執行,采用熱浸鋅70μm重度防腐涂裝,并在底板內側鋼結構上附加犧牲陽極保護,外側設置5 mm預留腐蝕厚度。
3 二次成型端鋼殼施工工藝
二次成型端鋼殼指在管節混凝土澆筑時先安裝端鋼殼主體結構,等管節預制完成后再整體安裝端鋼殼面板,最后需在端鋼殼主體與面板之間灌注高強砂漿。端鋼殼的現場安裝分3次進行:第一次在澆筑混凝土底板前安裝下段,第二次在澆筑上層結構前安裝上段,第三次是待混凝土充分固化后安裝端鋼殼面板。二次成型端鋼殼施工工藝流程為:端鋼殼制作→端鋼殼下段工字鋼安裝→端鋼殼上段工字鋼安裝→端鋼殼面板安裝→端鋼殼防腐→端鋼殼注漿。
3.1 二次成型端鋼殼制作
二次成型端鋼殼工字鋼及鋼面板分開加工制作,考慮到端鋼殼整體尺寸、加工誤差、運輸便利、現場拼裝和精度控制等因素,將工字鋼分9段加工,鋼面板按設計圖紙分塊加工制作。
3.2 二次成型端鋼殼下段工字鋼安裝
在進行端鋼殼下段工字鋼安裝前,先進行測量放線,再將端鋼殼下段工字鋼吊至安裝位置,以中心線、半寬/全寬輪廓線定位,直立面用線錘吊點定位和照對邊墻上的斜度線進行粗安裝。粗安裝完成后,安裝支撐臺架。支撐臺架除了支撐端鋼殼外,同時提供安裝端鋼殼的操作平臺,并能夾緊端鋼殼半成品部件,使半成品固定在正確的位置上,安裝支撐架還要抵抗澆筑混凝土時的側向推力。
支撐臺架安裝完成后,將直立面與支撐臺架和沉管側板固定,下梁的下翼緣固定于沉管底板和現場預埋件上,上翼緣按照現場預埋件的間隔固定于短柱上,固定完成后,進行端鋼殼下段工字鋼的精調和沉管底板混凝土的澆筑。
3.3 二次成型端鋼殼上段工字鋼安裝
底板混凝土澆筑完成后,開始安裝端鋼殼上段工字鋼,首先在支撐臺架上標注端鋼殼安裝線,復核其半寬、全寬、高度、對角尺寸的正確性,將兩側的端鋼殼根據傾斜度進行固定,然后將上面水平兩段安裝固定在支架上,用測量儀整體測量端鋼殼的平整度和傾斜度,再焊接必要的定位馬板和準備必要的定位工具固定整個端鋼殼。
整個端鋼殼固定后,先將兩側的拼縫焊接好,再依次焊接剩余的3個接頭,待UT探傷檢驗合格后進行側墻和頂板混凝土澆筑。
3.4 二次成型端鋼殼面板安裝
待側墻和頂板混凝土澆筑完成后,即可開始進行端鋼殼面板的安裝。首先用測量儀檢查端鋼殼在澆筑混凝土后的變形情況,用測量儀定出止水板的安裝線,將安裝線用洋沖孔打在端鋼殼的上下翼緣上;其次在端鋼殼H鋼的下翼緣焊接2個卡碼,用吊碼將止水板吊入卡碼中,在端鋼殼H鋼的上翼緣再焊接2個卡碼卡住止水板,卸下吊卡,用卡碼和鐵楔固定好并點焊;最后采取從中間向兩邊、從下而上進行的安裝順序,將已焊好螺栓并開好焊接坡口的止水板吊裝定位,頂緊于定位板上,并隨時檢查與安裝線的對應,每延米間用鋼直尺檢查平整度。定位焊應牢固,無缺陷,焊接前將焊縫周圍清潔干凈,先焊接頭隔板處的塞焊,再從中間向兩邊逐段焊接。
第一塊止水板焊完后,測量其變形情況,確認施工方式能達到要求后再裝焊其它鋼面板,過程中邊裝焊邊測量,保證精度要求。
3.5 二次成型端鋼殼防腐
端鋼殼制作安裝完成后,進行防銹、防腐蝕處理,防腐涂層包括端鋼殼面板施工完成以后所有的外露表面,首先進行一道底漆施工,采用702環氧富鋅底漆(20μm厚),再進行2道防銹漆施工,采用846環氧瀝青厚漿型防銹漆(250 μm 厚)。
3.6 二次成型端鋼殼注漿
在端鋼殼面板姿態和平整度復測滿足要求的情況下,進行端鋼殼注漿,端鋼殼注漿采用M40水泥砂漿,將端鋼殼腹板和面板之間的空腔填充,灌注壓力控制在0.3~0.5 MPa。水泥砂漿灌注從下至上,從中間至兩邊,分步對稱緩慢均勻進行。每一隔腔的灌注應待其相應的排氣孔持續流出水泥漿5 s后方可封閉排氣孔,封孔后持續加壓灌注10~20 s后封閉灌注孔。注漿完成后,及時將注漿孔及排氣孔封焊,并將焊疤打磨平整。
4 工藝比選
通過以上一次成型和二次成型的工藝分析可知,一次成型端鋼殼存在施工費用低、施工工期短等優點,適用于工廠化、流水施工管節預制;二次成型施工工序繁雜,施工工期較長,施工費用較高,適用于分段施工的干塢預制。以下從施工方法、施工成本、施工工期、質量控制和安全保證等方面進行對比分析,詳見表1所示。

表1 一次成型與二次成型端鋼殼施工工藝對比Table1 Contrastofone-stepmolding and two-stepmolding steelshellconstruction technologies
5 結語
本文通過對兩種典型沉管預制法端鋼殼施工工藝的介紹,總結、分析了兩種端鋼殼的特點和適用范圍。從分析可知,兩種端鋼殼施工工藝均可行,各具優劣,但比較而言,一次成型端鋼殼施工工藝作為端鋼殼施工的一種新型工藝,適應性強,工期短,成本低,對于管節預制數量多的沉管施工更具優勢,可為今后工廠化管節預制及其他類似工程提供參考。
[1] 向劍,劉經國,蘇懷平.沉管管節端鋼殼制造及安裝工藝[J].中國港灣建設,2014(8):54-56.XIANG Jian,LIU Jing-guo,SU Huai-ping.Manufacture and installation technology for the bulkhead of immersed tube elements[J].ChinaHarbour Engineering,2014(8):54-56.
[2] 梁艷.淺談沉管隧道端鋼殼設計[J].安徽建筑,2008(4):132-133.LIANG Yan.On the design of steel shell at immersed tunnel[J].AnhuiArchitecture,2008(4):132-133.
[3] 劉凱,陳霞.沉管隧道鋼端殼安裝精度控制[J].隧道建設,2012(1):99-102.LIU Kai,CHEN Xia.Control of installation accuracy of steel end shells in construction of immersed tunnels[J].Tunnel Construction,2012(1):99-102.
[4] 李惠明,梁杰忠,董政.沉管預制混凝土施工工藝比選[J].中國港灣建設,2013(4):57-62.LIHui-ming,LIANG Jie-zhong,DONG Zheng.Comparison and selection of technologies for prefabrication of immersed tube sectionsin factory[J].China Harbour Engineering,2013(4):57-62.
猜你喜歡
現代裝飾(2022年5期)2022-10-13 08:48:04
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2022年10期)2022-07-28 03:04:00
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年7期)2021-07-16 07:08:04
水利規劃與設計(2020年1期)2020-05-25 08:01:30
小哥白尼(趣味科學)(2019年3期)2019-06-17 11:57:44
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34