新型伺服折彎機發展趨勢
2015-12-16 07:17:26趙升噸崔敏超
鍛壓裝備與制造技術 2015年6期
趙升噸,崔敏超,陳 超,李 雪,景 飛
(西安交通大學 機械工程學院,陜西 西安 710049)
0 引言
板料折彎機是一種專用鍛壓設備。其采用簡單的模具把金屬板料壓制成所需的幾何形狀,廣泛應用于電器、電子、金屬結構、儀器、儀表、日用五金、建筑裝潢等行業。
常用的折彎機是液壓傳動方式。采用配套的折彎模具(一般折彎機配套供貨),可以完成各種復雜工件的折彎,產品質量好,生產效率極高,已得到廣泛應用。形狀各異、復雜外形的工件,應用折彎機和配套模具可以較為簡單地完成工件的制造。自動數控折彎機已經在鋼結構折彎工件精密加工中投入使用[1][2]。
隨著應用領域的不斷擴大,對板料折彎機的要求也越來越高,為適應不斷提高的工藝要求,各種新型結構的板料折彎機應運而生,局部的創新改進更是層出不窮。市場對于板料折彎機的要求也已經從最初的手動控制折彎變成了自動精確控制板料折彎過程中的回彈,因而折彎機的發展也需適應市場要求的新的變化[3]。

圖1 數控液壓折彎機實物圖
1 折彎機的基本結構
目前市場上的折彎機從動力源類型上分為液壓折彎機和電動折彎機兩類。其中液壓折彎機發展較早,仍是市場上的主流產品。但是隨著伺服電機技術的快速發展,近年來電動伺服折彎機也得到了快速發展。
液壓折彎機的結構如圖2所示。液壓折彎機的下壓和進給主要通過液壓油缸來實現,它包括主油缸、上機身、凸模、凹模、底座、進給油缸等幾部分。主油缸安裝在上機身上,主油缸的輸出端連接凸模,當主油缸動作時,帶動凸模下壓,凸模和凹模的配合實現對板料的彎曲成形過程,與此同時,進給油缸通過絲杠來確定板料折彎的位置,實現對板料在固定位置的彎曲成形[4]。
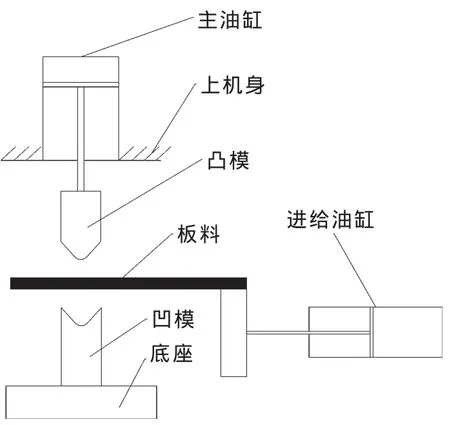
圖2 液壓折彎機結構示意圖
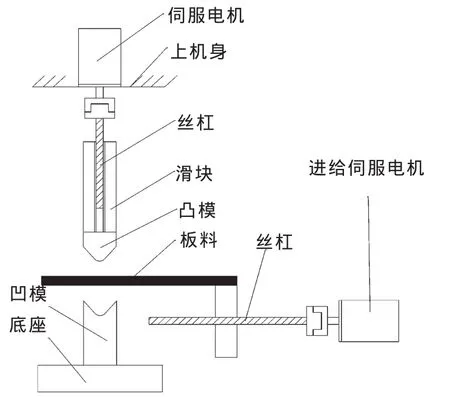
圖3 電動伺服折彎機結構示意圖
電動折彎機的結構如圖3所示。電動折彎機的下壓和進給主要通過伺服電機和絲杠來實現,它包括伺服電機、上機身、絲杠、滑塊、凸模、凹模、底座、進給系統等幾部分。伺服電機安裝在上機身上,通過聯軸器與絲杠連接,當伺服電機轉動時,帶動絲杠一個轉動,從而使滑塊實現直線運動,帶動凸模下壓,凸模與凹模配合實現對板料的彎曲成形過程,板料的進給過程同樣由伺服電機來驅動。
2 新型折彎機發展趨勢
隨著社會生產力的不斷發展,板料折彎領域對產品的精度要求不斷提高,新的技術在折彎機上得到越來越多的應用。以下歸納了板料折彎機的主要發展方向。
2.1 大功率多軸同步伺服折彎機
最近幾年來,隨著零件加工精度要求的提高,電動伺服折彎機得到了廣泛發展。隨著我國生產力水平的提高,許多大型折彎件不再依賴進口,國內企業也可以生產長度超過20m的折彎件。對于長度較大的折彎件,采用單軸折彎機難以滿足成形力要求,因此多采用多軸同步式折彎機。對于液壓折彎機,解決多液壓缸同步問題比較困難,在實際使用中也很容易因漏油而出現故障。而電動折彎機通過多個伺服電機來實現滑塊的下壓,其同步控制問題較液壓缸簡單,因此電動伺服折彎機可以實現多軸同步工作,實現大功率折彎。
有學者提出一種四軸同步大功率全電動折彎機同步控制方法,在折彎機滑塊空載高速下行階段,采用偏差耦合同步策略,該策略是基于速度同步控制設計的,其主要思想是將某一臺電機的速度反饋同其他電機的速度反饋值相減,然后得到的偏差疊加到該電機的給定速度指令,從而實現對電機不同轉動慣量的補償,達到電機同步的目的;在折彎機加壓折彎階段,由于速度低且存在負載阻抗力,滑塊各軸間機械耦合影響變小,四臺電機根據負荷壓力大小自適應輸出力矩,直到保壓完畢,在夾緊點處,可將驅動方式從同步控制切換為相互獨立位置環PID控制,從而保證折彎角度的精度控制[5][6]。
又有學者將開放式數控系統和伺服折彎機相結合,提出了一種互為主從的三軸同步控制策略,如圖4所示。它將控制信號分別與三個軸的反饋信號作比較,然后將相鄰兩個軸(Y1和Y2、Y2和Y3)的比較結果再作比較送入調節模塊,調節模塊再生成調節信號送入控制器中,實現Y1、Y2、Y3軸的互為主從同步控制[7]。
2.2 應用新型減速機構的伺服折彎機
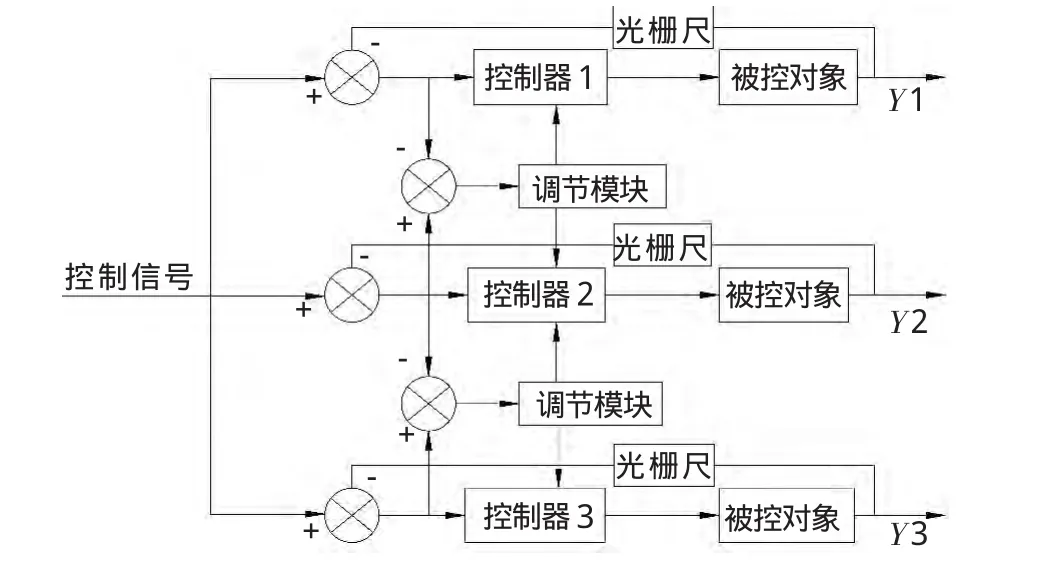
圖4 互為主從同步控制原理
隨著電動伺服折彎機的快速發展,許多新型的減速機構在折彎機上得到了應用。由于電機適于在較高轉速下工作,因此電動伺服折彎機需要采用減速機構來提高折彎機的輸出力。許多學者將新型的減速機構與折彎機相結合,提出了結構簡單、效率高、控制性能好的新型折彎機。
有學者將擺線針輪減速器和伺服折彎機相結合,設計了一種新型的折彎機[8],擺線針輪減速器可以達到極高的減速比,在折彎機上有很好的應用前景。其能夠達到90%以上的效率,同時結構緊湊,體積較小,可與折彎機的上機身做成一體。在電動折彎機上應用擺線針輪減速器,有利于減小折彎機對電機容量的需求,同時擺線針輪運轉可靠、壽命長的優勢可減少折彎機維修次數,提高生產效率。其主要結構如圖5、6所示。
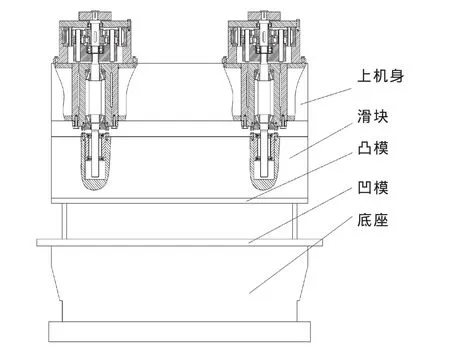
圖5 擺線針輪伺服折彎機
又有學者將航空航天領域中的諧波減速器與電機進行一體化設計,然后應用到伺服折彎機中,設計了一種新型的諧波減速折彎機[9]。諧波減速器是在航空航天領域發展起來的一種新型機械傳動方式,其主要結構包括剛輪、柔輪和波發生器,波發生器為橢圓截面結構,柔輪為薄壁筒狀的外齒輪,剛輪為剛度很大的內齒圈。當諧波減速器工作時,電機帶動波發生器轉動,從而使柔輪發生可控的彈性變形,由于波發生器為橢圓狀,因此將使柔輪發生長軸不斷轉動的橢圓形彈性變形,這將使得柔輪在剛輪上發生錯齒運動,柔輪軸線發生緩慢的轉動,實現減速。諧波減速折彎機適合用于精度較高的小型電動伺服折彎機中,能夠實現對板料彎曲過程的精確控制,如圖7、圖8是采用諧波傳動的伺服折彎機動力系統結構示意圖。
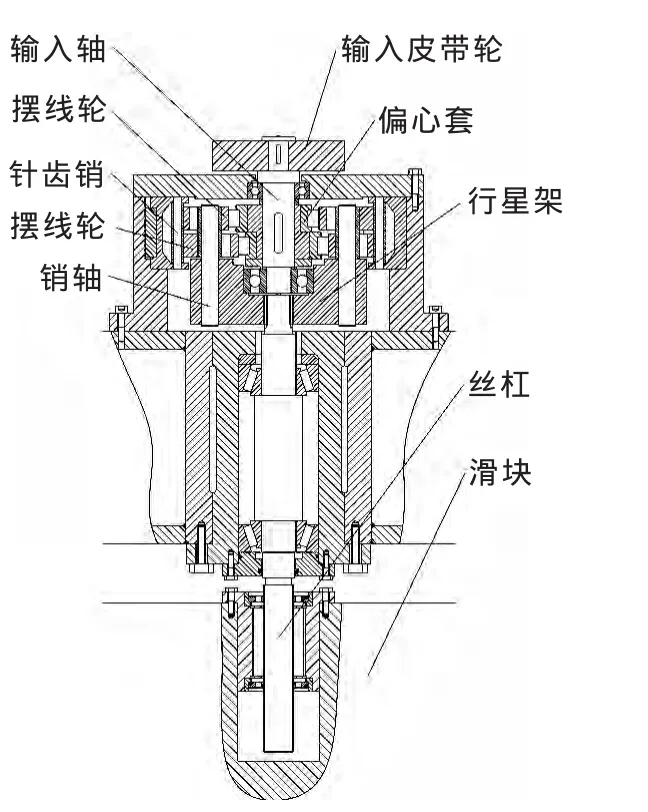
圖6 擺線針輪減速機構結構示意圖
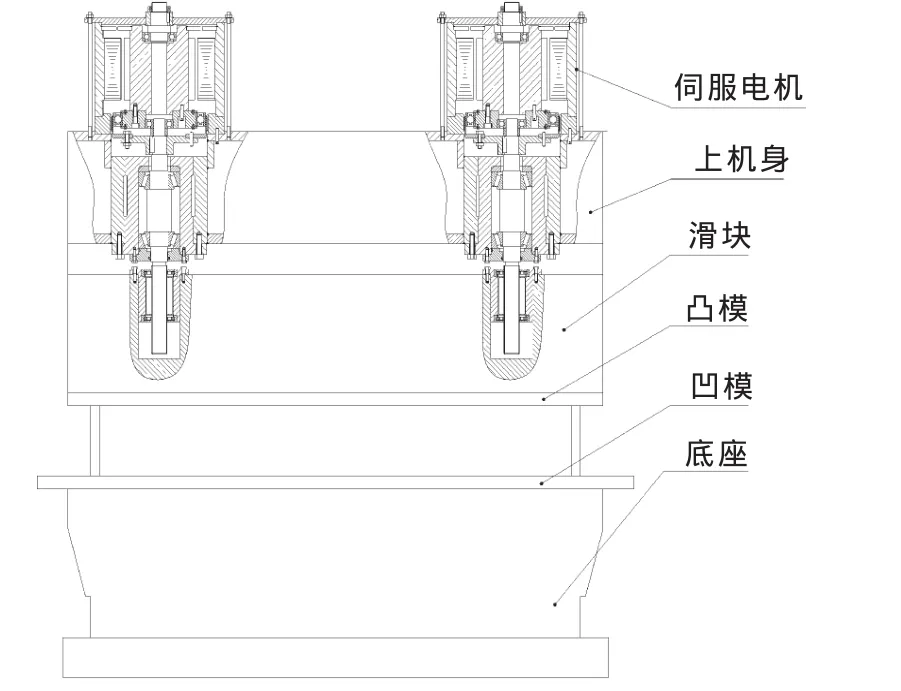
圖7 采用諧波減速機構的伺服折彎機
2.3 應用機器視覺對彎曲回彈在線矯正
近年來,機器視覺技術得到快速發展,并在諸多領域得到應用。視覺檢測技術是用機器(攝像機)代替人來進行測量和判斷工作,通過圖像攝取裝置將被測物體轉換成圖像信號,瞬間采集到大量信息,將這些信息經過圖像處理系統,根據像素分布、高度和顏色等信息的計算,得到被測物體的特征,如尺寸、形狀和顏色等[10]。機器視覺特別適合應用于不適于人工測量和危險工作環境的場合。在板料折彎過程中,人工測量難于進行,同時測量的誤差較大,這使得機器視覺有廣泛的應用前景。采用機器視覺進行彎曲角度監測的折彎機,能夠實現折彎角度的在線質量監測和矯正。
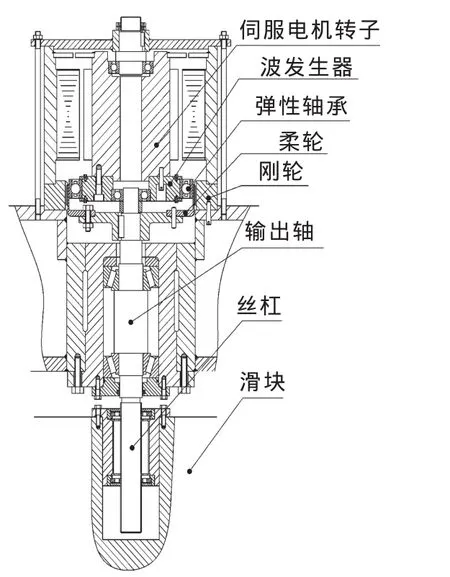
圖8 諧波減速機構結構示意圖
有學者提出了在板料折彎過程中采用雙目視覺進行全長檢測,通過雙目相機瞬間獲取上萬個數據點,使用改進曲面生長法、改進特征值法、坐標轉換對齊法處理點云數據,獲得高精度的測量角度值[11],其處理過程如圖9所示。
采用雙目視覺測量方法,能夠快速完成折彎件的角度精確測量,實現折彎機折彎角度的在線檢測和修正。這種檢測方法簡單、安全、迅速、精確,單次運行時間僅為0.5s左右,測量誤差小于0.5%,能夠滿足板料折彎精度要求。在折彎機上應用雙目視覺在線測量方法,配合折彎機的伺服系統,能夠大大提高折彎機的折彎精度和速度,為高精度折彎件的國產自主供應提供了技術保障。

圖9 雙目視覺全長彎曲角度測量工作流程
3 結論
(1)最近幾年我國板料折彎件生產企業生產能力不斷提高,對于大功率折彎機需求量增加,電動伺服折彎機可以較容易地實現多軸同步工作,獲得較大的折彎功率,因而有廣闊的市場應用前景。在大功率多軸同步伺服折彎機中,伺服電機可采用相互間互為主從同步控制方式,使各電機工作同步,獲得較大的折彎力。
(2)在電動伺服折彎機上應用新型減速機構,提升折彎機折彎力,使設備結構緊湊,效率提高。擺線針輪減速折彎機運轉可靠,壽命長,在一些要求維修次數少的場合有巨大優勢;諧波減速折彎機精度高,能夠制作高精度折彎件,從而實現高質量板料折彎件的國產自主生產。
(3)采用機器視覺代替人工測量的折彎機,可采用雙目視覺方法對折彎件進行全長測量,快速、準確獲得折彎角度,在線反饋和矯正回彈。高精度板料折彎件的生產不再需要通過大量實驗積累設備工藝數據庫,而是通過全閉環方式提高折彎機折彎精度。這種全閉環折彎機比同等精度的伺服折彎機價格低,在高精度折彎機市場上很有競爭力。
[1] 王吉忠,閆 萍.板料折彎機發展淺論[J].科技與企業,2013,323.
[2] 潘志華,高建和,等.折彎機參數化建模及優化[J].鍛壓裝備與制造技術,2011,46( 4):26-28.
[3] 肖躍加,馬 黎,陳寶萍,等.板料折彎機自動控制技術的發展及實現[J].鍛壓裝備與制造技術,1996,31( 1):14-15.
[4] 曹光榮,張子東,等.超長超大折彎機液壓系統的設計分析[J].鍛壓裝備與制造技術,2011,46( 4) :37-40.
[5] 伍祁林.大功率全電動折彎機伺服同步控制系統研究與設計[D].廣州:華南理工大學,2013.
[6] 史步海,戴 敏.全電動大功率數控折彎機的設計[J].機床與液壓,2012,40( 9) :88-91.
[7] 史步海,林景山.開放式電動折彎機數控系統的研究與設計[J].組合機床與自動化加工技術,2010,12:61-64.
[8] 趙升噸,陳 超,等.一種擺線針輪傳動方式的電磁驅動伺服折彎機[P].中國:201410102464.3,2014-03.
[9] 趙升噸,崔敏超,等.一種伺服直驅型諧波傳動螺旋折彎機[P].中國:201410140761.7,2014-04.
[10] 王志明,佘 杰,黃 炯,等.淺談視覺檢測技術在折彎機上的應用[J].裝備制造技術,2012,( 2):69-71.
[11] 孟德安,趙升噸,等.板材折彎件全長彎曲角度的雙目視覺檢測方法研究[J].鍛壓技術,2013,38( 6):104-110.
