精沖機模具保護裝置改進與試驗
2015-12-16 07:17:26張慶飛佟金穎田世領
鍛壓裝備與制造技術 2015年6期
關鍵詞:檢測
張慶飛,佟金穎,田世領
(揚州鍛壓機床股份有限公司,江蘇 揚州 225128)
0 引言
精沖是指具有反頂、壓邊與小間隙特點的精密沖壓,其成形件斷面光潔、垂直度和平面度好、精度高[1]。近年來,隨著汽車工業的發展和輕量化趨勢,越來越多的異形復雜件采用短流程的高端級精沖工藝直接成形。由于精沖模具所受的壓力大,凸、凹模間隙非常小,如果模具上存在沒有被清除掉的零件或廢料(稱為異物),將會損壞模具,造成停產及增加模具維修成本。因此,精沖模具的壽命成了制約高端精沖技術應用和發展的瓶頸。
精沖壓力機在自動沖裁時必須有模具保護,當工件或廢料遺留在模具空間時,能自動檢測,使壓力機停車,避免損壞工件、模具和壓力機。但是,目前的模具保護器存在成本較高、操作復雜、漏檢、誤檢率高等缺點[2-3],而且功能比較單一,內部圖像處理算法相對簡單,智能化程度較低,需要復雜的人工操作和經驗來保證其結果的正確性。如運行前的樣本學習、報錯后的經驗學習、多模板的選擇、檢測區域及一些參數的人工選擇問題等,都極大地依賴于現場的環境和操作人員的經驗[4-7]。為此,在滑塊與快速提升缸連接部位增加安全缸,如果模具中有異物存在,模具在閉合時,其上下工作元件將比正常情況下提前接觸,滑塊在上升過程中受到的阻力也將提前到來,此時安全缸內的壓力上升,通過壓力回路進行泄油,此時快速缸活塞位移與滑塊產生相對位移,進而實現對異物的識別。該方法因滑塊自身的慣性等因素,檢測靈敏度不高,對于直徑8mm以上的廢料檢測沒有問題,而直徑6mm甚至更小的則不能準確檢測出來。本文對檢測方案進行改進,提高了檢測靈敏度,對直徑小于6mm的異物也能成功識別,給精沖機停車指示,保護了精沖機和模具,有效提高了模具的使用壽命和生產效率,節約了生產成本。
1 檢測原理
精沖壓力機在滑塊上升過程中需要克服重力及摩擦力、沖裁力、反壓力、壓邊力,即:0

正常情況下,在沖裁工作行程到來之前,后三種力為零,只有重力及摩擦力。如果精沖模具中存在異物,根據異物的位置不同會出現兩種異常情況:
(1)異物存在于模具的反壓板上面,在沖裁工作到來之前,模具的凸、凹模與反壓板將首先接觸廢料,致使反壓板后退,反壓油缸壓力升高,即P反壓力升高,從而造成主滑塊力P滑塊異常升高。
(2)異物存在于模具的壓邊圈下面,在沖裁工作到來之前,模具的壓邊圈與凹模將首先接觸廢料,致使壓邊圈后退,壓邊油缸壓力升高,即P壓邊力升高,從而也造成主滑塊力P滑塊異常升高。
以上兩種情況,都是在沖裁工作之前的滑塊快速上升過程中發生的,如果此時模具空間內沒有異物存在,主滑塊只承受P重力及摩擦力;如果有異物存在,主滑塊除了承受P重力及摩擦力外,還要額外承受P反壓力或 P壓邊力。
根據這一特征,異物的存在與否就能通過監控滑塊快速行程中力的變化加以識別,滑塊位置則通過位移傳感器跟蹤。滑塊快速行程力的增大如果發生在沖裁工作行程,則屬于正常情況;如果發生在快速行程中,則屬于異常情況。一旦出現異常情況,則立即通知設備控制,使設備立刻停止運行,等待操作者清理異物后再繼續工作,從而保護了模具。圖1為滑塊快速行程缸與異常壓力檢測裝置簡圖。
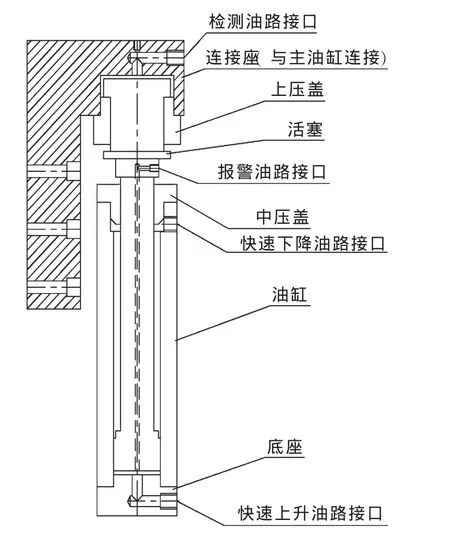
圖1 滑塊快速行程缸與異常壓力檢測裝置簡圖
2 檢測影響因素分析
2.1 安全缸的直徑與檢測靈敏度關系
根據安全缸的結構,可以知道滑塊接觸異物產生的阻力:

式中:d——異物料斗的直徑;
σb——材料抗拉強度。
安全油缸里油壓波動:

式中:D——安全缸直徑。
將式( 2)代入式( 3)得:

由式(4)可以看出,在異物尺寸及材料性能確定的情況下,D值越小,則安全油缸里油壓波動p波動越大,則檢測靈敏度越高。
2.2 滑塊運行帶來壓力波動對檢測的影響
由于滑塊在工作過程中有快速上升、慢速上升和主缸加壓三個過程,滑塊的速度變化引起安全缸內的壓力波動。為減小壓力波動的影響,把滑塊上升過程的主缸加壓前一段慢速上升定為異物檢測階段。盡管如此,在慢速上升的階段,經測試,由于速度切換過程的沖擊,安全缸壓力仍然有一定的波動,對異物檢測具有一定的干擾作用。
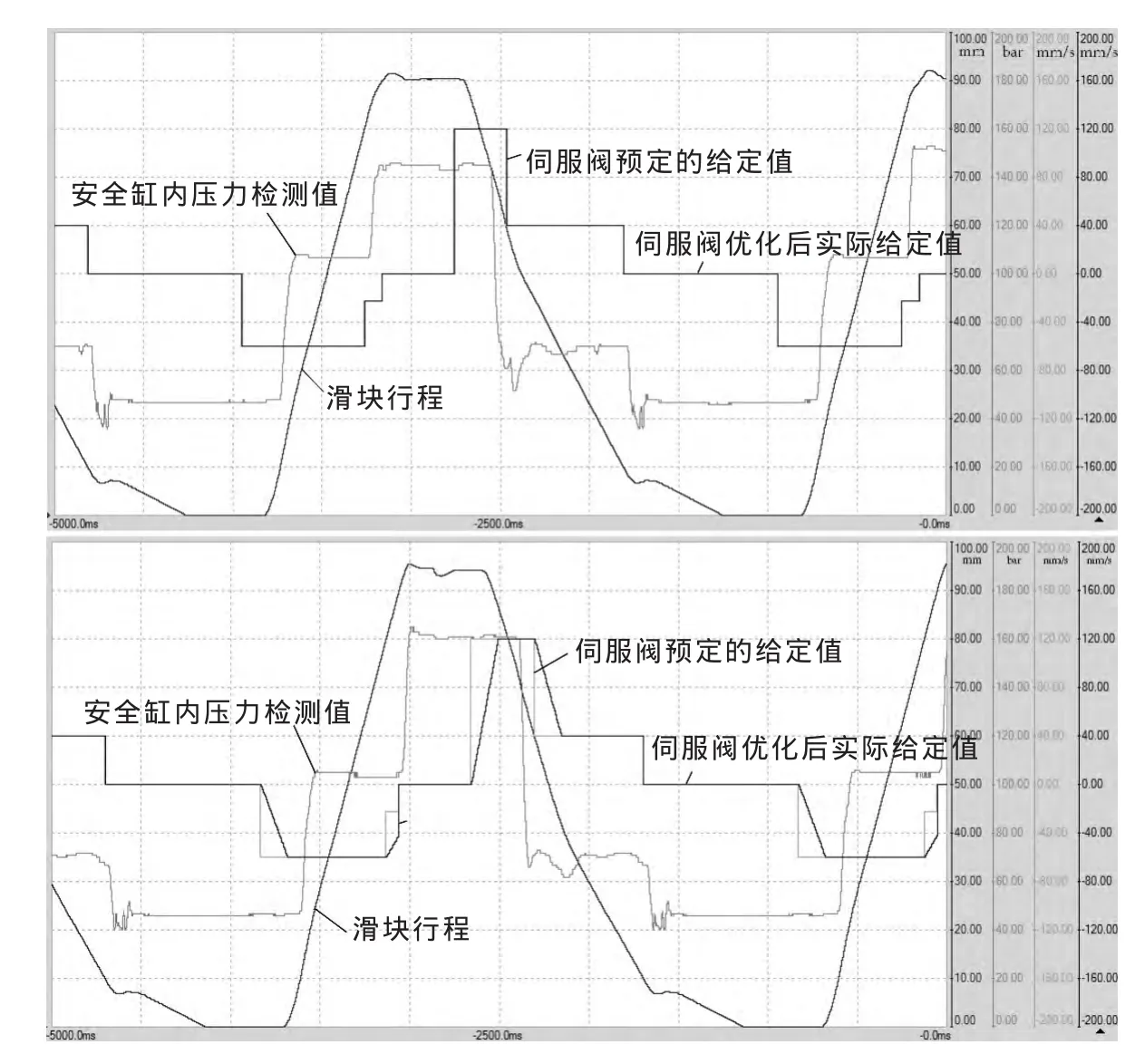
圖2 安全缸壓力圖
下面列出機床運行過程中的實際監視圖及圖中各曲線所代表的含義。本機床為下傳動結構,我們將上死點定義為0mm,如圖2所示約在50~10mm上升行程段為異物檢測范圍。伺服閥動作未優化前,伺服閥的實際給定值和預定的給定值同步,是階梯型變化的曲線,此時可看出,安全缸內壓力值在伺服閥快速切換到慢速時波動較大。我們試著在伺服閥由快速到慢速的切換過程中引入一階曲線,從圖上可看出,伺服閥的實際給定值切換過程中有斜坡變化,對比兩圖可看出,安全缸壓力值在伺服閥切換時波動減小。因此提高滑塊運行的穩定性可以減小安全缸的壓力波動,從而提高異物檢測的靈敏度。
2.3 檢測過程對響應速率的影響
通過對檢測原理的分析,得知異物報警過程為:滑塊接觸異物→安全缸壓力升高→溢流閥泄壓→滑塊與快速缸產生位移→接近開關發出訊號→控制器處理,共5步。快速提升缸液壓控制原理圖如圖3所示。異物報警過程多,會影響檢測的響應時間,每一個過程反應是否迅速決定了檢測精度。
3 改進對策
3.1 改變檢測方法
原來的方案是通過接近開關檢測滑塊與快速缸產生的位移來發出訊號,現改為用壓力傳感器直接檢測安全缸油壓,縮減了異物報警的過程鏈:滑塊接觸異物→安全缸壓力升高→壓力傳感器發出訊號→控制器處理,共3步,減去了2步。加快了異物檢測響應時間,提高了檢測靈敏度。
3.2 改變檢測部位,縮小檢測缸徑,提升檢測靈敏度
由于使用了壓力傳感器直接檢測油壓的辦法,可以直接檢測快速提升缸的壓力,快速提升缸內壓力同樣會隨著滑塊遇到異物而升高。安全油缸直徑?80mm,快速提升缸直徑?70mm。通過計算可知缸徑的變化會提升檢測靈敏度1.3倍。
3.3 優化滑塊運動,減小壓力波動
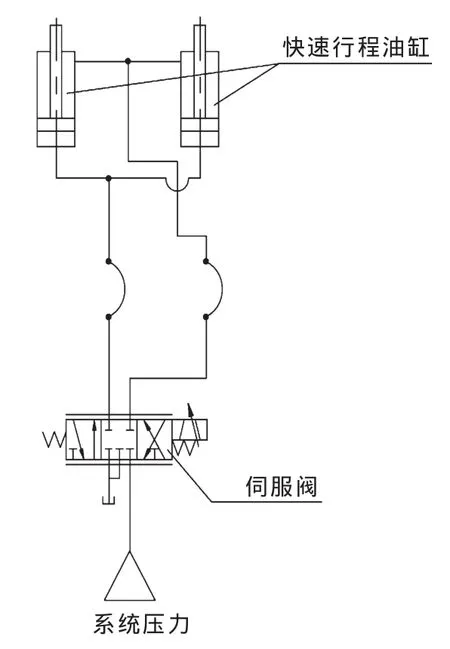
圖3 快速提升缸液壓控制原理圖
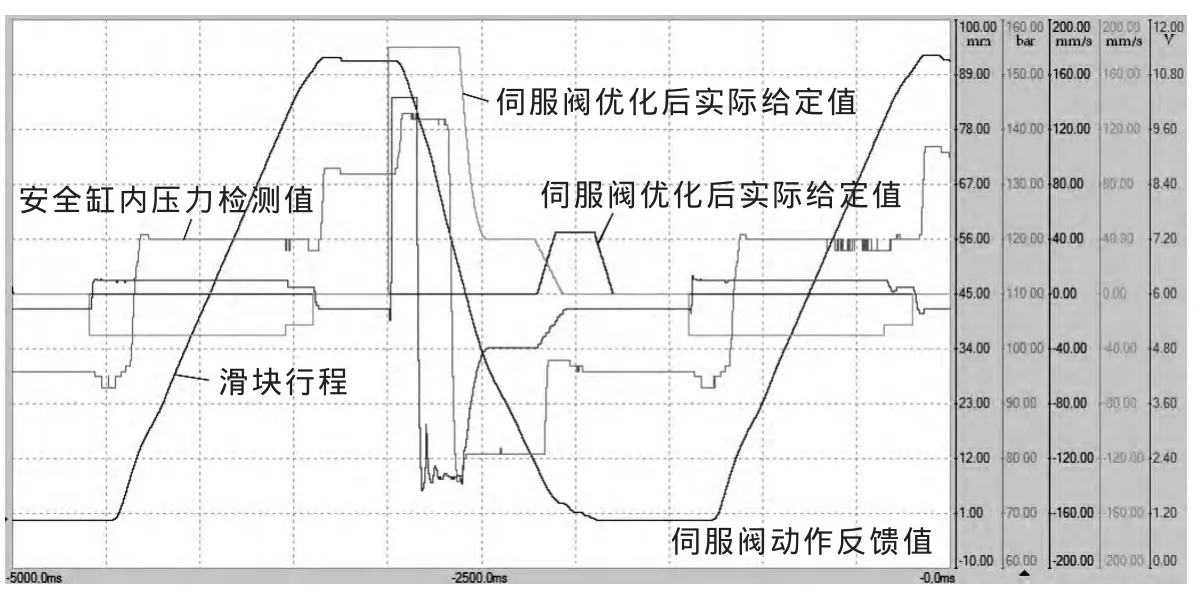
圖4 安全缸壓力圖
原伺服閥的控制采用了斜坡電壓控制,由于閥自身慣性等原因,伺服閥實際動作并不會按控制電壓的動作,閥在變化過程中會有一些振蕩,同時還有滑塊自身的慣性等因素,體現出來的就是油缸壓力的波動。通過研究改進了伺服閥的控制方法,越接近目標值變化就越趨緩,取得了不錯的效果。如圖4所示,其中約在50mm~10mm行程段為異物檢測范圍。依據2.2的試驗結果,對滑塊的運動過程進行了優化。首先,希望伺服閥給定值是跟隨滑塊行程變化的,為了保證工作效率,快速上升階段要減少時間消耗,在接近減速位置時,伺服閥給定值由快速平穩切換到慢速。在原來的加壓開始位置,伺服閥關閉,比例閥打開。從圖2可以看出,在伺服閥和比例閥切換時,安全缸內壓力值變化波動大,這是因為機床在此情況下有停頓,通過圖中行程曲線可以看出。在此位置對伺服閥和比例閥的給定值加入一階曲線,并在伺服閥未完全關閉時打開比例閥,從而減小壓力的沖擊,使滑塊運行平穩。通過上述試驗改進,從監視曲線可以看出,滑塊在上升行程中運行平穩,安全缸壓力值波動很小,使異物檢測能力有了顯著提高。
4 試驗與結果
通過以上3項改進措施,在YFB-650型精沖機上分別對改進前與改進后進行了異物檢測試驗,其安全缸直徑為D=?80mm,異物料豆直徑為d=?8mm,材料為45鋼精沖性質,抗拉強度σb=500MPa,試驗結果如表1所示。
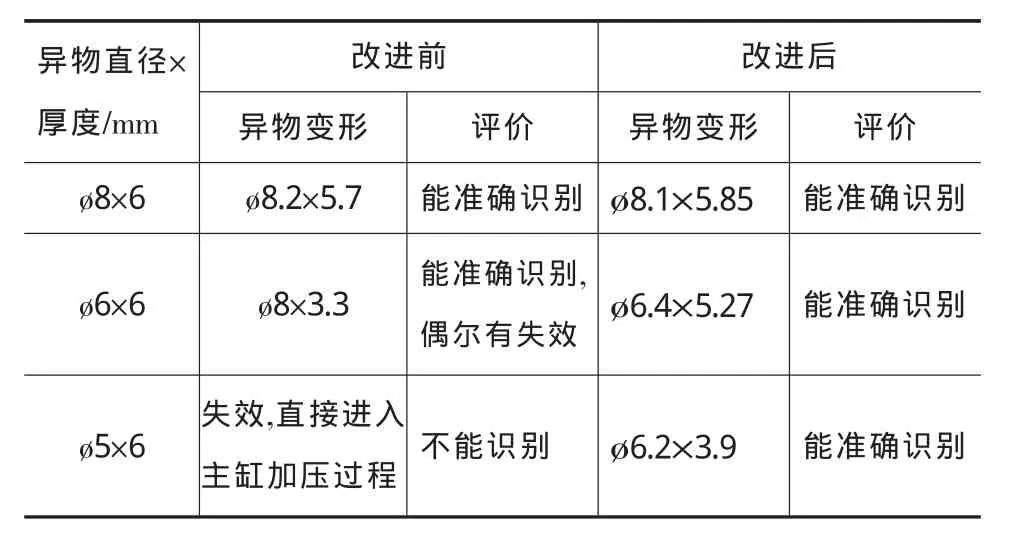
表1 改進前后對比試驗
由表可見,改進前后該精沖機的異物檢測水平有了很大提高,檢測時間縮短,且檢測能力有明顯提升,改進前只能準確檢測大于8mm直徑的異物,而改進后能夠準確檢測到直徑5mm的異物。另外,從異物變形量可以看出,改進后異物被壓變形量明顯減小,即檢測響應速度有了明顯提升。
5 結論
(1)通過壓力傳感器直接檢測快速缸內由異物引起的壓力波動來發訊保護是可行的,而且靈敏度相對于位移變化檢測的方法更高。
(2)通過改進伺服閥控制方法是可行的,不僅使得滑塊運行更加自如順暢,還能有效降低快速缸在異物檢測段的壓力波動,有利于異物的檢測。
[1] 王孝文,劉 浩,鞏玉偉.精沖技術在中國的發展和應用[J].四川兵工學報,2014,35( 12):1-8.
[2] 彭 群,李榮洪,鄭鵬飛,等.厚板精沖技術的工藝研究[J].材料科學與工藝,2004,12( 4):342-348.
[3] 鄧 明,張會杰,呂 琳,等.基于物理實驗的閉擠式精沖工藝研究[J].2010,35( 2):43-46
[4] 邢科新,林葉貴,俞 立,等.基于DM6437的模具保護系統的設計與實現[J].高技術通訊,2013,23( 11):1185-1192.
[5] 毛 峰,張樹有,黃長林.圖像散布圖和小波多分辨率分析的模具異物檢測.浙江大學學報,2009,43( 10):1749-1756.
[6] Kuang H.Real-time image acquisition and processing system design based on DSP.In:Proceedings of the 2th IEEE International Conference on Computer and Automation Engineering( ICCAE),2010:492.496.
[7] Rosten E,Porter R,Drummond T.Faster and better:a machine learning approach to comer detection.IEEE Transaction on Pattern Analysis and Machine Intelligence 2010,32( 1):105-119.
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
