撥叉環片級進模設計
2015-12-16 07:17:36周美蓉
鍛壓裝備與制造技術 2015年6期
周美蓉
(永州職業技術學院,湖南 永州 425000)
1 零件工藝性能
如圖1所示為撥叉零件圖。材料黃銅,厚度0.3mm,大批量生產。查表可得,H68黃銅抗剪強度375MPa,斷后伸長率25%,材料具有良好的塑性級較高的彈性,沖裁性較好,可以沖裁加工。
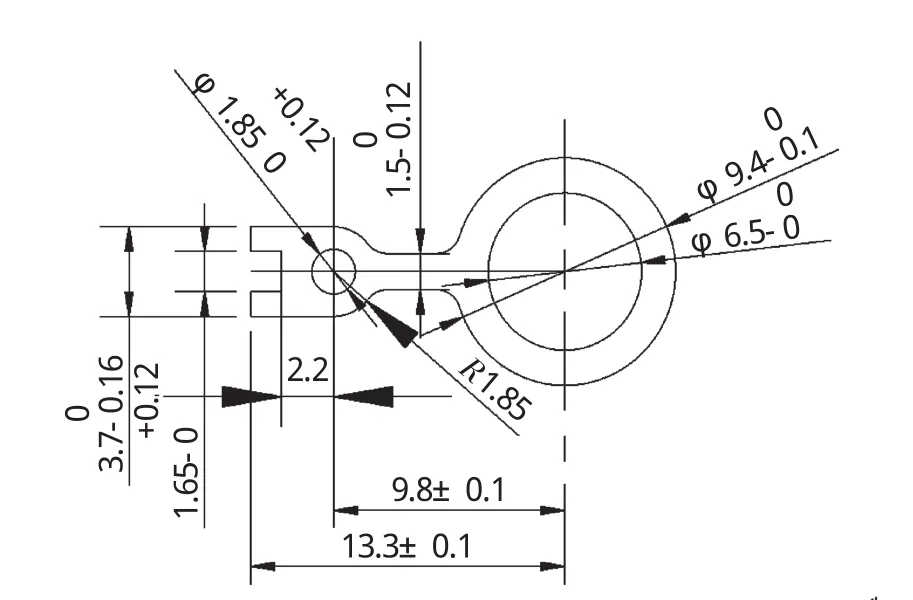
圖1 零件圖
該零件材料非常薄,根據經驗判斷沖裁間隙非常小,增大了模具加工的困難。但是如果采用高精度的電加工、磨削加工,仍然可行。
1.1 制件結構分析
該件為落料沖,形狀對稱,結構較簡單、規則,有利于材料的合理利用。孔的尺寸為?1.85、?6.5,尺寸都較小,受凸模強度的限制,必須對凸模采取保護措施。沖孔的最小尺寸取決于材料性能、凸模強度和模具結構等。查詢有關表格得,對于黃銅來說,其沖孔模可沖壓的最小孔徑為

式中:d——可沖壓的最小孔徑;
t——材料厚度。
經計算,該零件滿足工藝性要求。
受模具強度和沖裁件質量的制約,沖裁件孔與孔之間的距離b、孔與邊緣之間的距離c不應過小,一般要求 b≥( 1~1.5)t,c>( 1.5~2)t。
1.2 制件精度與粗糙度
由零件圖可知,制件尺寸要求高,特別是兩個孔心距、沖裁件的經濟公差等級不高于IT14級,一般落料公差等級最好低于IT10級,沖孔件公差等級最好低于IT9級。圖中絕大部分尺寸屬于IT11級精度,尺寸精度要求較高,仍屬于經濟公差范圍內。由于該沖裁件沒有斷面粗糙度要求,故不必考慮。
1.3 生產批量
模具制造費用很高,約占沖壓件總成本的10%~30%。因此,只有在大批量生產條件下,沖壓加工才能取得明顯的經濟效益。該零件要求大批量生產,所以適合沖壓加工。
2 方案論證
2.1 確定模具方案
該零件為大批量生產,為提高生產效率,降低生產成本,保證產品精度,應當考慮采用復合模或級進模加工。但由于該零件尺寸較小,如果采用復合模,模具強度不能保證,無法滿足復合模的安全壁厚要求。而級進模可以通過合理設計,達到較好的零件質量和避免模具強度不夠的問題。
綜合分析后,確定采用級進模方案。
2.2 確定工藝方案
由于該制件成形需多道次完成,因此制定合理的成形工藝方案十分重要。考慮到生產批量大,應在生產合格零件的基礎上盡量提高生產效率,降低生產成本。要提高生產效率,應該盡量復合能夠復合的工序。但復合程度太高,模具結構復雜,安裝、調試困難,模具成本提高,同時可能降低模具強度,縮短模具壽命。所以應根據零件實際情況,合理地制定級進工序。
該零件基本工序:①沖?1.85圓孔;②沖?6.5圓孔;③落料。據此,可以作出下列方案組合:
方案一:先沖出?6.5的孔,并作為導正孔進行導正,保證零件精度,且留有兩道空位工序,從而保證工作零件的強度與固定的空間。操作方便,安全程度較高。但工序相對較多,成本較高。
方案二:先沖出?6.5的孔,并作為導正孔進行導正,最后一道工位采用復合模組合沖壓。優點是節約了工序和設備,可以提高生產效益,但模具結構復雜,模壁強度較差,模具容易磨損或破壞,不宜采用。
方案三:先沖出?6.5的孔,并作為導正孔進行導正,將方案二中第2和第3工序互換。最后一道工位采用復合模組合沖壓,但落料凸模壁厚太薄,強度不夠。其工序較少,節約了設備,提高了生產效益。
綜上所述,考慮到工作零件的強度與固定空間,以及定位精確,不應復合工序,且要在適當的位置設計空位。從經濟成本和模具結構強度出發,應適當減少工序。該零件尺寸精度要求較高,應設置導正銷。所以必須先沖出?6.5的孔,并作為導正孔進行導正,從而保證零件質量。模具結構不能太復雜,模壁強度應予以保證,使模具不容易磨損或破壞。
綜合分析,確定采用方案一的工藝方案。
3 排樣設計及計算
零件材料厚度很薄,尺寸較小,近似方形,結構對稱,因此采用直排比較合理。
考慮到該制件尺寸精度要求高,搭邊值應取稍大值。查詢有關表格得a1=2.2,a=2.5。其中a1為沖裁件與沖裁件之間距離,a為沖裁件與條料側邊之間距離。
該工件材料為黃銅,查詢得其材料搭邊系數為1~1.2。 為備料方便取整數,最后取a1=2.5,a=2.5。
經計算,條料寬度B=23mm,步距S=11.9mm。
4 模具總體結構設計
本零件采用級進模沖壓方案。因大批量生產,采用機器自動送料,導料銷導向,擋料銷定位。在卸料方式上,考慮零件尺寸較小,厚度很薄,無法采用剛性卸料方式,所以設計了彈性卸料裝置,而卸料板固定于導板上,卸料橡膠則驅動導板,間接驅動卸料板。在模架選擇上,多工位級進模要求模架剛度好、精度高、穩定性能好,且該零件要求尺寸精度高,所以采用后側導柱模架,外導柱對卸料組件、上下模同時導向。在出件方式上,級進模出件方式通常有漏出、吹出、滑出,該模具采用的是滑出方式,即在凹模板上開出斜面,一旦制件與條料分離,即可從斜面滑下。
模具裝配圖如圖2所示。
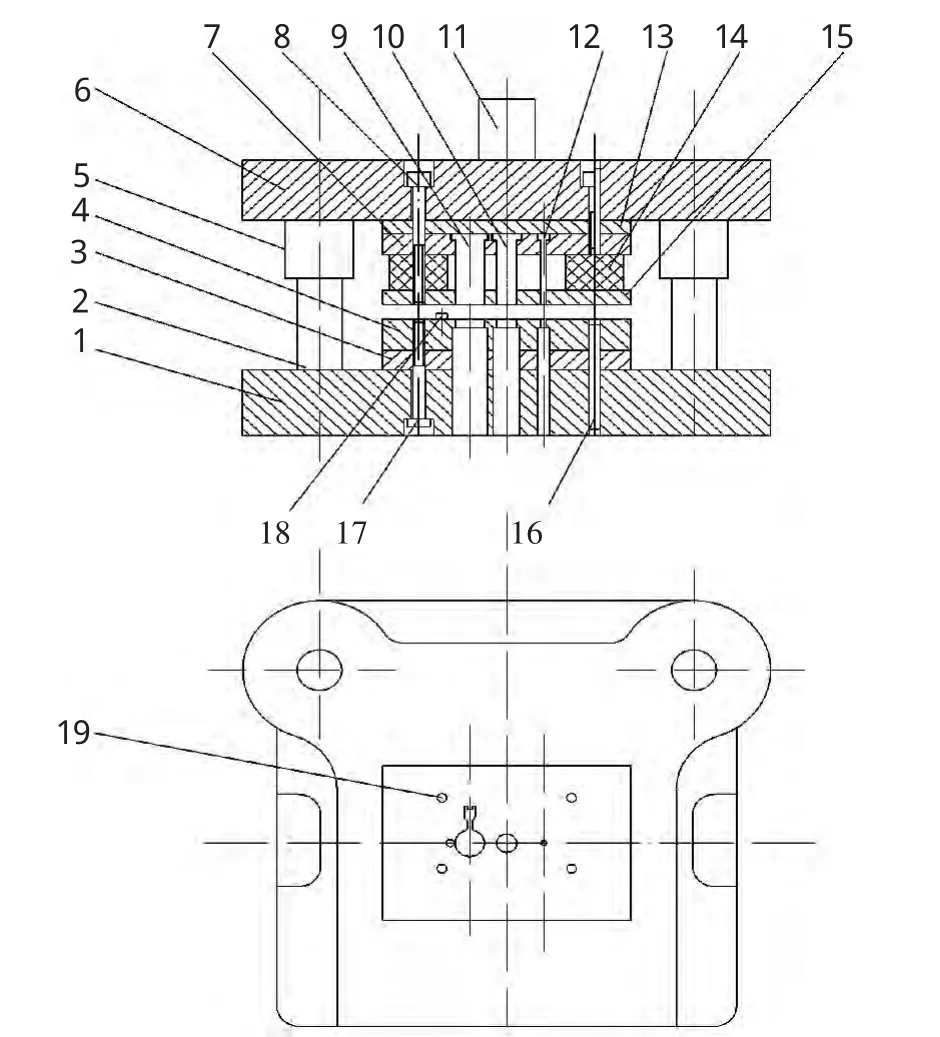
圖2 模具裝配圖
[1] 鐘毅芳,等主編.機械設計[M].武漢:華中科技大學出版社,2001.
[2] 薛啟翔.沖壓模具設計與制造難點與訣竅[M].北京:高等教育出版社,
[3] 史鐵梁.冷沖壓模設計指導[M].北京:機械工業出版社,1997.
[4] 趙 程,楊建民,主編.機械工程材料[M].北京:機械工業出版社,2003.
[5] 翁其金,主編.沖壓工藝與模具設計[M].北京:機械工業出版社,2005.
