棒材生產(chǎn)中鋼坯翹曲原因分析及對策
2015-12-22 06:21:08李慶效馬艷杰王麗娜李力
河南冶金 2015年2期
關鍵詞:變形
李慶效 馬艷杰 王麗娜 李力
(1 安徽首礦大昌金屬材料有限公司;2 華北理工大學 遷安學院)
0 前言
某鋼廠棒材使用150 mm ×150 mm 的方坯,采用平立交替的軋機布置的工藝,粗中軋壓下量較大,速度慢,精軋壓下量小,速度快,精軋前后通常有穿水冷卻裝置。在棒材軋制過程中,由于種種原因軋制鋼坯會出現(xiàn)翹曲,平軋機翹曲多發(fā)生在軋制線垂直方向上(即上下翹曲),立軋機翹曲多發(fā)生在軋制線的水平方向上(即左右彎曲)。鋼坯翹曲對軋制的穩(wěn)定性產(chǎn)生了影響,翹曲的鋼坯與軋機、導位等設備或者檢測儀器發(fā)生撞擊,增大了設備損耗,嚴重者造成鋼坯無法正常進入軋機,影響軋制效率和產(chǎn)品成材率。
1 鋼坯翹曲原因分析
軋制過程中,造成鋼坯翹曲的原因很多,其主要原因是軋制過程中,鋼坯處在非對稱軋制條件下進行軋制,即軋件上下表面的金屬流量不同,變形程度不同,從而產(chǎn)生翹頭或扣頭[1~2]。
棒材生產(chǎn)中,粗中軋機組完成對軋件大壓下量的同時,由于鋼坯表面溫度分布不均勻、軋輥損耗、軋制線偏移、軋制線速度的變化等因素,鋼坯易產(chǎn)生翹曲。
1.1 溫度的影響
在軋制過程中,軋件溫度不斷降低。加熱爐對軋件加熱不均勻,或者由于工藝要求對設備(如軋輥冷卻水、除鱗等)進行冷卻,會造成軋件上下表面散熱不均勻,隨著軋件延伸、金屬變形程度不同,導致軋件發(fā)生翹曲現(xiàn)象。軋件在軋制線上停留時間過長也會造成軋件的翹曲。
以軋件扣頭為例,在其他工藝條件相同條件下,鋼坯存在斷面溫差,上表面溫度高于下表面溫度,變形如圖1 所示。由于在變形區(qū)軋制力相等,金屬的變形抗力受變形溫度影響,溫度高的區(qū)域變形抗力小,變形速度快,變形程度大,必然會使L1>L2,即ΔH1>ΔH2。軋件上表面的前滑值比軋件下表面前滑值大,在將軋件從中性層分為上、下兩半部分的情況下,上軋輥從變形區(qū)軋出的金屬體積比同一時間下軋輥從變形區(qū)軋出的金屬體積大,結果形成圖1所示的翹曲形狀。
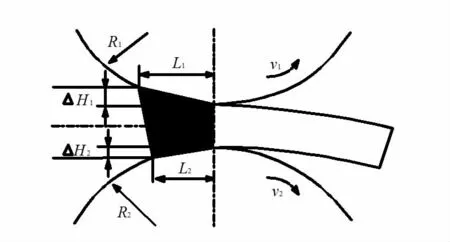
圖1 軋件上下表面存在溫度差時軋出的軋件形狀
1.2 軋制線高度的影響
軋制線高度是指軋機下輥的表面與機架輥的上表面之間的高度差。當軋輥與平軋機機架輥的垂直(立軋機水平)距離調整不當時,軋件不能水平進入軋機輥縫,則軋輥會將軋件爬坡咬入或者下傾咬入,這樣非對稱的咬入引起了非對稱的軋制。而且當進口導位安裝偏離軋制線時,也會引起軋件非對稱咬入,當出口導位安裝偏離軋制線,也會引起軋件在一個方向受力,從而出現(xiàn)軋件翹曲現(xiàn)象。
1.3 摩擦力的影響
軋件和軋輥表面的摩擦力的大小及分布與接觸弧長度和軋件平均厚度的比值以及摩擦系數(shù)有關。由于軋件表面的氧化鐵皮、軋輥表面粗糙、冷卻水、油污等,使摩擦系數(shù)發(fā)生變化,影響軋件和軋輥表面的摩擦力。摩擦系數(shù)大的一側受到摩擦力增大,金屬的塑形流動受到抑制,使軋件發(fā)生不同程度的翹曲。
1.4 軋制線速度的影響
軋制線速度與軋輥直徑和溫度有密切關系。溫度對軋制線速度的影響,主要是影響金屬塑性變形,溫度越高金屬變形抗力越小,軋制線速度越高,使金屬塑形流動變大。在軋機轉速一定情況下,軋輥直徑越大,軋制線速度越大,線速度較大一側的金屬塑形流動較大,前滑值較大,所以軋件會向軋制線速度較小的一側彎曲。
2 生產(chǎn)對策
1)生產(chǎn)過程中,通過減少軋件斷面尺寸的溫差,即降低軋件上下表面溫差,提高軋件溫度均勻性,保證軋件表面延伸和變形的均勻性,從而降低軋件翹曲的發(fā)生可能性。主要措施有:首先,加熱爐保證加熱節(jié)奏,提高加熱效率,保證軋件出爐溫度的均勻性;其次,控制軋制節(jié)奏,避免軋件停留時間過長;最后,控制軋制過程中冷卻水,合理安排冷卻水分布,保證上下輥的冷卻效果,保證軋制過程中軋件的斷面溫度均勻性。
2)生產(chǎn)過程中,保證軋制線高度的一致性,避免出現(xiàn)非對稱軋制,進而減少軋件翹曲發(fā)生的可能性。主要措施有:軋機、導位等設備安裝要嚴格按照標準執(zhí)行,保證生產(chǎn)線軋制線高度一致;軋制過程中,固定好軋機、導位等設備底座,保證設備的穩(wěn)定性,以避免由于震動、撞擊等因素造成軋制線的偏移。
3)生產(chǎn)過程中,減少摩擦系數(shù)的變化,能夠有效避免軋件翹曲的發(fā)生。主要措施為:減少軋件表面氧化鐵皮;合理布置軋機間冷卻水管;通過軋輥磨削、刻痕等增加軋輥表面摩擦力。
4)生產(chǎn)過程中,合理控制軋制線速度,保證軋件表面金屬流動的均勻性,從而有效避免軋件翹曲的發(fā)生。主要措施有:合理調節(jié)軋機轉速;改善軋輥材質,減小軋輥磨損率;定期檢查軋輥磨損帶來的輥徑變化。
3 改進效果
上述措施實施后,某鋼廠棒線材軋制穩(wěn)定性得到較好控制,軋制作業(yè)率提高至90%以上,車間綜合成材率提高0.9%,技術經(jīng)濟指標顯著提高,有效的預防和減少了棒材軋制過程中,鋼坯翹曲現(xiàn)象的發(fā)生。
4 結論
軋制過程是一個復雜的物理過程,影響因素多,各因素之間又互相影響。通過以上分析,不難看出在熱軋生產(chǎn)過程中,影響棒材鋼坯翹曲的因素是多方面的,主要體現(xiàn)在鋼坯加熱溫度不均、軋制線的高低、摩擦力分布和軋制線速度等問題上。根據(jù)以上影響因素提出了合理的生產(chǎn)對策,而且實施措施后,有效的預防和減少了棒材生產(chǎn)過程中鋼坯翹曲現(xiàn)象的發(fā)生,對實際生產(chǎn)具有指導意義。
[1]孫薊泉,張海濱,于全成. 熱軋帶鋼頭部翹曲原因分析[J]. 鋼鐵研究學報,2006,18(7):31 -34.
[2]龐玉華,劉長瑞,王伯建 等. 板帶材軋制頭部翹曲的影響因素[J]. 鐵研究學報.2007,19(5):35 -36.
[3]王廷溥,《軋鋼工藝學》[M]. 冶金工業(yè)出版社,1989:218 -220.
[4]李亮,杜鳳山,郭振宇 等.非對稱板帶熱軋頭部翹曲分析與有限元模擬[J].冶金設備,2003(4):4 -7.
[5]李學通,杜鳳山,王敏婷 等. 熱軋帶鋼頭部翹曲有限元研究[J].重型機械,2004(3):41 -45.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36