安鋼冷硬卷產(chǎn)品質(zhì)量分析及控制措施
2015-12-22 06:21:14王晶劉允陽(yáng)王偉戚新軍
河南冶金 2015年2期
王晶 劉允陽(yáng) 王偉 戚新軍
(安陽(yáng)鋼鐵集團(tuán)有限責(zé)任公司)
0 前言
安鋼冷軋1550 mm 酸軋機(jī)組2014年3月調(diào)試出第一卷冷硬產(chǎn)品,目前可生產(chǎn)的產(chǎn)品規(guī)格為厚度0.25 mm ~2.0 mm、寬度1000 mm ~1430 mm,最高沖壓等級(jí)EDDQ,最高強(qiáng)度級(jí)別590 MPa。在生產(chǎn)調(diào)試過(guò)程中,產(chǎn)品質(zhì)量有所波動(dòng),其中,表面缺陷和板形缺陷引起的產(chǎn)品質(zhì)量波動(dòng)較為嚴(yán)重。
1 質(zhì)量問(wèn)題
1.1 表面缺陷
表面缺陷的類型主要包括夾雜、孔洞、熱劃傷等,如圖1 所示。表面缺陷對(duì)后序加工的不良影響主要有以下幾種:1)影響最終產(chǎn)品的美觀性。用冷軋帶鋼加工的一些產(chǎn)品,例如汽車外板、家電面板等非常注重外表的美觀,如果表面缺陷在后續(xù)加工無(wú)法掩蓋,則直接影響了最終產(chǎn)品的美觀,使用戶難以接受。2)影響再加工的涂鍍性。為了增強(qiáng)帶鋼的耐腐蝕性和美觀性,冷軋帶鋼表面常常被涂鍍各種金屬或有機(jī)材料,例如鍍鋅、彩涂、覆膜等。表面缺陷直接影響涂鍍性和加工后產(chǎn)品的質(zhì)量,造成無(wú)法加工或產(chǎn)品降級(jí)。3)影響再加工的深沖性。表面缺陷在進(jìn)行深沖、漲縮等后續(xù)加工中容易造成開裂、穿孔等,直接造成報(bào)廢。
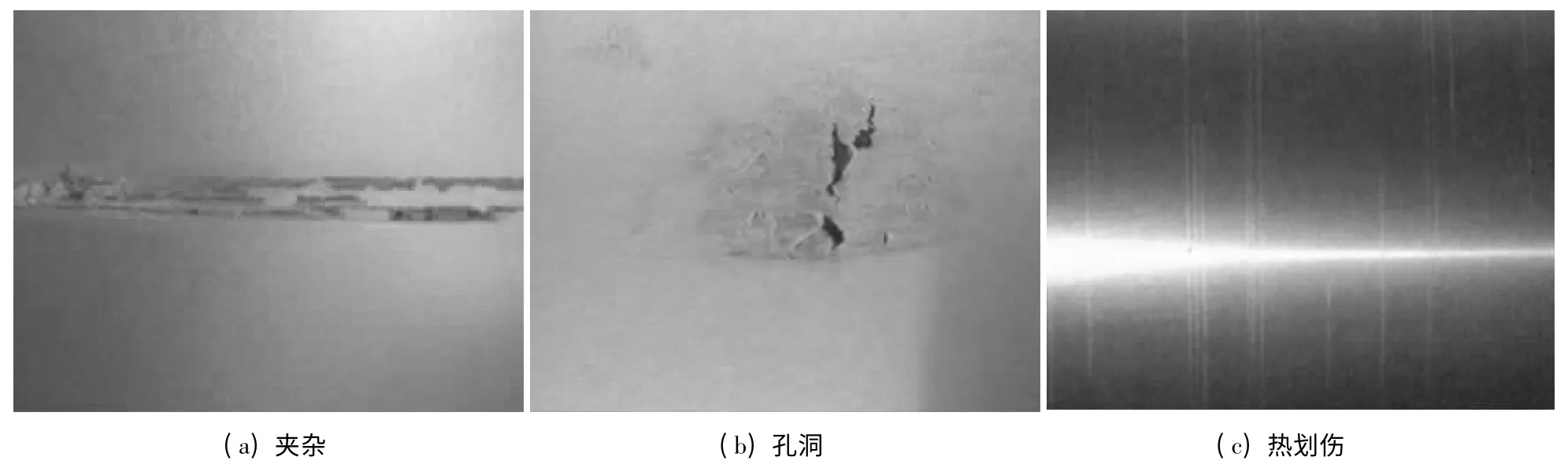
圖1 產(chǎn)品表面缺陷
1.2 板形缺陷
板形缺陷主要表現(xiàn)為邊浪,特別是調(diào)試初期出現(xiàn)的整卷通長(zhǎng)的碎邊浪(如圖2 所示)。這個(gè)缺陷主要影響下道工序的拉矯和充套。邊部延伸大于中間不容易改善拉矯性能,而不均勻的邊浪會(huì)造成兩側(cè)張力差偏大,下道工序充套時(shí)帶鋼容易跑偏。
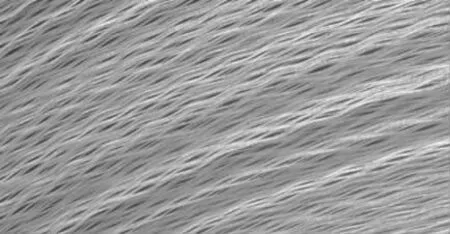
圖2 碎邊浪
2 原因分析
2.1 熱軋來(lái)料有缺陷
夾雜和孔洞等缺陷是熱軋?jiān)蠋?lái)的,在冷軋過(guò)程中逐步暴露出來(lái)的缺陷。夾雜是帶鋼表面局部區(qū)域存在點(diǎn)狀、塊狀、條狀或柳葉狀雜質(zhì)。它是煉鋼澆鑄時(shí)耐火材料或連鑄保護(hù)渣等進(jìn)入鋼水中,在隨后的軋制過(guò)程中逐步暴露于帶鋼表面的缺陷。孔洞主要是由于澆鑄過(guò)程中鑄坯內(nèi)存在的夾雜、氣泡、縮孔等在后續(xù)的軋制過(guò)程中隨著厚度的減薄使帶鋼局部破裂,或者基體內(nèi)部的非金屬夾雜物由于延伸性較差,在軋制過(guò)程中發(fā)生開裂,最終在帶鋼上形成孔洞。
2.2 工藝段參數(shù)不合理
工藝段包括拉矯和鹽酸酸洗等工序。酸洗缺陷主要表現(xiàn)為欠酸洗和過(guò)酸洗。欠酸洗是帶鋼在經(jīng)過(guò)酸洗后表面仍然存留氧化鐵皮,通過(guò)白色手套擦拭帶鋼表面明顯可見黑色。過(guò)酸洗是帶鋼表面在酸的過(guò)度作用下變成粗糙面的現(xiàn)象。酸洗缺陷主要是由于酸洗時(shí)間、酸液的濃度和溫度不合理造成的。酸洗時(shí)間短、酸液濃度低和溫度低會(huì)造成欠酸洗,反之則會(huì)造成過(guò)酸洗。另外,拉矯破鱗的效果差、熱軋卷的氧化鐵皮過(guò)厚也會(huì)造成欠酸洗。
2.3 乳化液冷卻和潤(rùn)滑效果不良
熱劃傷表現(xiàn)為帶鋼表面沿軋制方向無(wú)規(guī)律出現(xiàn)的局部條狀劃痕,一般成簇出現(xiàn),劃傷的深度淺,沒有明顯的手感,寬度一般和發(fā)絲相近,它是乳化液冷卻和潤(rùn)滑效果不良產(chǎn)生的。換輥后,軋制的前幾卷帶鋼很少出現(xiàn)熱劃傷,隨著軋輥軋制里程的增加熱劃傷越來(lái)越多且越來(lái)越嚴(yán)重,特別是壓下率較大和軋制速度較快時(shí),熱劃傷現(xiàn)象更為嚴(yán)重。因?yàn)殡S著壓下率和軋制速度增加,普通的油膜分子無(wú)法承受高溫高壓的軋制條件,油膜會(huì)迅速變薄或破裂,乳化液的潤(rùn)滑效果變差,軋輥與帶鋼間的摩擦力增大,產(chǎn)生大量的變形熱,軋輥溫度上升,又加速了油膜變薄或破裂。如此惡性循環(huán),最終導(dǎo)致軋輥與帶鋼直接接觸,產(chǎn)生熱劃傷。
2.4 軋機(jī)工藝參數(shù)不合理
在生產(chǎn)薄規(guī)格產(chǎn)品時(shí),壓下率分配和機(jī)架間張力設(shè)定不合理,造成通卷的碎邊浪。優(yōu)化前,5#機(jī)架(以下簡(jiǎn)稱S5)的壓下率過(guò)小,僅為10%左右,4#與5#機(jī)架間(以下簡(jiǎn)稱S4 -5)張力為115 MPa,S5 的軋制力反饋值比設(shè)定值高25%左右,造成帶鋼雙側(cè)碎邊浪產(chǎn)生,增大彎輥力也不能有效改善。
3 控制措施
3.1 嚴(yán)格控制進(jìn)廠原料質(zhì)量
夾雜和孔洞等缺陷在前道工序已經(jīng)產(chǎn)生,這些缺陷具有遺傳性,在冷軋過(guò)程中無(wú)法消除,并且會(huì)進(jìn)一步的暴露,情況嚴(yán)重時(shí)會(huì)造成斷帶。因此,必須從源頭上控制原料質(zhì)量。驗(yàn)收原料卷時(shí),在上到步進(jìn)梁之前對(duì)原料缺陷進(jìn)行判定,熱軋帶鋼表面不應(yīng)有嚴(yán)重的對(duì)帶鋼表面質(zhì)量有害的缺陷。若發(fā)現(xiàn)不合格的熱軋卷,禁止進(jìn)入生產(chǎn)線。同時(shí),將這些缺陷反饋給上道工序,溝通協(xié)調(diào),采取措施,減少熱軋卷的相關(guān)缺陷。
3.2 優(yōu)化工藝段參數(shù)
若發(fā)現(xiàn)欠酸洗缺陷,要適當(dāng)降低酸洗速度、提高酸液溫度和濃度,增大拉矯機(jī)的延伸率。對(duì)高溫卷取的熱軋?jiān)希捎谘趸F皮較厚,在酸洗前要提高拉矯機(jī)的延伸率和壓下量,加強(qiáng)破鱗效果,對(duì)酸液溫度和酸洗速度也要做適當(dāng)調(diào)整。需要提高軋制速度之前,首先確認(rèn)酸洗槽內(nèi)自由酸值情況,必要時(shí)將酸液溫度適當(dāng)提高后再進(jìn)行高速生產(chǎn),并隨時(shí)關(guān)注帶鋼表面質(zhì)量情況。若發(fā)現(xiàn)過(guò)酸洗缺陷,要適當(dāng)提高酸洗速度、降低酸液溫度和濃度。
3.3 提高并穩(wěn)定乳化液濃度
生產(chǎn)中若發(fā)現(xiàn)帶鋼有熱劃傷,首先要把軋機(jī)出口速度降至800 m/min 以下,減小熱劃傷的程度。若熱劃傷依然存在且有加重的趨勢(shì),可采取縮短換輥周期的方法。但是降速和縮短換輥周期會(huì)極大地影響軋機(jī)的產(chǎn)量,要想從根本上解決問(wèn)題還需要從乳化液入手。
首先,提高乳化液的濃度。將乳化液的濃度由1.5%提高至2.0%,使進(jìn)入輥縫的有效油量增加,潤(rùn)滑效果增加,減少油膜破裂,始終保持軋輥和帶鋼之間有足夠的油膜,防止軋輥和帶鋼直接接觸。另外,采取措施穩(wěn)定乳化液的濃度。加油時(shí)一次性不得超過(guò)0.2 m3,加水時(shí)一次性不得超過(guò)5 m3,加油加水要少量多次,確保1#和2#乳化液箱的液位要在(30 ±5)m3,3#箱的液位在(15 ±3)m3,使乳化液濃度穩(wěn)定,減少乳化液濃度波動(dòng)造成的熱劃傷。
3.4 優(yōu)化軋機(jī)工藝參數(shù)
針對(duì)碎邊浪問(wèn)題,采取了兩個(gè)步驟進(jìn)行參數(shù)優(yōu)化:1)增大機(jī)架間張力,使S5 軋制力的反饋值接近設(shè)定值。由于張力可以顯著地減小單位壓力,特別是后張力較前張力對(duì)減小單位壓力的效果更為明顯。因此,嘗試通過(guò)提高S4 -5 張力來(lái)減小S5 的軋制力。2)增大S5 壓下率,降低帶鋼進(jìn)入S5 前的加工硬化程度。
優(yōu)化方案如下:將S5 的壓下率由10%調(diào)整為30%,S4 -5 張力由115 MPa 提高至160 MPa。優(yōu)化后,S5 的軋制力反饋值與設(shè)定值基本吻合,碎邊浪消失,板形良好。優(yōu)化前后的工藝參數(shù)見表1。
4 實(shí)施效果
通過(guò)采取上述改進(jìn)措施,碎邊浪現(xiàn)象徹底消失,表面缺陷大幅下降,大大減少了降級(jí)品的產(chǎn)生,為安鋼冷硬產(chǎn)品投入市場(chǎng),創(chuàng)造良好的經(jīng)濟(jì)效益和市場(chǎng)效益奠定了堅(jiān)實(shí)的基礎(chǔ)。

表1 碎邊浪優(yōu)化前后的工藝參數(shù)
5 結(jié)語(yǔ)
1)夾雜和孔洞等缺陷是原料問(wèn)題,需要同上道工序做好溝通,減少此類缺陷。
2)要根據(jù)原料和生產(chǎn)情況對(duì)工藝段參數(shù)進(jìn)行優(yōu)化調(diào)整,這是解決酸洗缺陷的關(guān)鍵。
3)提高并穩(wěn)定乳化液濃度是解決熱劃傷的辦法。
4)增大S5 壓下率和機(jī)架間張力可消除碎邊浪。
[1]于順兵,劉澄.冷軋薄帶鋼缺陷識(shí)別與分析手冊(cè)[M].北京:化學(xué)工業(yè)出版社,2012:7 -37.