雙頭回轉式圓盤剪在安鋼1550mm酸軋機組應用故障分析與改進
2015-12-22 06:20:44邢巍徐軍來戚新軍朱艷娥張圣東馬永強
河南冶金 2015年4期
邢巍 徐軍來 戚新軍 朱艷娥 張圣東 馬永強
(安鋼集團冷軋有限責任公司)
0 前言
安鋼1550 mm 酸軋機組(以下簡稱酸軋機組)是一條全連續式酸洗軋機聯合機組,圓盤剪是其中一臺關鍵設備,主要作用是用于切除熱軋原料的邊部,以保證冷軋產品寬度公差和邊部質量,因此減少圓盤剪在生產過程中的故障,提高剪切質量,保證圓盤剪穩定、連續運行,對酸軋機組的穩定生產有著重要的意義。
1 圓盤剪設備概況
安鋼酸軋機組的圓盤剪為塔式無驅動型雙頭回轉式(如圖1 所示),設置在酸洗段烘干機之后,其功能是將運動著的帶鋼縱向邊緣切齊或切成軋制所需的窄帶鋼[1]。其機架為左右對稱布置,刀盤上下刀軸和調整機構都裝在機架上。機架移動裝置通過一個兩種速度的齒輪電機裝置來進行寬度調整,使切邊后帶鋼可獲得精確的寬度值。其刀頭設計為雙頭回轉式,可實現帶鋼在線運行過程中更換剪刃。圓盤剪調整裝置包括刀盤重疊量調整機構和刀盤側向間隙調整機構,重疊量主要由機架內刀軸上的偏心套來實現,側向間隙調整分為兩種:一種是通過調整刀軸上的墊片組的厚度來實現,另一種是通過絲杠調整裝置來實現[2]。
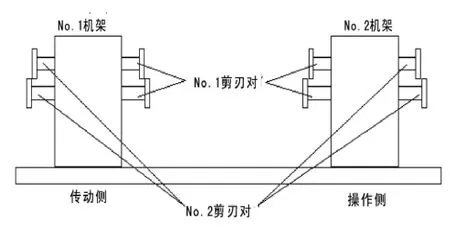
圖1 雙頭回轉式圓盤剪簡圖
圓盤剪技術參數見表1。
2 生產中遇到的問題及原因分析
2.1 邊絲不掉
通常邊絲不掉是因為剪刃重疊量S 或側向間隙Δ(如圖2 所示)不合理造成的[3]。剪刃重疊量S一般根據被剪帶鋼厚度確定,帶鋼厚度越大重疊量越小。側向間隙Δ 是指圓盤剪剪切過程中一對上下剪刃在軸向上的間隙量(如圖2 所示)。側向間隙過大,剪切帶鋼時會產生撕裂現象,過小又會導致設備超載、刀刃磨損快,切邊發亮和毛邊過多,一般側向間隙應為帶鋼厚度的9% ~11% 。該酸軋機組在生產初期常遇到,在帶鋼剪切過程中出現雙邊或單邊切絲不掉現象,如以切3 mm 碳鋼為例,根據工藝規程要求其剪刃重疊量S 應為0.56 mm,側向間隙Δ 應為0.48 mm。實際剪切時通過塞尺測量其剪刃重疊量S 只有0. 4 mm 左右,側向間隙Δ 則在0.52 mm左右。
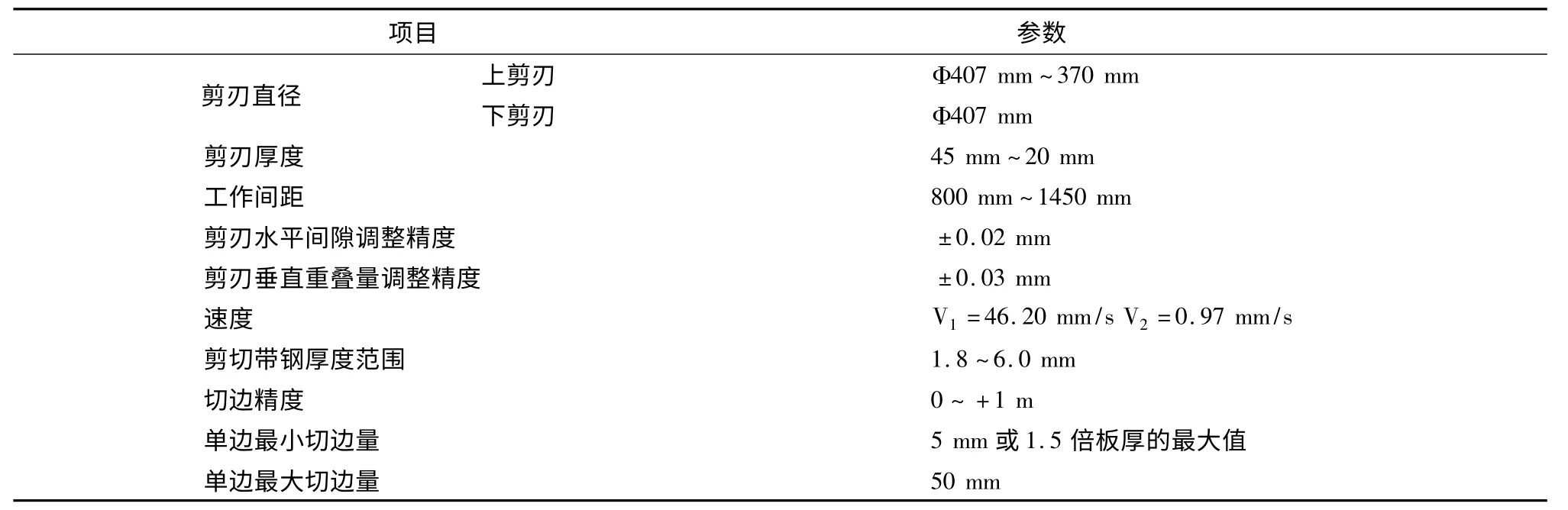
表1 主要技術參數
分析其原因,主要有:1)造成剪刃重疊量S 減小,側向間隙Δ 增大是由于剪切量增大,剪切時間增長,上下剪刃發生彈性變形;2)其中一組傳動側上剪刃刀軸上的墊片組厚度小,造成單邊邊絲不掉。

圖2 剪刃重疊量S 和側向間隙Δ 示意圖
2.2 剪刃崩豁
該機組在圓盤剪切邊過程中也曾出現剪刃崩豁現象,分析造成此現象的原因是:1)剪刃表面疲勞層去除不徹底。剪刃在經過長期使用后其表面會產生疲勞層,但在剪刃修磨過程中,未對其疲勞層修磨徹底,則剪刃再次上線后,其未修磨掉的疲勞點就容易出現崩豁情況。2)剪切角設置不合理導致剪刃受到的剪切力過大產生崩豁。剪切角(如圖3 所示)是指帶鋼運行方向和剪刃剪切方向的夾角,剪切角設置適當可使廢邊容易分開,也可有效降低剪刃受力從而減少剪刃崩豁。依據帶鋼剪切原理,其剪切角用下式進行計算[4]:

式中:α——剪切角,°;
h——帶鋼厚度,mm;
s——重疊量,mm;
D——圓盤剪刀盤直徑,mm
由式(1)可知,圓盤剪剪切角與帶鋼厚度、重疊量、刀盤直徑有關,在實際生產中圓盤剪刀盤直徑為常量,而帶鋼厚度、上下剪刃重疊量為變量,帶鋼厚度變化時通過調整剪刃重疊量改變剪切角大小。以3.0 mm 帶鋼、刀片直徑400 mm 為例,當重疊量從1 mm減到0 時,剪切角減少了0.69 °,重疊量通過影響帶鋼的剪切角進而影響到剪切力[5]。經過實踐,在剪切3.0 mm 帶鋼、刀片直徑400 mm 時,重疊量為0.56 mm,剪切角設定為0.4 °時,既能滿足帶鋼剪切需要又能有效避免剪刃崩豁。
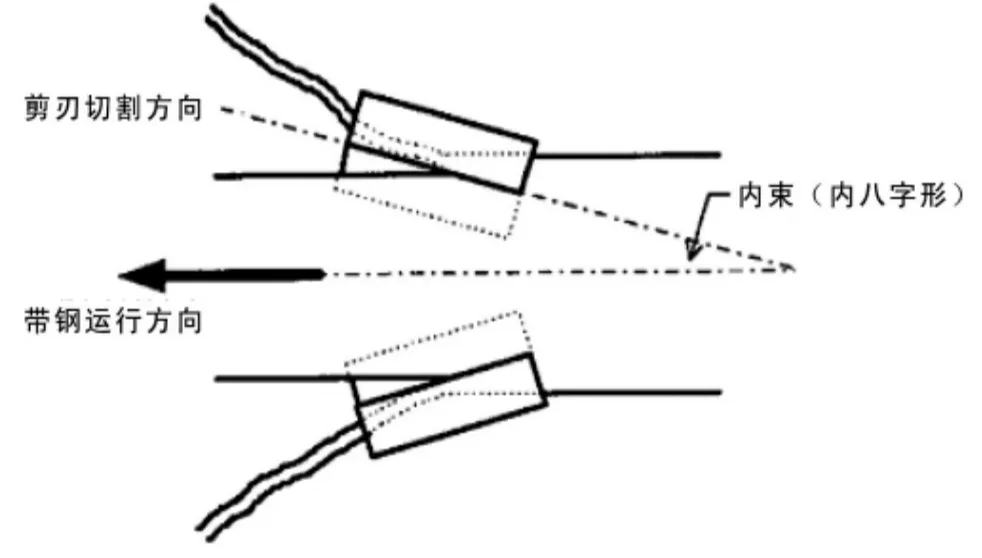
圖3 剪切角示意圖
2.3 圓盤剪堵邊
堵邊是指圓盤剪剪切過程中,廢邊在溜槽口處堵塞或者在溜槽內堵塞從而導致廢邊無法正常輸出,剪切被迫停止情況。堵邊會造成帶鋼邊部撕裂、斷口有鋸齒狀毛刺,不僅對帶鋼邊部質量和剪刃有影響,還對軋機的軋輥及產品質量有影響。分析其產生的主要原因是:1)帶頭寬度偏窄,圓盤剪切邊量太少,剪切后廢邊發生彎曲、變形呈螺旋狀,進入溜槽后不規則運行,引起堵絲[6];2)圓盤剪前的糾偏輥定位精度不準,帶頭出現鐮刀彎時未能精確糾偏,造成帶鋼咬入圓盤剪后,一側切邊寬一側切邊少,使較寬的廢邊側向翻轉呈側立狀,其進入溜槽造成堵絲;3)溜槽擋板處縫隙大,遇到廢邊較小成絲狀時會鉆入縫隙處形成堵絲。
3 采取的措施
3.1 針對邊絲不掉的現象采取的措施
對于邊絲不掉的現象,嚴格按照新修訂的工藝規程調整剪刃重疊量。在出現切絲不掉現象的初期,要及時更換刀頭及剪刃,并對刀頭進行重新標定,用塞尺對剪刃側向間隙和重疊量重新校對,調整墊片厚度和偏心套。在測量刀片間隙時,上下刀沿相反方向旋轉一圈,平均選擇3 個以上的點使用塞尺進行測量,標定值選取其中的最小值。重合量的測量同樣按照上述方式,標定值選取三個數據的平均值。
3.2 針對剪刃崩豁問題采取的措施
為解決剪刃崩豁問題,首先要嚴格按照標準對下線剪刃進行修磨,修磨厚度在0.3 mm ~0.5 mm之間,修磨完成后采用探傷工具對剪刃多點探傷,確保疲勞層全部去除。同時要合理設置剪刃重疊量,從而改變帶鋼剪切角,確保其既能滿足帶鋼剪切需要又不會受到過大的剪切力。
3.3 針對圓盤剪堵邊采取的措施
圓盤剪堵邊時,采取如下措施:1)首先要求入口段操作人員嚴格控制原料質量和切頭尾的長度,并測量頭尾寬度,確保每側有最小剪切量。2)要準確調整圓盤剪前的糾偏輥,對于在此發生的操作側廢邊寬度小于傳動側廢邊寬度而引起的堵邊現象,重新設置帶鋼位置偏差+1 mm,以對操作側帶鋼剪切寬度進行補償,使帶鋼頭尾順利通過圓盤剪。3)對溜槽擋板進行改造在原有擋板內側加焊一塊擋邊填補縫隙。
4 效果
通過調整和校對剪刃側向間隙、剪刃重疊量,剪刃修磨量,重新設置圓盤剪前的糾偏輥的糾偏數據等方法解決了圓盤剪邊絲不掉、堵邊等問題,減少了圓盤剪故障,提高剪切效率。改進后大幅度降低了圓盤剪堵邊等影響時間,由原來的平均30 min/班縮短為平均10 min/班,提高了機組產能,減輕了職工勞動強度。同時根據圓盤剪剪切原理分析了造成剪刃崩豁的原因,重新制定剪刃重疊量和剪切角的操作規范,不僅減少圓盤剪剪刃崩豁故障,還降低了剪刃備件費用,由原來平均每剪切50 km ~70 km(折合60 卷~90 卷)帶鋼就需要更換一套剪刃,提升為80 km ~100 km(折合100 卷~140 卷)更換一套剪刃。改進后圓盤剪在生產中實際應用效果良好,提高了設備作業率,改善了帶鋼邊部質量,保證整個酸軋聯合機組的良好運行,為安鋼酸軋機組的整體產能和產品質量的提高奠定了基礎。
5 結語
作為安鋼酸軋機組的關鍵部位之一,圓盤剪對帶鋼的邊部質量起到了關鍵作用,邊部質量的提高直接影響到產品成材率,因此分析和研究圓盤剪對帶鋼邊部質量的影響具有十分重要的意義[7]。通過理論研究和生產實踐,積極總結經驗,合理優化操作規程,討論、分析影響圓盤剪順行的故障原因,并提出改進措施和方法,為同行業圓盤剪故障處理提供了借鑒。
[1]鄒家祥. 軋鋼機械[M]. 北京:冶金工業出版社,2004:294 -295.
[2]程傳奇. 圓盤剪在帶材生產設備中的設計和應用[J]. 有色金屬加工,2010,39(1):51 -53.
[3]黃生銀,甄圣明. 冷軋圓盤剪切邊過程中常見問題處理[J].江蘇冶金,2008,36(6):62 -63.
[4]王利. 圓盤剪剪刃崩豁的原因及改進[D]. 內蒙古:內蒙古科技大學,2011:10 -13.
[5]王永強,孫清泉,董凱,等. 圓盤剪間隙調整及切邊質量改進[J]. 山東冶金,2007,29(3):70 -73.
[6]林春坤. 圓盤剪堵邊原因分析及處理措施[J]. 青年科學(教師版),2013,34(5):56 -59.
[7]屈群,李嵐萍,尹剛. 圓盤剪及前后設備對帶鋼邊部質量的影響[J]. 中國重型裝備,2009(4):42 -44.