唐鋼2號高爐爐墻結厚處理實踐
2015-12-22 06:20:44河北鐵集團唐鋼公司
河南冶金 2015年4期
關鍵詞:制度
(河北鐵集團唐鋼公司)
葛玉春 馬明鑫
0 概況
唐鋼2 號高爐于2013年10月29日進行停爐大修,主要更換爐缸耐材,全部銅冷卻壁和部分鐵冷卻壁,高爐于2014年1月6日16∶ 16 點火送風,實現了開爐快速達產達效。開爐后冶煉強度提高較快,高爐壁體溫度持續下行,壓量關系趨緊,風量水平萎縮,爐墻出現嚴重粘結,最終導致爐況失常。2014上半年多次調整上部裝料制度,但效果很不理想,并沒有解決爐墻粘結問題,高爐下半年以均勻活躍爐缸為突破口,適當加長和縮小風口面積,提高鼓風動能,改善爐缸的透氣性和透液性,創造爐況順行條件,結合改善原燃料質量,加強操作爐型管理,爐前鐵口噴濺現象明顯好轉,爐況適應能力明顯增強,長期保持穩定順行,煤氣利用率得到改善,燃料比不斷降低。
1 爐墻粘結簡述
正常生產的高爐,爐墻內側有粘結物(又稱渣皮),穩定而活躍的渣皮層有保護爐墻的作用,但由于各種原因導致爐料在爐墻上形成粘結,那就破壞了正常的操作爐型,使高爐下料不暢,煤氣流分布不合理,高爐的技術經濟指標將受到極大的影響[1]。根據粘結的形狀分為環形粘結和局部粘結,環行粘結遍布整個高爐截面,局部粘結居于爐內一側,環形粘結和局部粘結是由于高爐圓周工作不均勻才造成的。根據粘結生成部位來分,又分為上部粘結和下部粘結,上部粘結主要是由于對邊緣管道行程、原燃料堿金屬含量高或粉末多、長期的低料線作業、偏料、爐內高溫區上移等因素造成的;下部粘結多是爐溫、渣堿度大幅波動、下部管道行程、懸料、冷卻強度過大以及冷卻設備漏水等因素造成的[2]。
唐鋼2 號高爐爐腹、爐腰和爐身下部采用銅冷卻壁,爐身8 段~13 段采用鑄鐵冷卻壁,各段冷卻壁的平均溫度變化如圖1、圖2 所示。
從圖1、圖2 可以看出,1)高爐共出現了四次冷卻壁溫度處于低點的時間段;2)四次粘結銅冷卻壁的波動幅度較小,在一定溫度區間內震蕩;3)8 段~10 段冷卻壁的溫度變化較劇烈,而11 段~13 段冷卻壁的溫度變化幅度較小。根據冷卻壁的溫度變化情況可判斷,爐墻粘結主要發生在爐身中下部。
唐鋼2 號高爐全爐溫差的變化趨勢如圖3 所示。
從圖3 可以看出,這四次粘結全爐水溫差既有各分區水溫差相差很大的,又有各分區水溫差基本接近的,由此可判斷出這四次粘結既有局部粘結又有環形粘結。
2 爐墻粘結的判斷與計算
根據全爐各區總溫差近似計算出各段水溫差,進而計算出單塊冷卻壁熱流強度,由已知爐襯電偶溫度計算出爐襯內側表面溫度,即爐內溫度,并由此得出正常狀態下的爐內溫度波動范圍,以此作為判斷爐襯工作狀態的依據。
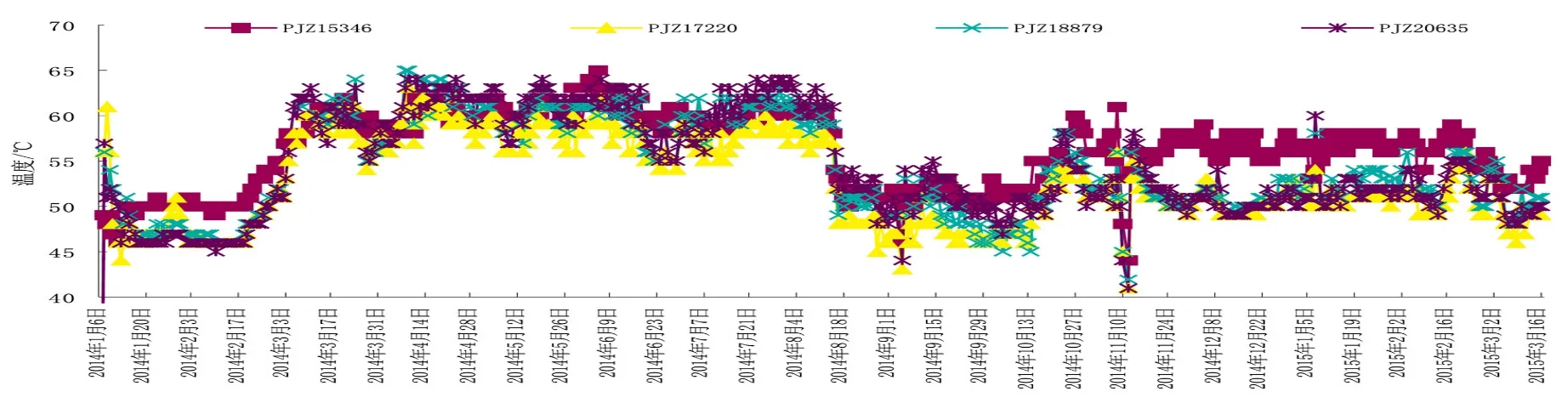
圖1 銅冷卻壁的溫度變化

圖2 鐵冷卻壁的溫度變化
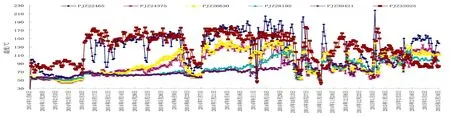
圖3 全爐分區水溫差的變化
2.1 基準期的選擇
開爐初期的爐襯內側表面溫度即表示爐內溫度,以開爐后的爐襯電偶溫度穩定階段作為基準期,計算出爐內基準溫度。爐內溫度計算方法如圖4 所示。
1)熱流強度的計算
單位面積冷卻壁的熱流強度計算公式如下:

式中:q——熱流強度,w/m2;
V——水量,m3/h;
ΔT——水溫差,℃;
A——冷卻壁面積,m2。
2)爐內溫度的計算

式中:q——熱流強度,w/m2;
λ——導熱系數,w/m·℃;
L——測溫點到爐襯內側距離,m;
T1——爐襯電偶溫度,℃;
T2——爐襯內側溫度,℃。
3)爐內基準溫度的選擇
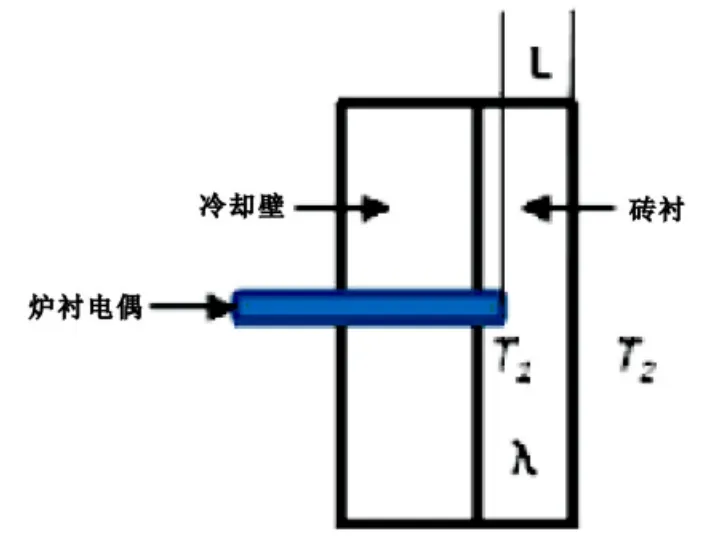
圖4 爐內溫度計算示意圖
選取爐襯溫度平穩的一段時期作為基準計算,時間段選為2014年1月11日~19日,并由此計算出爐襯正常工作狀態下的正、負波動區間,即得出Max(T2)和Min(T2)。
2.2 非正常工作狀態下的計算
計算同公式(1)和公式(2),得出非正常工作狀態下的爐襯內側溫度T2',并由此跟爐內基準溫度范圍做比較,判斷此時爐襯工作狀態:
當T2'<Min(T2)時,判斷為“爐墻粘結”,并根據公式(2)反算出粘結尺寸;
當T2'>Max(T2)時,視情況判斷為“爐襯侵蝕”;
(6)管理功能薄弱。多數平臺把重點放在實驗項目的虛擬仿真技術上,而對仿真實驗平臺的管理功能研發投入精力較少,導致管理功能較弱。學生的實驗預習、預約、操作、記錄、書寫報告、提交成果,教師的實時審批、監管、指導、批閱等各環節都應在仿真平臺中實時進行,平臺不僅要有仿真試驗功能,更應具有實驗全過程實時管理功能,這樣才能更好的提高實驗教學質量。
當Min(T2)≤T2'≤Max(T2)時,判斷為“正常”。
以2014年3月2日的爐身溫度為例,得出的計算結果如圖5 所示。
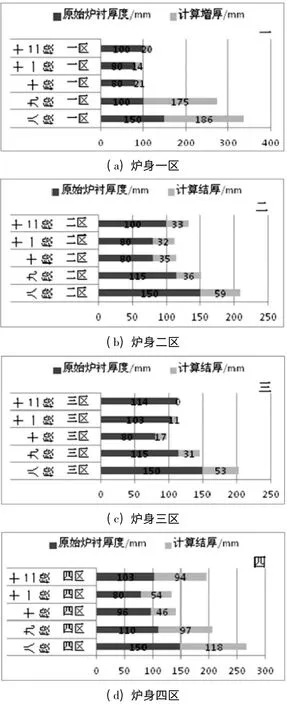
圖5 爐身各段四區爐墻粘結物計算厚度示意圖
結合計算結果、圖5 以及高爐運行參數可以判斷:1)高爐各區均出現不同程度爐墻粘結現象;2)爐墻粘結在高爐爐身徑向方向上具有一致性;3)爐身8 段~10 段爐墻粘結具有不均勻性,一區和四區粘結比較嚴重。
3 爐墻結厚原因分析
3.1 開爐操作爐型不合理
二爐大修6 段、7 段銅冷卻壁和8 段鐵冷卻壁全部重新更換為鑲磚冷卻壁,9 段冷卻壁只更換8塊鑲磚冷卻壁,其余32 塊未更換且鑲磚已掉光,所以8 段與9 段交接的地方約有170 mm 錯臺,上部噴涂彌補的效果很小,10 段~13 段局部各有2 塊~4塊冷卻壁更換,局部存在爐型不規整。
合理的操作爐型是煤氣流在經過爐腰后上升過程中不斷收縮,而錯臺的存在勢必會打破這一平衡,首先會造成爐料下降不順暢,其次使得熱的煤氣流在經過爐身下部這個錯臺后進入一個較之前大的容積范圍,從而造成流速上的降低,使得在這個區域熱的煤氣流和爐料的熱交換增加,極易造成爐料提早過熔,在發生下部煤氣流異常時形成粘結。
3.2 原燃料質量波動大
當環保要求燒結機限產時,高爐配吃大量落地燒結礦,燒結礦堿度的大幅調整或焦炭結構的頻繁變化,這些都會造成原燃料質量的大幅波動,勢必會造成爐內煤氣流的變化,進而影響到爐缸熱制度和造渣制度,而爐缸熱量的變化和爐料堿度的變化會導致爐料軟熔帶根部的上下變化,很容易形成爐墻粘結。
3.3 開爐上下部制度不匹配
二爐爐腹角78 ゜31 '5 ″偏大,開爐下部風口面積偏大,風口長度偏短,容易造成邊緣氣流發展,爐缸中心吹不透,爐缸工作狀態逐步變差,爐況波動較大。采取長期發展邊緣煤氣流的操作制度是滋生爐墻粘結的溫床[1],邊緣煤氣流旺盛,促成高爐沿爐墻處溫度升高,礦石過早熔化,當出現懸料、坐料等爐況失常時,高爐圓周溫度下降,已熔化的爐料就可能再凝結,形成粘結。
4 爐墻粘結處理措施
4.1 改善原燃料質量,加強入爐原燃料監控
精料是高爐穩定順行的基礎,提高入爐品位是精料的核心。原燃料質量提高,改善高爐料柱透氣性和透液性,有利于降低入爐焦比和操作爐型的穩定,減少了局部管道氣流。
1)2 號高爐確定合理的爐料結構為:燒結礦(74%)+球團礦(6%)+麥克礦(20%),嚴格控制生礦比不超20%,通過調整燒結礦和球團礦的配比調整爐渣堿度,入爐礦石品位達到57.8%左右,渣量大幅降低,渣鐵比降到320kg/t. Fe 左右,入爐礦石品位提高和渣量降低能有效改善料柱透氣性和透液性,同時能形成合理穩定的軟熔帶,有利于爐況的穩定順行。
2)及時了解原燃料,特別是焦炭質量和燒結礦的變化,自產焦產量不能滿足生產,且質量不穩定,必須配吃一定數量的外購焦,外購焦的比例約為40%,在一定程度上能夠提高和穩定焦炭質量,保持焦炭結構長期穩定,加強對焦炭灰份、轉鼓、反應性和反應后強度等指標的監控,高爐區和焦化區、燒結區加強聯系與溝通,當焦炭質量和燒結礦發生波動時及時采取應對措施,避免爐況出現較大波動。
3)高爐加強篩網管理,提高篩分效果,減少入爐料粉末,對焦炭和燒結礦進行槽下篩分管理,合理控制篩速,在保證不影響上料速度的前提下,盡量關小閘門開度。要求崗位人員加強責任心,加強原燃料系統的檢查與維護,定時檢查原燃料設備,清理槽下篩網。
4.2 上下部制度調整
合理的下部送風制度是爐況穩定順行的基礎,決定著下部初始煤氣流分布,確保爐缸工作均勻活躍,爐頂布料決定著爐料分布和中上部煤氣流走向。
4.2.1 上部裝料制度的調整
使用以形成布料平臺為根本的裝料制度,使平臺的寬度和穩定性達到最佳狀態,確立“穩定中心氣流,適當抑制邊緣氣流”的布料方針,提高爐況的適應性和最佳的煤氣利用率,保證爐溫充沛穩定,渣鐵流動性好,下料均勻穩定,爐體溫度合適穩定。
開爐點火送風后的裝料制度調整過程見表1。
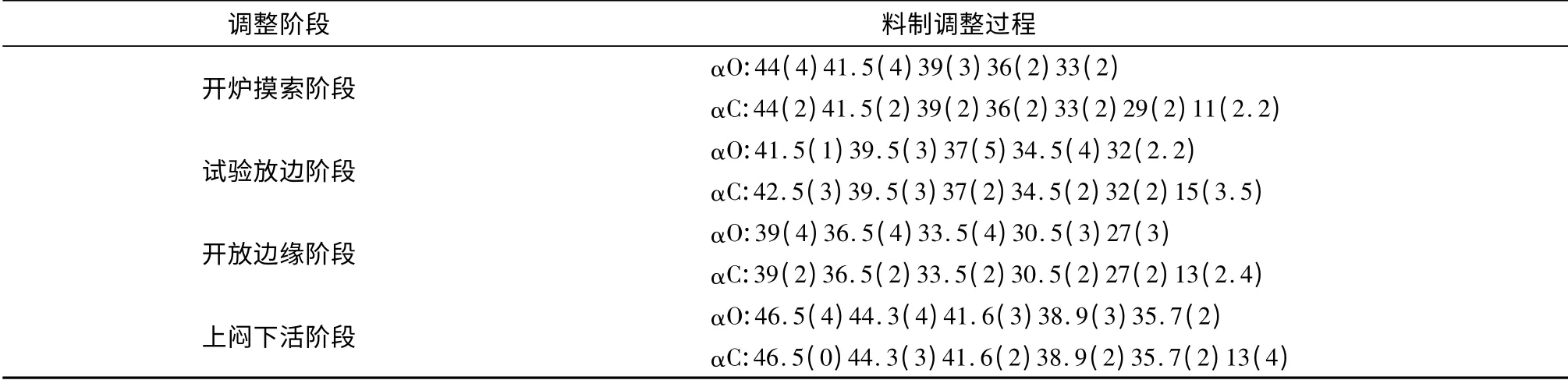
表1 爐況各階段裝料制度
由表1 可知,調整過程主要為先嘗試開放邊緣氣流,避免爐墻粘結,但是效果并不好,然后調整為抑制邊緣氣流,穩定中心氣流,消除邊緣竄氣和偏滑尺現象,穩定壁體溫度場,最后逐步形成邊緣平坦、中心漏斗的料面形狀,邊緣及中心氣流進一步合理穩定,煤氣利用明顯改善,達到45%以上,冷卻壁溫度場穩定性提高,爐況實現長期穩定順行。
4.2.2 下部送風制度的調整
下部調劑主要調整風口長度和面積,使送風制度更加合理,形成合理的初始煤氣流,確保爐缸工作均勻活躍。開爐以后,風口面積S =0.3292 m2,風口具體配置見表2。

表2 開爐后高爐風口調整具體配置
由表2 可知,2014年下半年大幅縮小風口面積和加長風口長度,保持煤氣流吹透中心,實現爐缸工作均勻活躍,結合進行上部裝料制度的摸索,達到上下部制度相匹配,在大風量水平的基礎上,充分抑制邊緣氣流,確保爐況穩定順行。
4.3 合理控制熱制度和造渣制度
1)冶煉過程中控制充足且穩定的爐溫是保證高爐穩定順行的基本前提,2 號高爐控制生鐵[Si]在0.45% ~0.55%,鐵水物理熱1500 ℃以上,增強對外界不利因素的抵抗能力,減少爐況波動,風口全部均勻噴吹,提高風溫平均水平,充分發揮熱風爐的潛力,加強對熱風爐燒爐和換爐的管理,提高全風溫意識,保證渣鐵物理熱充足穩定。
2)控制適宜的爐渣堿度,綜合考慮爐渣流動性和脫硫能力兩方面的影響,造渣制度選擇爐渣堿度在1.15 ~1.20。由于外礦中Al2O3含量較高,導致高爐渣中Al2O3含量較高,爐渣的冶金性能也發生了變化,保持MgO/Al2O3在0. 5 ~0. 6,爐渣中的Al2O3是各種原燃料帶入高爐的,可通過合理配煤,降低噴吹煤粉和焦炭帶入高爐Al2O3量。
5 技術經濟指標改善效果
結合原燃料質量情況,通過調整上下部制度等一系列措施的實施,唐鋼2 號高爐主要技術經濟指標得到有效地提高,2014年第四季度和2015年第一季度主要技術經濟指標見表3。

表3 2014年第四季度和2015年第一季度主要技術經濟指標
1)爐型合理穩定:實現渣皮穩定,壁體溫度場合理,高爐適應原燃料變化能力明顯增強,爐況大幅波動次數明顯減少,保持高爐長期穩定順行。
2)利用系數提高:通過操作制度的調整,有利于增加風量,利用系數提高到2.30 t/(m3·d)以上。
3)能耗降低:爐況穩定順行,可以降低入爐焦比,加重焦炭負荷,改善煤氣利用率,降低燃料比,從而高爐能耗降低。
6 結語
1)開爐先天性操作爐型的不合理是造成爐墻粘結的根本原因,改造型高爐更換部分冷卻壁時應引起重視。
2)合理的下部送風制度是爐況穩定順行的基礎,需通過下部調劑活躍爐缸,改善爐況順行,然后輔助上部料制,優化技術經濟指標。
3)根據爐身磚襯溫度計算出爐墻粘結厚度,為爐況判斷提供參考,爐內精細化操作,控制穩定的爐溫和堿度是避免爐墻粘結的有效途徑。
4)高爐穩定順行是一項系統工程,任何因素的影響都可能導致爐況波動或失常,應繼續堅持精料方針,建立完善的高爐管理體系,對日常操作實行量化管理,制定科學適宜的高爐操作方針,通過控制合理穩定操作爐型,實現高效與長壽,獲得最大的經濟效益。
[1]廖可橋. 爐墻結厚的處理和預防[J].鄂鋼科技,2005(3):24-25.
[2]王筱留. 鋼鐵冶金學(煉鐵部分第二版)[M]. 北京:冶金工業出版社,2004:188 -189.
猜你喜歡
遼金歷史與考古(2019年0期)2020-01-06 07:44:44
學術論壇(2018年4期)2018-11-12 11:48:50
法大研究生(2018年2期)2018-09-23 02:20:40
世界憲法評論(2017年0期)2017-12-06 09:10:10
中國衛生(2016年7期)2016-11-13 01:06:26
中國衛生(2016年11期)2016-11-12 13:29:18
中國衛生(2016年9期)2016-11-12 13:27:58
中財法律評論(2016年0期)2016-06-01 12:17:10
山西省政法管理干部學院學報(2015年2期)2015-07-31 18:10:50
時代法學(2015年6期)2015-02-06 01:39:22