大型燒結機機尾導料箱優化設計與改造
2015-12-22 06:20:46張海峰張玉榮郭建林
河南冶金 2015年4期
張海峰 張玉榮 郭建林
(安陽鋼鐵股份有限公司)
0 前言
導料箱是燒結機尾部熱礦承接設備,工作溫度高達850 ℃~1000 ℃,隨著燒結機尾部星輪的運轉,熾熱的燒結礦從尾部臺車上翻落下來落到導料箱上,再經過單輥破碎進入環冷機冷卻。燒結機臺車料面距離導料箱頂部有3 m 高,料流沖擊大,導料箱故障多,壽命短,維修量大。導料箱耐磨塊磨損嚴重,需要每個月進行檢修維護,側壁耐磨板磨損造成現場撒料,出現頂部刮料塊脫落卡在單輥蓖板,造成停機事故。為此,我們對其進行了技術攻關,并取得較好的效果。
1 導料箱存在問題
1)導料箱壽命短,耐磨塊磨損快、維修量大,備件成本高。每個月都要進行補焊架體,更換耐磨塊,成本較高。
2)導料箱頂部刮料塊原設計為整體式,長730mm,由3 條螺栓緊固在框架上。在生產過程中,因聯結螺栓磨損失效而脫落,滑落到篦板上,造成輥軸絆死,超負載運轉,致使電機燒損,引起事故停機。
3)底部擋料塊在使用過程中磨損較快,一般每3 個月都要進行檢修更換,維修工作量大,備件成本較高。
4)導料箱后壁為鋼板焊接結構,熱量不便散失,生產中后壁鋼板翹曲變形,導料箱穩定性差,因場地狹小,檢修維修難度大。
5)導料箱側壁安裝有耐磨板,使用一段時間,就會出現磨損漏料情況,一般是在側壁外側補焊鋼板,防止漏料,但這只是暫時處理,效果不是很好。
2 改進措施
針對燒結機導料箱存在問題,對其進行了一系列的設計改造:
1)改進設計,重新制作導料箱,將其斜撐角度由原來41 °改為35 °,并將導料箱整體前移120 mm,在導料箱頂部安裝刮料塊,通過螺栓固定在刮料板上。角度的改變,使導料箱刮料塊的高度下降200 mm,避免臺車蓖條粘料掛導料箱事故。中部設計成小方格承接礦料,取消耐磨塊。底部刮料塊用螺栓固定在鑄造梁上,刮料塊磨損后可以更換刮料塊,也可以根據磨損情況整體更換鑄造梁,改造后導料箱如圖1 所示。
2)在導料箱“人”字支撐后面由10 mm 鋼板改為直徑30 mm 的圓鋼,按照一定的間隙并列排列,用焊條焊接在支撐上,增強支撐的牢固性。
3)增大導料箱內部鋼板和筋板的厚度,提高其強度。利用“料磨料”理論,減緩導料箱角度,促使內部可以存積部分燒結礦,保證耐磨塊不受燒結礦的直接沖擊,減少耐磨塊的磨損,壽命長達6 個月以上。
4)在其底部設計安裝新型擋料塊(如圖3 所示),去除原來的擋料塊(如圖2 所示),從結構上設計成異形結構,使導料箱整個工作面被一層燒結礦覆蓋,減少礦料沖擊和磨損,從而延長使用壽命。
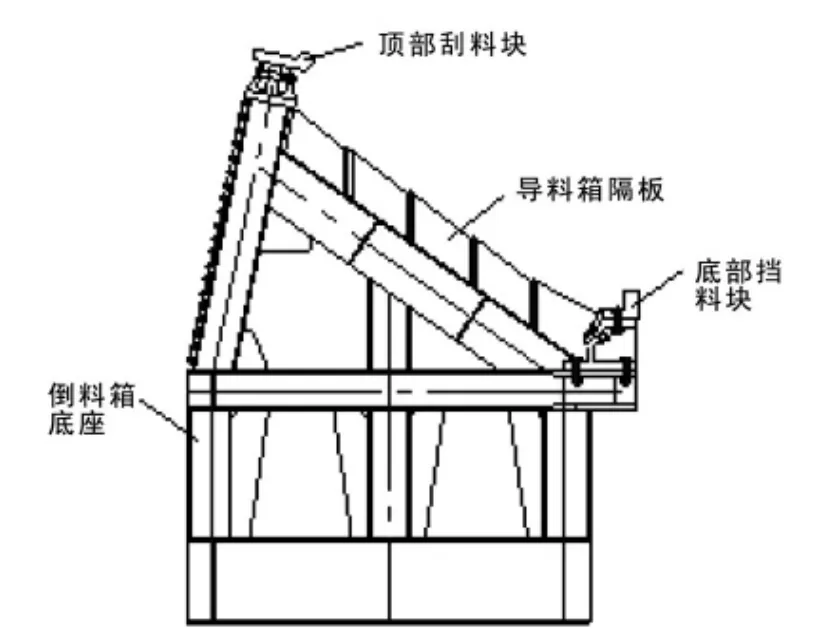
圖1 改造后的導料箱

圖2 原來的擋料塊

圖3 改造后的擋料塊
5)對刮料塊進行3 次設計改造,如圖4 所示。將耐磨塊設計為小型多段式,體積小重量輕,方便搬運及檢修更換。在易磨損部位采取增厚耐磨層的方法,延長使用壽命。
6)導料箱側壁護板改為耐磨塊,設計尺寸長800 mm,寬為150 mm,厚度130 mm。減少礦料對側板的磨損,避免漏料。
3 實施效果
經上述改后,提高設備作業率,減少設備維修頻率,減輕維修人員勞動強度,降低生產成本。導料箱刮料塊根據磨損情況的不同,可以局部更換,降低備件成本。導料箱中部設計制作成小方格,生產時在小方格內部先盛滿礦料形成礦料層,后續礦料落在料層上,減緩鋼板的磨損速度,保護了箱體,延長了其使用壽命。尾部擋料塊向后平移120 mm,更多地承接礦料形成料層,在擋料塊上部增加礦料層,擋料塊的使用壽命由原來的3 個月延長到12 個月以上。

圖4 刮料塊改造
4 經濟效益
燒結機導料箱優化設計改造投資15 萬元,使用壽命至少為3年期,每年的投資成本為5 萬元;改造前導料箱耐磨塊損耗大,改造后每月可節省耐磨塊50 塊,一年節省成本12 萬元;設備改造后可節省人力,按照現有人工每人每天200 元計算,一年可以節省1.92 萬元;設備改造后,改善了工作性能,每年減少設備事故臺時6 h,年創增產效益12.87 萬元。綜上所述,總計效益為21.79 萬元。
5 結論
在2014年3月對3#燒結機導料箱進行改造,經過一年多的實踐,取得了較好的效果。導料箱使用壽命延長1年以上,提高設備作業率,減少設備維修頻率,減輕維修人員勞動強度,降低生產成本,每年可創效21.79 萬元。我們將此項技術在2#燒結機導料箱上推廣應用,也取得較好的效果。
[1]張惠寧. 燒結設計手冊[M]. 北京:冶金工業出版社,1998:315-316.
[2]陳曉榮,黃永昌. 燒結機機尾導料槽的改進[J]. 燒結球團,2005,30(5):55 -56.
[3]張松,于明珠,李艷茹.燒結機機尾導槽磨損原因分析及改進措施[J].燒結球團,2013 ,38(4):38 -40.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年11期)2018-08-04 03:26:08
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00