宏程序在特殊螺紋中的應用
2015-12-25 08:30:32張振
機械工程師 2015年3期
關鍵詞:程序
張振
(廣東省機械高級技工學校,廣州510450)
0 引言
車削加工螺紋是現代制造業中自動化程度較高的生產任務之一,也是數控車削工藝路線制訂、刀具選擇、切削用量選用、程序設計等綜合難度較大的操作之一。
對形狀復雜的螺紋傳統的加工方法一般采用成形刀車削成形。但由于成形車刀的成本比較昂貴,磨損后刃磨困難,刀具調整不方便,大螺距螺紋車削阻力大等原因,使生產的質量和效率達不到要求。但目前由于數控機床的普及使用,我們可以不再依賴成形車刀來進行加工,可以使用一些標準化的刀具來進行加工,這不僅可以提高生產質量和效率,還可節約制作刀具的成本。但這種方法會使數控加工程序的編制變得復雜。雖然目前各種各樣的CAD/CAM軟件在加工中開始普及,能夠解決大部分復雜零件的程序編制,但在螺紋加工方面尚有所欠缺,不能用于加工一些形狀比較復雜的螺紋(使用成形刀的除外)。由于使用CAD/CAM軟件目前不能解決特殊螺紋等軸類零件的加工,需要采用手工編程,進行宏程序的編制,以達到加工的目的。如何在數控車床上應用宏程序變量編程并進行加工,是歷年數控技能競賽的主要內容和難點之一。本文以Fanuc TC0i數控系統為例,介紹通過宏程序編制特殊螺紋的程序和加工的方法,實例程序已經通過實際加工,可作為模板推廣使用。
1 特殊螺紋車削加工及通用宏程序設計
1.1 特殊螺紋加工的原理
具有特殊牙型角螺紋的加工主要是進行螺紋定位點的變化,使定位點形成一個與螺紋牙型相符合的形狀,從而進行加工。圖1所示的零件圖中,螺紋加工的部分是加工一段圓弧形大導程螺紋。圖2所示的特殊螺紋為鋸齒形螺紋。
下面以圖1為例講解螺紋定位點變化的過程:
如圖3所示,該段圓弧的變化方向由A點到B點處。而這段圓弧就是由AB中間若干個點組合而成的。這些中間的點需要用宏程序進行相應的運算,使定位點中的Z坐標值和螺紋加工時的X坐標形成相應的規律,以達到加工的目的。為了編程及加工的方便,一般以R5圓弧的轉角α作為自變量采用圓的參數方程進行程序的編制。
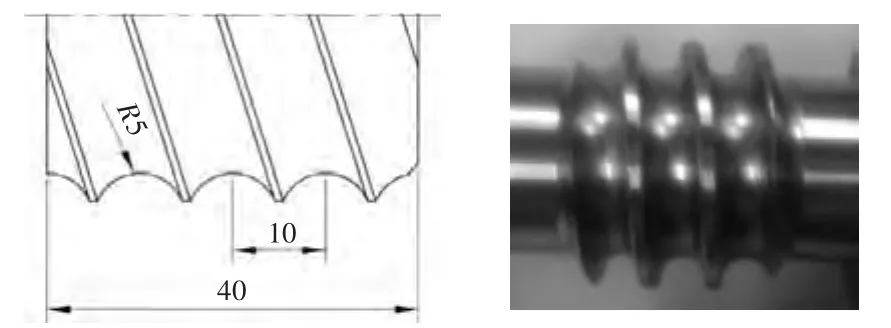
圖1 圓弧形大導程螺紋
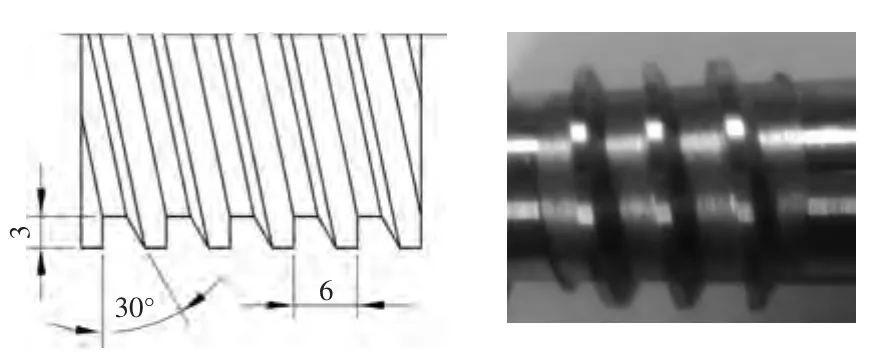
圖2 鋸齒形螺紋
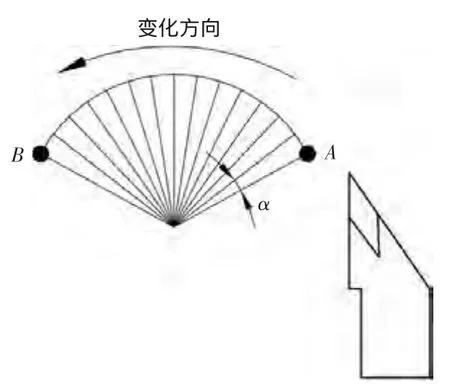
圖3 螺紋起點的變化
1.2 裝夾方式和刀具的選擇
假設螺紋的外徑已加工完成,本工序只需要完成螺紋部分的加工工藝與宏程序設計。采用三爪自定心卡盤裝夾的裝夾方式,條件允許的情況下最好是采用一夾一頂的裝夾方式,以防加工受力產生彎曲變形。
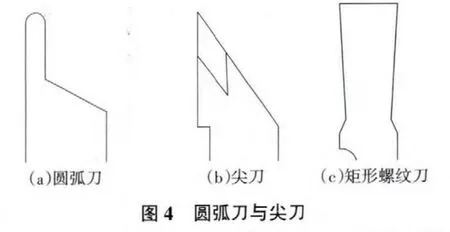
經分析后,圖1所示螺紋的牙型輪廓為半圓形,為保證牙型正確,我們可以用選用外圓圓弧車刀(圓弧為R2~R3最好)或者尖刀。
使用圓弧車刀的時候為了不讓工件過切造成工件報廢,我們還需要進行刀具圓弧的半徑補償。
圖2所示螺紋的牙型角為30°鋸齒形螺紋,由于尖刀的刀尖角為35°,在加工中會造成工件的過切。對于這一類型的工件最好是選用矩形螺紋車刀(如圖4)或切槽刀(機夾的由于夾緊方式的局限,不能用來加工這類的螺紋)。
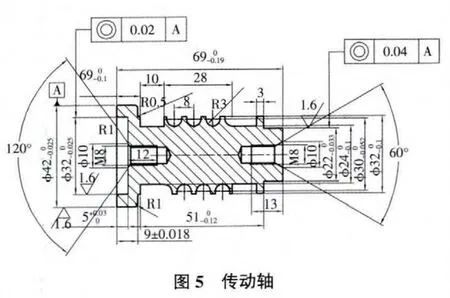
1.3 傳動軸的編程與加工
圖5為傳動軸的加工零件圖,由于整個圖形加工的程序比較多,這里只對特殊螺紋部分進行加工的分析。
1)刀具選用。該零件螺紋部分為牙底為半圓,半徑為3 mm,最大牙型高度為4 mm,螺距為8 mm,屬于中等難度的螺紋加工。刀具在加工中由于接觸面積較大,阻力逐漸變大,因此造成機床和刀具負荷過大,容易在切削過程出現“崩刀”、“扎刀”和工件松動等現象,對機床的使用壽命也有較大的影響。為解決此問題,該螺紋部分需要進行粗、精加工,以減少對機床和刀具的損耗,同時保證加工的質量和安全。刀具方面可以選用兩把R1.5~R2的圓弧車刀,刀具分為粗加工和精加工。
2)切削量的確定。該工件螺紋屬于大螺距螺紋,在加工的時候,如果切削用量選用不當,可能會損壞工件、刀具和機床,嚴重還會造成人身事故。為了讓加工有條不紊的進行下去,必須要選用一個合理的切削參數。
a.車螺紋的轉速。

式中:v為機床或脈沖編碼器允許的最高切削速度,mm/min;L為所要加工螺紋的螺距或導程,mm。
b.切深、步距。可根據機床與刀具的性能作適當調整。精加工時,為提高表面質量,可選用較小的切深和步距。
3)程序的編輯。由于圖5所示螺紋零件圖需要進行粗精加工,所以加工的程序也要劃分為粗加工和精加工程序。
a.粗加工工序。粗加工采用R2的圓弧車刀,由于所要加工的螺紋牙形圓弧為R3,所以粗加工不需要采用宏程序進行變量的加工。加工程序和普通螺紋的加工程序一致。圖6為粗加工示意圖。

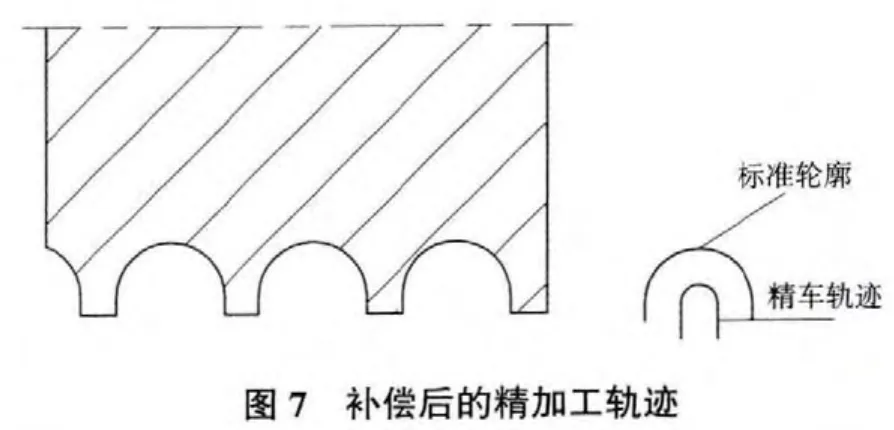
b.精加工工序。如圖7所示,精加工同樣也是采用R2圓弧刀,由于所要加工的螺紋牙型為R3,這時候需要借助于宏程序進行螺紋的精加工,為減小加工的阻力,故采用從螺紋牙型的兩側向螺紋中點進給的切削方法。因為采用的是圓弧車刀,在加工的過程中要先進行刀具圓弧的半徑補償。
半圓形螺紋面的精加工程序如下:
O0001;程序名
#1=0;賦值,#1為加工時圓弧的角度
#10=1;賦值,#10為螺紋圓弧的半徑(補償后的)
#11=32;賦值,#1為螺紋的大徑
#12=-32; 賦值,#1為螺紋的加工終點
T0101 M3 S500
G0 X150 Z150
G00 X38 Z6
G76 P010000Q100 R0.1
G76 X30 Z#12 P1000 Q100 F8;加工螺紋右側前端為直線牙型的螺紋
WHILE[#1 LE95]DO1;條件表達式
#2=SIN#1*#10
#3=#11-#2*2
#4=COS#1*#10+5; 螺紋加工需數值的運算
G00 X38 Z#4
G92 X#3 Z#11 F8
#1=#1+1;加工螺紋右側底部為圓弧的螺紋
END1
G00 X38 Z4
G76 P010000Q100 R0.1
G76 X30 Z#12 P1000 Q100 F8;加工螺紋左側前端為直線牙型的螺紋
#1=180
WHILE[#1 GE85]DO2; 條件表達式
#2=SIN#1*#10
#3=#11-#2*2
#4=COS#1*#10+5;螺紋加工需數值的運算
G00 X38 Z#4
G92 X#3 Z#11 F8;加工螺紋左側底部為圓弧的螺紋
#1=#1+1
END2
G0 X150 Z150
M30
2 結論
1)宏程序在螺紋加工中應用范圍較廣,對具有規律性的不同類型的螺紋(普通螺紋和特殊牙型的螺紋)都能采用宏程序編制的編程方法,特別對于常作修改的螺紋特征,只要修改其相關變量就能繼續進行加工,減少對程序的編制時間和出錯率,大大地提高加工效率。
2)該加工方法適用普通數控機床與刀具,不需要選用專用機床和成型刀具,補充了數控系統不具備直接編程加工大導程、異形螺紋的功能。
3)通用宏程序模板設計,對企業從事數控機床編程與加工技術人員具有較好的理論和實踐指導作用,有助于職業院校師生更好地掌握數控機床編程與加工“新技術、新工藝”。
4)填補了現有教材和技術資料中對特殊螺紋等數控編程與加工無詳細資料的空白。
上述是宏程序在螺紋中的編程思路及應用,通過多年大賽的實際應用,通過使用不同刀具和宏程序編制相結合,可以加工不同類型螺紋和特殊形狀的工件。印證了在CAD/CAM逐漸普遍的時代,宏程序在數控加工中仍有其難于替代的特點和作用。
[1] 楊偉群.數控工藝培訓教程(數控車部分)[M].北京:清華大學出版社,2006.
[2] 周永麟.螺紋的數控切削工藝[J].機械工人(冷加工),2000(6):7-9.
[3] 計小輩,王麗敏.錐面上半圓形大螺距螺紋的宏程序編制和加工[J].機械工人(冷加工),2009(11):68-69.
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
