注塑成形中氣體反壓技術的數值模擬
2016-01-12 15:04:10楊順星李海梅張亞飛李瑞波亢戰彭響方
計算機輔助工程 2015年6期
楊順星++李海梅++張亞飛++李瑞波++亢戰++彭響方
摘要: 針對某平板注塑成形過程,通過改變氣體反壓(Gas Counter Pressure,GCP)壓力場,用ANSYS CFX模擬GCP技術對成形質量的影響.由模擬結果可知:在GCP壓力作用下,熔體的流動形態發生明顯變化.當GCP壓力增大時,熔體的最大流動長度減少,且熔體流動速度和剪切應變速率呈下降的趨勢.在充填時間內,GCP壓力由0增加到2 MPa時,塑料熔體沿流動方向上的速度由0.52 m/s下降到0.45 m/s,熔體的最大剪切應變速率最大降低42.7%.
關鍵詞: 注塑成形; 氣體反壓; 熔體; 流動形態; 剪切應變速率
中圖分類號: TQ316.33文獻標志碼: B
0引言
塑料具有質輕、加工易、精度高、成本低、成形自由度大、技術發展成熟等優點,所以應用日益廣泛,但在石油資源緊張、原材料成本提高、環保要求等條件下,為提高塑料制品的附加值,除在塑料材料的改性技術上有所突破外,更需要在成形技術方面有所創新.氣體反壓(Gas Counter Pressure, GCP)技術[14]是近年來發展起來的一項新技術,其能夠有效降低塑料熔體前沿的壓力差,實現均勻充填,改善塑料制品的機械性能[12]和表面缺陷[34],減小翹曲變形[5]及提高制品成形質量[6]等.
為提高超臨界微孔發泡注射成形制品的表面質量,研發人員曾用變模溫感應加熱[23]、絕熱模具層[7]、表面貼膜工藝[89]等方法,以拓展微孔注塑工藝的應用.在目前的工程實踐中,GCP技術在超臨界微孔發泡注射成形中的應用最為常見.在超臨界微孔發泡注射成形時,型腔內充滿一定帶壓氣體抑制氣泡生成的反壓法能有效控制表面氣泡流痕(見圖1).當超臨界流體(Super Critical Fluid, SCF)溶解于高分子熔體中,且熔體前沿受反壓氣體作用時,因GCP壓力大小不同,可能出現3種情況:當沒有GCP壓力時,在熔體充填階段發泡將自然發生而導致有銀絲留痕缺陷產生于制品表面;如果GCP壓力大于標準大氣壓但小于維持SCF所需的臨界壓力時,發泡將受到限制;當GCP壓力大于臨界壓力時,熔體將在反壓作用期間維持為單相泡核而無泡孔產生.[14]
圖 1GCP技術示意
Fig.1Schematic of GCP technology
作為一種先進的設計手段,數值模擬技術在注塑成形加工領域應用日趨廣泛.從開始僅能模擬熔體注塑充填[10],到集成化模型模擬充填、保壓,再到冷卻成形全過程[11],進而發展氣體輔助注塑成形等雙相流動的模擬[12]以及成形質量預測等.相對于注塑GCP技術的實驗研究成果,反壓技術的數值模擬迄今鮮有人研究.
超臨界微孔發泡注射成形涉及到泡孔成長的空氣力學,與常規注射成形相比較復雜,為便于模擬,本文只考慮帶反壓的常規注塑成形工藝,用數值方法對GCP技術進行探索.利用有限元軟件ANSYS CFX平臺,通過二次開發,建立高分子材料的CrossWLF七參數黏度模型,定義模擬所需要的材料,改變平板注塑制品成形過程的GCP壓力,對成形充填過程進行三維數值模擬,討論GCP壓力對熔體充填流動的影響.
1模型與算法
在注塑成形過程中,熔體充填階段的數學模型滿足質量守恒、動量守恒和能量守恒三大定律.熔體在充填過程中,流動前沿上受到GCP的作用,形成氣熔界面.根據工藝特點,對氣熔邊界進行簡化和假設:1)氣體在熔體充填過程中假設為不可壓縮流體;2)因為熔體黏度遠大于氣體黏度,假設氣體黏度為0;3)氣體的比熱容遠小于熔體,不計氣體內部的能量交換;4)氣體密度遠小于塑料熔體,忽略其重力;5)氣熔界面兩側物質不發生能量交換.
1.1平板制件
以平板注塑件為例,模擬注塑成形過程中GCP壓力對塑料熔體流動的影響,制品的幾何尺寸為4 mm×4 mm×1 mm,形狀見圖2a.澆口為側澆口,尺寸為1 mm×1 mm×1 mm.對幾何模型用四面體網格單元離散,網格邊長設定為0.1 mm,節點個數為7 846,單元總個數為30 246,見圖2b.制品成形工藝參數見表1.
a)制件尺寸示意圖,mb)有限元網格圖,m圖 2平板制品的尺寸及網格示意
Fig.2Schematic of size and mesh of plate product
表 1注塑成形工藝參數
Tab.1Injection molding processing parameters參數值模具溫度/℃60熔體溫度/℃230入口速率/(m/s)1參數值模壁傳熱系數/(W/(m2·k))25 000GCP壓力/MPa0, 1, 2
在塑料熔體充填開始前,型腔內充滿帶壓氣體,然后改變GCP壓力大小,采用數值方法分析塑料熔體流動前沿位置、充填時間、熔體流動速率和剪切應變速率等相關模擬結果,量化分析GCP壓力對注塑成形中塑料熔體流動狀態的影響.
1.2材料的黏度模型
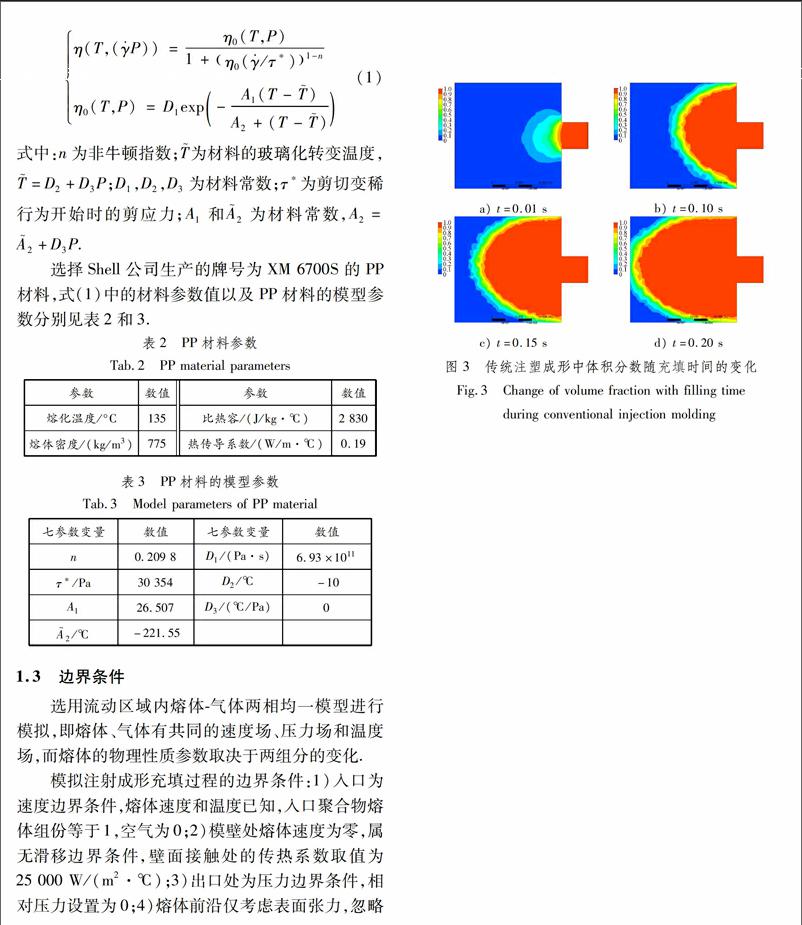
ANSYS CFX的材料庫提供理想空氣、水、銅、鋁、鋼鐵和煙煤等材料參數,但沒有聚合物材料.為研究聚合物材料的流動,通過軟件接口添加.聚丙烯PP的CrossWLF七參數黏度模型見式(1),材料屬性用CEL語言定義完成.η(T,(γ·P))=η0(T,P)1+η0(γ·/τ)1-n
η0(T,P)=D1exp-A1(T-T~)A2+(T-T~)(1)式中:n為非牛頓指數;T~為材料的玻璃化轉變溫度,T~=D2+D3P;D1,D2,D3為材料常數;τ*為剪切變稀行為開始時的剪應力;A1和A~2為材料常數,A2=A~2+D3P.
選擇Shell公司生產的牌號為XM 6700S的PP材料,式(1)中的材料參數值以及PP材料的模型參數分別見表2和3.endprint
表2PP材料參數
Tab.2PP material parameters參數數值熔化溫度/°C135熔體密度/(kg/m3)775參數數值比熱容/(J/kg·℃)2 830熱傳導系數/(W/m·℃)0.19
表3PP材料的模型參數
Tab.3Model parameters of PP material七參數變量數值七參數變量數值n0.209 8D1/(Pa·s)6.93×1011τ*/Pa30 354D2/℃-10A126.507D3/(℃/Pa)0A~2/℃-221.55
1.3邊界條件
選用流動區域內熔體氣體兩相均一模型進行模擬,即熔體、氣體有共同的速度場、壓力場和溫度場,而熔體的物理性質參數取決于兩組分的變化.
模擬注射成形充填過程的邊界條件:1)入口為速度邊界條件,熔體速度和溫度已知,入口聚合物熔體組份等于1,空氣為0;2)模壁處熔體速度為零,屬無滑移邊界條件,壁面接觸處的傳熱系數取值為25 000 W/(m2·℃);3)出口處為壓力邊界條件,相對壓力設置為0;4)熔體前沿僅考慮表面張力,忽略熱交換;5)GCP壓力通過型腔內空氣壓力變化表示,分別取0,1和2 MPa進行模擬,GCP壓力為0相當于傳統(常規)注塑成形.
2結果與討論
2.1GCP壓力對熔體前沿的影響
在不同的GCP壓力作用下,塑料制品熔體完成充填所需時間不同,同一時刻塑料熔體的充填體積分數也不同.為驗證模擬結果的合理性,取GCP壓力為0時(即傳統注塑成形)PP熔體的充填體積分數隨時間變化情況,見圖3.
a) t=0.01 sb) t=0.10 sc) t=0.15 sd) t=0.20 s圖 3傳統注塑成形中體積分數隨充填時間的變化
Fig.3Change of volume fraction with filling time
during conventional injection molding
由圖3可知:PP熔體在型腔中的充填體積分數隨時間變化比較均勻;靠近澆口中心位置熔體的充填速度較快;靠近模具壁處,由于模具壁溫度低,塑料熔體的溫度接觸模具壁面后迅速降低,熔體形成冷凝層,影響熔體的流動,充填較慢.改變GCP壓力為1和2 MPa,依次完成數值模擬,結果發現:當GCP壓力為0時PP充填滿整個型腔約0.3 s,GCP壓力為1 MPa時充填時間為1.0 s,GCP壓力為2 MPa時充填時間為2.0 s.由此可知:GCP壓力增大時,PP熔體充填滿整個型腔所需時間也相應增加,表明反壓氣體會影響對塑料熔體在型腔中的流動.
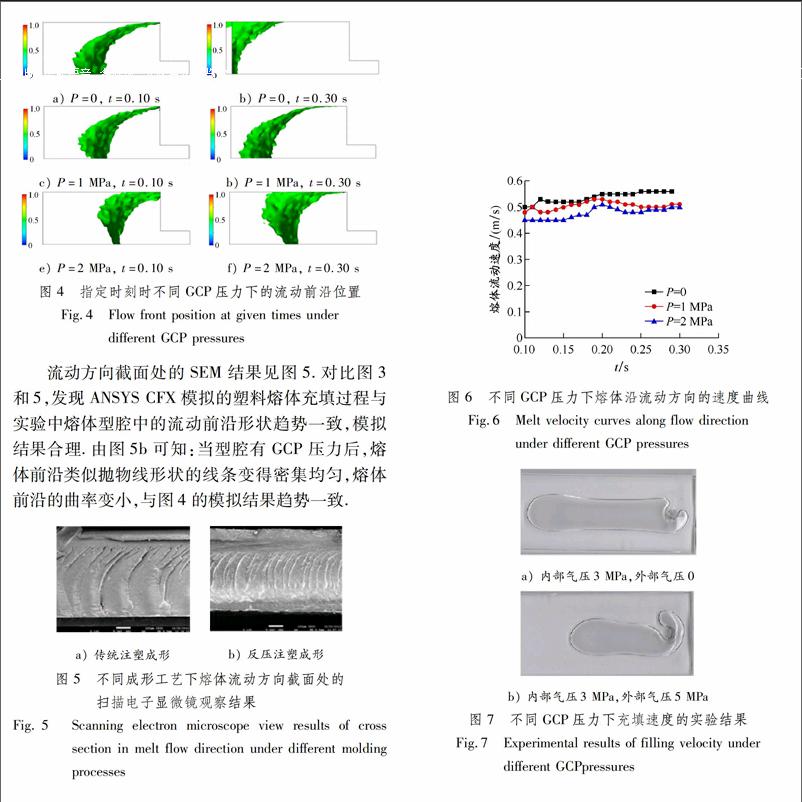
考慮GCP壓力變化時,從模擬結果提取給定時刻PP熔體的流動前沿的位置和形狀,可直觀觀察GCP壓力對熔體流動的影響.不同GCP壓力下給定時刻熔體的流動前沿見圖4.由圖4可知:當GCP壓力增加時,熔體前沿面受的GCP壓力增大,熔體流動需克服較大的壓力, PP充滿型腔所需的時間增加;當熔體前沿有1或2 MPa反壓氣體的壓力作用時,熔體前沿形狀發生變化,與傳統注塑成形相比,曲面曲率變大,表明該截面處的速度梯度變小,利于熔體型腔的均勻充填.
a) P=0, t=0.10 sb) P=0, t=0.30 sc) P=1 MPa, t=0.10 sb) P=1 MPa, t=0.30 se) P=2 MPa, t=0.10 sf) P=2 MPa, t=0.30 s圖 4指定時刻時不同GCP壓力下的流動前沿位置
Fig.4Flow front position at given times under
different GCP pressures
流動方向截面處的SEM結果見圖5.對比圖3和5,發現ANSYS CFX模擬的塑料熔體充填過程與實驗中熔體型腔中的流動前沿形狀趨勢一致,模擬結果合理.由圖5b可知:當型腔有GCP壓力后,熔體前沿類似拋物線形狀的線條變得密集均勻,熔體前沿的曲率變小,與圖4的模擬結果趨勢一致.
a) 傳統注塑成形b) 反壓注塑成形圖 5不同成形工藝下熔體流動方向截面處的
掃描電子顯微鏡觀察結果
Fig.5Scanning electron microscope view results of cross section in melt flow direction under different molding processes
2.2GCP壓力對熔體速度的影響
為量化GCP壓力對熔體速度的影響,選定澆口附近固定位置為參考點,提取模擬結果中指定位置處不同GCP壓力下的熔體速度,見圖6.在充填0.10 s時,GCP壓力為0,1和2 MPa時的熔體速度分別為0.52,0.48和0.45 m/s,最大降幅為13.5%.此模擬結果與圖5類似,即GCP壓力增大時,熔體沿流動方向上的速度有減小趨勢.
為便于直觀觀察反壓技術對充填的影響,通過氣體輔助注塑工藝進行實驗.圖7a中,氣體內部壓力為3 MPa,外部反壓氣壓為0,相當于常規的氣體輔助注塑成形;圖7b中,外部GCP壓力為5 MPa,相當于2 MPa反壓條件下的常規的氣體輔助注塑成形.在給定的時刻,GCP壓力為2 MPa(外部壓力為5 MPa)時氣體的流動長度(圖7b)小于GCP壓力為0的長度(圖7a).實驗結果間接證明GCP壓力可降低熔體和氣體的速度.由于GCP壓力相當于增加熔體的保壓壓力,使得熔體的密度增大,在內氣體積近似相等的條件下,內壓力相同的氣體穿透長度明顯減小.
圖 6不同GCP壓力下熔體沿流動方向的速度曲線
Fig.6Melt velocity curves along flow directionendprint
under different GCP pressures
a) 內部氣壓3 MPa,外部氣壓0
b) 內部氣壓3 MPa,外部氣壓5 MPa
圖 7不同GCP壓力下充填速度的實驗結果
Fig.7Experimental results of filling velocity under
different GCPpressures
2.3GCP壓力對剪切應變速率的影響
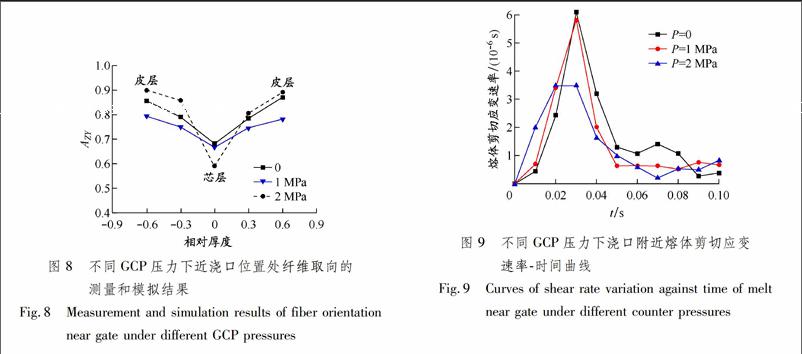
剪切應變速率對熔體取向、熔體破裂和殘余應力等影響顯著,GCP壓力對剪切應變速率的影響可作為評價成形工藝參數是否合理及GCP技術優劣的指標之一.澆口附近位置處不同GCP壓力下纖維增強塑料試樣中纖維取向的測量與模擬結果見圖8.由此可知:在GCP壓力作用下,近澆口處厚度方向的纖維取向小于無GCP壓力作用下的傳統注塑制品,試樣性能更均勻;在GCP壓力作用下,試樣厚度方向的纖維取向差異更小,取向張量Azy在皮層與芯層的最大差值為0.12;無反壓時,Azy在皮層與芯層的最大差值為0.21.目前無法模擬反壓作用下的纖維取向.傳統注塑的纖維模擬取向結果與實驗結果趨勢一致,但忽略材料彈性的黏性本構方程使得模擬結果偏大.
圖 8不同GCP壓力下近澆口位置處纖維取向的
測量和模擬結果
Fig.8Measurement and simulation results of fiber orientation
near gate under different GCP pressures
澆口附近熔體的剪切應變速率隨時間的變化曲線見圖9.由此可知:隨著時間的增加,熔體的剪切應變速率先升高后下降,表明熔體流動前沿到達選定的參考點位置時該處熔體的剪切應變速率可認為是熔體前沿所受的最大剪切應變速率;當GCP壓力為2 MPa時,熔體剪切應變速率變化相對平緩,便于成形過程中所制備產品性能的均勻性,與圖8中測量的纖維取向結果一致.GCP壓力為0,1和2 MPa時熔體的最大剪切應變速率分別為6.1×106,5.8×106和2.6×106 s-1.與傳統注塑成形相比,GCP壓力為2 MPa時最大剪切應變速率下降42.7%,可有效改善成形加工中的分子(纖維)的取向,使垂直于流動方向的制品性能得到提高.
圖 9不同GCP壓力下澆口附近熔體剪切應變
速率時間曲線
Fig.9Curves of shear rate variation against time of melt
near gate under different counter pressures
3結束語
初步實現GCP技術的數值模擬,以平板制品為例,研究GCP壓力對塑料熔體充填過程中流動狀態的影響.從模擬結果看:GCP壓力對熔體的流動形態有明顯影響;GCP壓力不同,熔體的流動速度、最大剪切應變速率也發生變化,并且隨著GCP壓力的提高熔體的流動速度、剪切應變速率都呈下降的趨勢.模擬結果與實驗的趨勢吻合.
由于反壓工藝使用方式多樣,本文沒有考慮GCP壓力的保持時間且簡化較多,為更精確模擬GCP技術,還需結合現場參數,進一步完善數學模型與模擬方法.
參考文獻:
[1]CHEN S C, LIAO W H, CHIEN R D, et al. Structure and mechanical properties of polystyrene foams made through microcellular injection molding via control mechanisms of gas counter pressure and mold temperature[J]. Int Commun Heat & Mass Trans, 2012, 39: 11251131.
[2]CHEN S C, HSU P S, HWANG S S. Effect of gas counter pressure and mold temperature variation on surface quality and morphology of microcellular polystyrene foams[J]. J Appl Poly Sci, 2013, 127(6): 47694776.
[3]LEE J, TURNG L S, DOUGHERTY E, et al. A novel method for improving the surface quality of microcellular injection molded parts[J]. Polymer, 2011, 52(6):14361446.
[4]CHEN S C, HSU P S, LIN Y W. Establishment of gas counter pressure technology and its application to improve the surface quality of microcellular injection molded parts[J]. Int Polym Proc, 2011, 26(3): 275282.
[5]YOO Y E, WOO S W, KIM S K. Injection molding without prior drying process by gas counter pressure[J]. Poly Eng Sci, 2012, 52(11):24172433.
[6]BLEDZKI A K, KIRSCHLING H, STEINBICHLER G, et al. Microcellular moulding with gas counter pressure using physical blowing agent[M]. Zurich: Trans Tech Publication, 2005: 257260
[7]CHEN H L, CHIEN R D, CHEN S C. Using thermally insulated polymer film for mold temperature control to improve surface quality of microcellular injection molded parts[J]. Int Commun & Mass Trans, 2008, 35(8): 991994.
[8]MICHAELI W, OPFERMANN D. Increasing the feasible bonding strength in micro assembly injection molding using surface modifications[J]. SPE ANTEC Technol Papers, 2006, 64: 12901294.
[9]BLEDZKI A K, KIRSCHLING H, STEINBICHLER G, et al. Polycarbonate microfoams with a smooth surface and higher notched impact strength[J]. J Cell Plascitcs, 2004,40(6): 489496.
(下轉第65頁)第24卷 第6期2015年12月計 算 機 輔 助 工 程Computer Aided EngineeringVol.24 No.6Dec. 2015endprint
