核電站常規島WB36CN1鋼焊條的研制及其性能測試研究
2016-02-05 08:37:47中國電建集團上海能源裝備有限公司201316
焊接 2016年12期
中國電建集團上海能源裝備有限公司(201316)
吳寶鑫 公茂濤 陸偉康 薛自華
核電站常規島WB36CN1鋼焊條的研制及其性能測試研究
中國電建集團上海能源裝備有限公司(201316)
吳寶鑫 公茂濤 陸偉康 薛自華
對研制的核電站常規島WB36CN1鋼配套用焊條進行綜合性能測試研究。研制的焊條焊接工藝性能理想,可適于全位置焊接。水銀法測定焊條熔敷金屬的擴散氫含量為1.6 mL/100 g。熔敷金屬常溫的抗拉強度為676 MPa,V型缺口Charpy沖擊值為156 J。焊接工藝評定試驗的接頭力學性能指標均滿足工程使用要求;接頭焊縫金屬的FATT50溫度為-19 ℃;金相組織為針狀貝氏體、索氏體和塊狀鐵素體的混合組織。焊接接頭抗拉強度在200~400 ℃高溫范圍內基本不變。400 ℃時效熱處理,隨時效時間的延長焊接接頭抗拉強度呈下降趨勢,焊縫區Charpy沖擊韌性和布氏硬度變化不明顯。
WB36CN1鋼 焊接材料 性能測試 焊接工藝評定
0 序 言
流動加速腐蝕(Flow Accelerated Corrosion,以下簡為FAC),是導致核電站尤其是壓水堆電站碳鋼和低合金鋼管道破裂失效的主要機理[1-2]。在核電站二回路汽水輸送管道中存在“FAC”現象,會使管道內表面具有保護功能的Fe3O4氧化膜溶解脫落,使鋼基體的耐蝕性變差從而導致失效。研究發現,在碳鋼中增加 Cr 元素可以明顯降低FAC速率。
WB36CNl鋼(CN1是指中國核電管道國產化第1號)是基于德國牌號WB36Sl鋼,加入適量Cr元素,重新設計化學成分,嚴格控制S,P含量,設計開發的核電國產化鋼材[3]。控制Cr的目的是為了提高管道抗FAC能力,延長管道的使用壽命,保證核電機組安全運行。WB36CNl管道鋼已在嶺澳、紅沿河核電站工程中得到應用,有力推動了中國核電用鋼國產化進程[4]。核電管道用鋼雖實現國產化,但在實際工程中與之相配套使用的焊接材料卻主要還是依賴進口。目前國內還未曾有專門針對WB36CNl鋼相配套使用焊條的試驗研究報道。文中將按照WB36CN1鋼的化學成分及力學性能等技術要求,研制一種與WB36CN1鋼性能達到良好匹配的低合金鋼焊條。
1 試驗過程
所研制WB36CN1鋼配套使用的焊條命名為PP-J607CrNiMo,熔敷金屬化學成分與WB36CN1鋼化學成分相近。因研制的PP-J607CrNiMo焊條為低合金鋼焊條,故采用藥皮過渡的形式,其中焊芯選用H08E。為滿足焊縫金屬力學性能及焊接工藝性能的要求,熔渣選用低氫型(CaO-CaF2-SiO2)渣系,利用正交法反復試驗,最終調配出工藝性能理想的配方。焊條典型熔敷金屬以及焊芯化學成分見表1。試驗中不同焊接工藝參數條件下,焊條熔敷金屬的化學成分和力學性能均穩定。

表1 熔敷金屬、母材以及焊芯化學成分(質量分數,%)
1.1 試樣制備
焊縫全熔敷金屬的常規力學性能測試試樣在制備時,采用母材為Q245R鋼板,為防止母材對焊縫的稀釋,事先在母材坡口上堆焊焊縫金屬隔離層(厚度≥3 mm)。焊接試板測試均按照GB/T 5118—2012《熱強鋼焊條》規定進行。
對研制的PP-J607CrNiMo焊條與WB36CN1鋼管進行焊接工藝評定試驗。焊接工藝評定采用鎢極氬弧焊絲UnionINi1MoCr,(規格φ2.4 mm)打底,焊條PP-J607CrNiMo(規格φ3.2 mm和φ4.0 mm)填充蓋面的組合焊方式進行。焊接位置選取45°固定焊(6G),WB36CN1鋼管規格為φ356 mm×24 mm,鋼管接頭位置開雙V形坡口。按照DL/T 868—2004《焊接工藝評定規程》規定對試件焊接接頭進行常溫拉伸性能、常溫沖擊、彎曲性能、維氏硬度以及顯微金相組織分析測試。試件焊前預熱至150 ℃,層間溫度為150~250 ℃,焊后進行570 ℃×2 h的回火熱處理。
1.2 測試分析
對熔敷金屬常溫力學性能進行測試;采用水銀法按照ISO 3690:2012《焊接及相關工藝 鐵素體鋼電弧焊接金屬中氫含量的測定》標準測定焊條熔敷金屬的擴散氫含量;利用差熱分析法測定熔敷金屬的臨界轉變溫度點;采用直Y形坡口測定焊條的焊接裂紋敏感性。對焊接工藝評定焊接接頭性能進行綜合分析測試。
2 試驗結果及討論
2.1 焊條PP-J607CrNiMo性能分析
2.1.1 焊條熔渣的物理化學性質
熔渣的熔點主要取決于熔渣的化學成分。一般焊條熔渣的熔點較熔敷金屬的熔點低200~450 ℃[5],試制的PP-J607CrNiMo焊條熔渣熔點約為1 200 ℃(如圖1中A區域范圍),比PP-J607CrNiMo熔敷金屬的熔點低約315 ℃,較好保證了焊縫的成形并易于全位置的焊接。按照經驗公式[6],PP-J607CrNiMo熔敷金屬的熔點約為1 515 ℃。

圖1 CaF2-CaO-SiO2渣系圖[5]
熔渣粘度對熔渣保護效果、焊接操作性、焊縫成形、熔池中氣體逸出等有顯著影響。參照熔渣粘度計算方法,PP-J607CrNiMo熔渣粘度在1 500 ℃左右時為0.6~0.8 Pa·s,符合全位置焊接的要求。
熔渣堿度是判斷焊接熔渣堿性強弱的指標。按照國際焊接學會推薦的關于熔渣堿度計算公式[5],熔渣堿度值為BIIW=1.9,熔渣為高堿度堿性渣。高堿度有利于焊縫金屬中夾雜物的凈化以及溶解氧、擴散氫的降低,從而提高焊縫金屬的力學性能。
2.1.2 熔敷金屬綜合性能測試
表2為焊條PP-J607CrNiMo熔敷金屬的常溫力學性能試驗結果。由表2中力學性能數據可知,研制的焊條熔敷金屬常溫力學性能數據與母材WBCN1相當,達到標準要求。
利用差熱分析法測得PP-J607CrNiMo熔敷金屬的AC1=696 ℃,遠遠高于焊后熱處理溫度,保證了熔敷金屬在焊后熱處理過程中不至于發生奧氏體相變導致焊接接頭組織和性能的惡化。
測定焊條PP-J607CrNiMo熔敷金屬的擴散氫含量為1.6 mL/100 g,達到了超低氫焊條的要求(≤5 mL/100 g)。
2.2 焊接工藝評定結果及分析
2.2.1 焊接接頭常溫力學性能測試
由表3焊接接頭常溫拉伸測試結果可知,試樣的最小抗拉強度為620 MPa,斷裂位置全部是母材。焊接接頭的彎曲試驗采用側彎,壓頭直徑為4倍試樣厚度,彎曲角度180°,彎曲試樣的表面未出現任何裂紋。焊接接頭性能滿足實際使用技術要求。

表3 焊接接頭常溫力學性能測試
2.2.2 焊接接頭沖擊性能測試
對焊接接頭的焊縫區、熱影響區(Heat Affect Zone,HAZ)以及母材分別取樣做沖擊試驗,試驗結果如圖2所示。焊縫區20 ℃的KV2=129 J,滿足表2中的技術要求。HAZ的沖擊吸收能量略低于母材的沖擊吸收能量,焊縫區的沖擊吸收能量明顯低于其它兩區。從圖3的焊接接頭金相顯微組織可知,母材和HAZ的組織較焊縫區混合組織均勻,故其韌性優于焊縫區韌性。
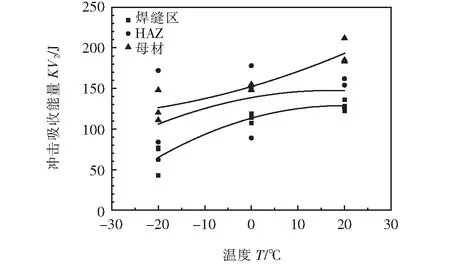
圖2 焊接接頭焊縫區、HAZ和母材沖擊對比
對焊接接頭焊縫區取沖擊試樣,測試不同溫度下的沖擊吸收能量和斷面收縮率,如圖4所示。利用Boltzmann函數模型[7],對不同溫度下的沖擊吸收能量和斷面收縮率進行擬合,得出沖擊吸收能量達到54.2 J的溫度為-28 ℃;斷面收縮率達到50%時的溫度是-19 ℃。WB36CN1的FATT50溫度為-29. 5 ℃[8],說明焊縫區的韌性已達到較理想的水平。
2.2.3 焊接接頭硬度測試
焊接接頭宏觀形貌如圖5所示。顯微硬度測試部位在焊口上部,并在此接頭處進行顯微組織的分析。

圖3 焊接接頭微觀組織
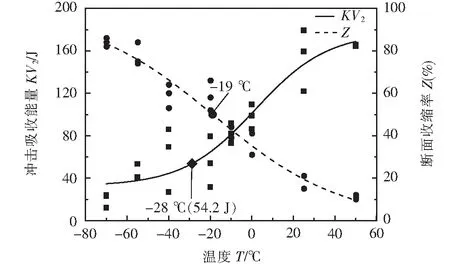
圖4 焊接接頭焊縫區脆性轉變溫度測試
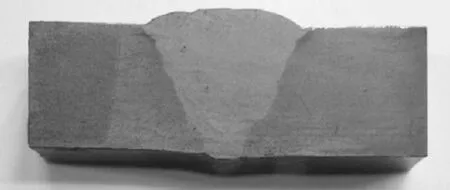
圖5 焊接接頭宏觀形貌
結合圖2、圖5焊接接頭微觀和宏觀組織可知,焊接接頭可分為焊縫區、過熱區、重結晶區和母材。焊接接頭顯微硬度測試結果如圖6所示,接頭的過熱區是整個接頭硬度最高的區域,最高硬度值達到312 HV;而焊縫區的硬度要高于母材的硬度。
由于過熱區是回火馬氏體和回火索氏體的混合組織,因此此區域的顯微硬度在整個焊接接頭最高;而接頭焊縫區的針狀貝氏體、索氏體和條狀及塊狀鐵素體的混合組織則較母材的塊狀鐵素體和珠光體組織顯微硬度高。焊接接頭區域的硬度值均小于350 HV,滿足焊接工藝評定要求。

圖6 焊接接頭硬度測試
焊縫區為針狀貝氏體、索氏體和條狀及塊狀鐵素體的混合組織,該混合組織保證了焊縫具有較理想的韌性。過熱區為板條狀回火馬氏體和回火索氏體組織,故此區域的顯微硬度最高。重結晶區為均勻細小的鐵素體加珠光體組織,母材為均勻的鐵素體和珠光體組織,晶粒度較細晶區大。
2.2.4 焊接接頭高溫及時效性能測試
焊接接頭200 ℃,300 ℃和400 ℃下的短時拉伸測試見表4。在200~400 ℃的溫度區間下,高溫帶來的抗拉強度損失不是太大,相對常溫拉伸而言也未超過50 MPa。因此接頭的高溫性能比較穩定,而且已高于對母材的要求(500~520 MPa)。
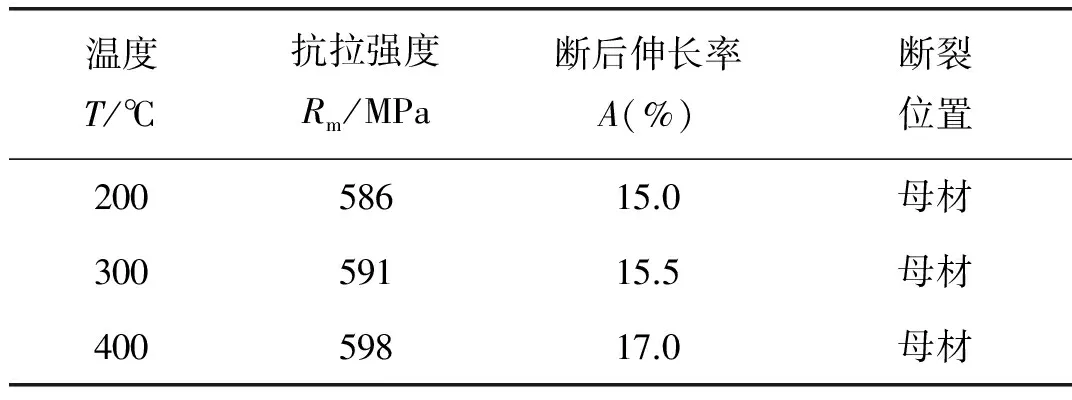
表4 焊接接頭高溫拉伸測試
由表5的400 ℃下分別時效1 000 h,2 000 h和3 000 h的焊接接頭性能測試結果看,隨著時效時間的延長,焊接接頭的強度有逐漸下降的趨勢,但下降的幅度并不明顯。隨著時效時間的延長,焊縫的韌性未見明顯變化。
從圖7中可以看到,高溫時效焊接接頭的硬度最高點位于熔合區,焊縫硬度與母材相當;但時效時間不會引起接頭硬度明顯的變化。
400 ℃下,時效不同時長的焊接接頭焊縫區金相顯微組織見表6,接頭焊縫區組織是回火貝氏體、索氏體
和條塊狀鐵素體的混合組織。時效不同時長的焊縫區沖擊值和硬度值基本處于同一水平,微觀組織無明顯差異也與力學性能測試結果相吻合。
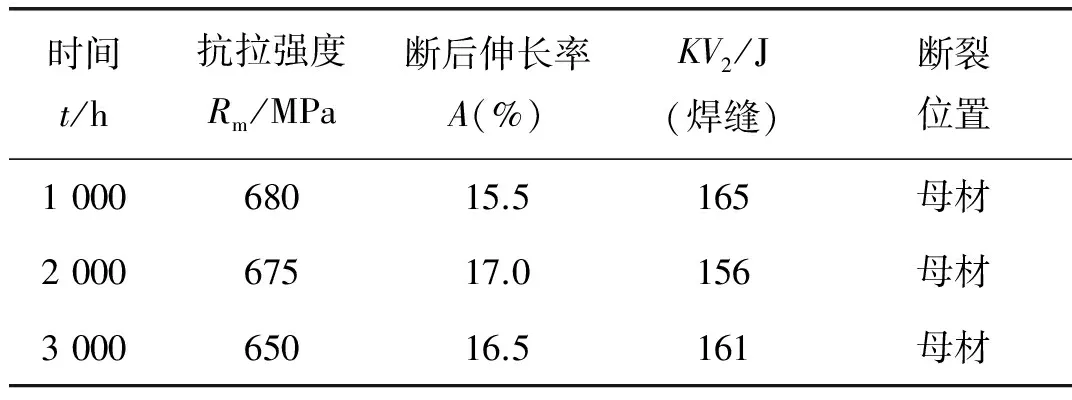
表5 400 ℃下時效不同時間的常溫拉伸試驗

圖7 時效后焊接接頭硬度分布

3 結 論
(1)焊條熔渣的熔點、粘度物理參數反映出焊條具有理想的焊接操作性,熔渣的高堿度值保證了焊縫金屬的力學性能。
(2)焊條熔敷金屬的AC1為696 ℃;擴散氫含量為1.6 mL/100 g,達到超低氫焊條水平;常溫下抗拉強度Rm為676 MPa,沖擊吸收能量KV2為156 J,力學性能與WB36CN1鋼性能相當,滿足使用要求。
(3)焊接工藝評定的焊接接頭常溫拉伸、沖擊、彎曲測試及硬度測試均滿足要求;接頭焊縫區金屬的FATT50的溫度為-19 ℃,為針狀貝氏體、索氏體和條狀及塊狀鐵素體的混合組織。
(4)200~400 ℃高溫下,焊接接頭的力學性能穩定;400 ℃時效時,隨時效時間的延長,焊接接頭抗拉強度有下降趨勢,但焊縫區沖擊吸收能量和硬度變化不明顯。
[1] 趙 亮,胡建群,吳志剛,等.秦山第三核電廠二回路管道
流動加速腐蝕控制[C].北京:壓力管道技術研究進展精選集——第四屆全國管道技術學術會議,2010:251-255.
[2] 張桂英,顧 宇,邵 杰.核電站汽水管道流動加速腐蝕的影響因素分析及對策[J].動力工程學報,2012,32(2):170-176.
[3] 甘煥春,彭向陽,曹 輝,等.核電用鋼WB36CN1配管組合焊接工藝分析[J].焊接,2013(12):29-32.
[4] 賴壽祝.核電國產管材WB36CN1鋼焊接技術[J].現代焊接,2009(12):38-40.
[5] 中國機械工程學會焊接學會.焊接手冊材料的焊接[M]. 北京:機械工業出版社,2007:40-48.
[6] 陳恩普.鐵基、鎳基、鈷基合金熔點計算方法和經驗公式[J].特殊鋼,1992,13(2):28-30.
[7] 王 烽,廉曉潔.沖擊韌脆轉變曲線數學模型的選擇[J].理化檢驗——物理分冊,2009,45(10):617-620.
[8] 沈征杰,高宏明,謝冬明.核電用WB36CN1及P22無縫鋼管的研制[J].現代冶金,2013,41(5):16-20.
2016-06-21
TG422.1
吳寶鑫,1984年出生,碩士,工程師。主要從事焊接材料生產研發管理,已發表論文3篇。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53