甲基叔丁基醚降硫技術分析
2016-02-17 02:13:10龔朝兵周學俊王仕偉夏樹海
石油化工技術與經濟 2016年6期
龔朝兵 周學俊 王仕偉 夏樹海 花 飛
(中海石油煉化有限公司惠州煉油分公司,廣東 惠州516086)
技術進步
甲基叔丁基醚降硫技術分析
龔朝兵 周學俊 王仕偉 夏樹海 花 飛
(中海石油煉化有限公司惠州煉油分公司,廣東 惠州516086)
甲基叔丁基醚(MTBE)為高辛烷值清潔汽油的重要調和組分,對其進行深度脫硫使其硫質量分數低于10 μg/g,是煉化企業亟待解決的問題。對MTBE產品硫質量分數偏高的原因進行了分析,鑒于MTBE原料脫硫存在苛刻度大、波動較大的特點,采用MTBE產品脫硫更穩定可靠。對目前工業化的吸附脫硫、萃取脫硫、絡合脫硫技術進行了技術經濟分析,針對企業MTBE裝置深度脫硫改造空間小的現狀,考慮選擇萃取脫硫或絡合脫硫技術進行深度脫硫。
甲基叔丁基醚 深度脫硫 萃取 吸附 絡合 蒸餾
甲基叔丁基醚(MTBE)是一種無色的透明液體,相對分子質量為88.15,沸點55.3 ℃,主要用作高辛烷值汽油的調和組分。作為化工原料和汽油調和組分時,MTBE的硫質量分數一般要求低于10 μg/g,鑒于目前國內MTBE的硫質量分數較高(10~1 000 μg/g),如何將MTBE的硫質量分數降低到10 μg/g以下已成為煉化企業需要解決的問題[1-3]。
1 MTBE裝置概況
中海石油煉化有限公司惠州煉油分公司(以下簡稱惠州煉化)設計加工高酸低硫重質原油,采用“小催化+大焦化+加氫”的加工路徑。催化液化氣脫硫和脫硫醇后獲得的精制液化氣進氣體分餾裝置;MTBE裝置以氣體分餾裝置分離出的C4為原料,利用C4原料中的異丁烯與甲醇進行反應,生產高辛烷值的MTBE產品。MTBE的合成采用混相反應+催化蒸餾工藝。C4原料的來源及流轉如圖1所示。
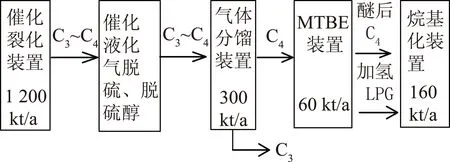
圖1 MTBE裝置C4原料流轉情況
惠州煉化MTBE產品總硫質量分數為11.5~40 μg/g,當催化液化氣硫醇硫質量分數偏高造成再生堿液與二硫化物油(簡稱DSO)分離效果差、精制催化液化氣攜帶較多二硫化物時,MTBE中的硫質量分數可達40~110 μg/g。國V汽油標準要求汽油中的硫質量分數低于10 μg/g,惠州煉化生產的汽油以加氫的催化汽油、烷基化油和MTBE為主要調和組分,為滿足國Ⅴ汽油的硫質量分數標準,需要采取措施降低MTBE產品的硫質量分數。
2 MTBE硫質量分數偏高的原因分析與改進措施

2.1 催化液化氣精制前后的硫分布
催化液化氣的精制過程包括脫硫和脫硫醇,即俗稱的雙脫。惠州煉化采用質量分數為25%~30%的N-甲基二乙醇胺(MDEA)脫除液化氣中的硫化氫。
催化液化氣脫硫醇工藝包括脫硫醇和堿液氧化再生兩部分,采用氫氧化鈉堿液抽提脫硫醇。脫硫醇設備為纖維膜反應器,堿液采用常規氧化再生工藝,設有再生堿液的汽油反抽提脫二硫化物設施。纖維膜的堿液再生溫度控制在52 ℃,二硫化物抽提油(溶劑油)采用芳烴抽余油。催化液化氣堿液再生流程見圖2。
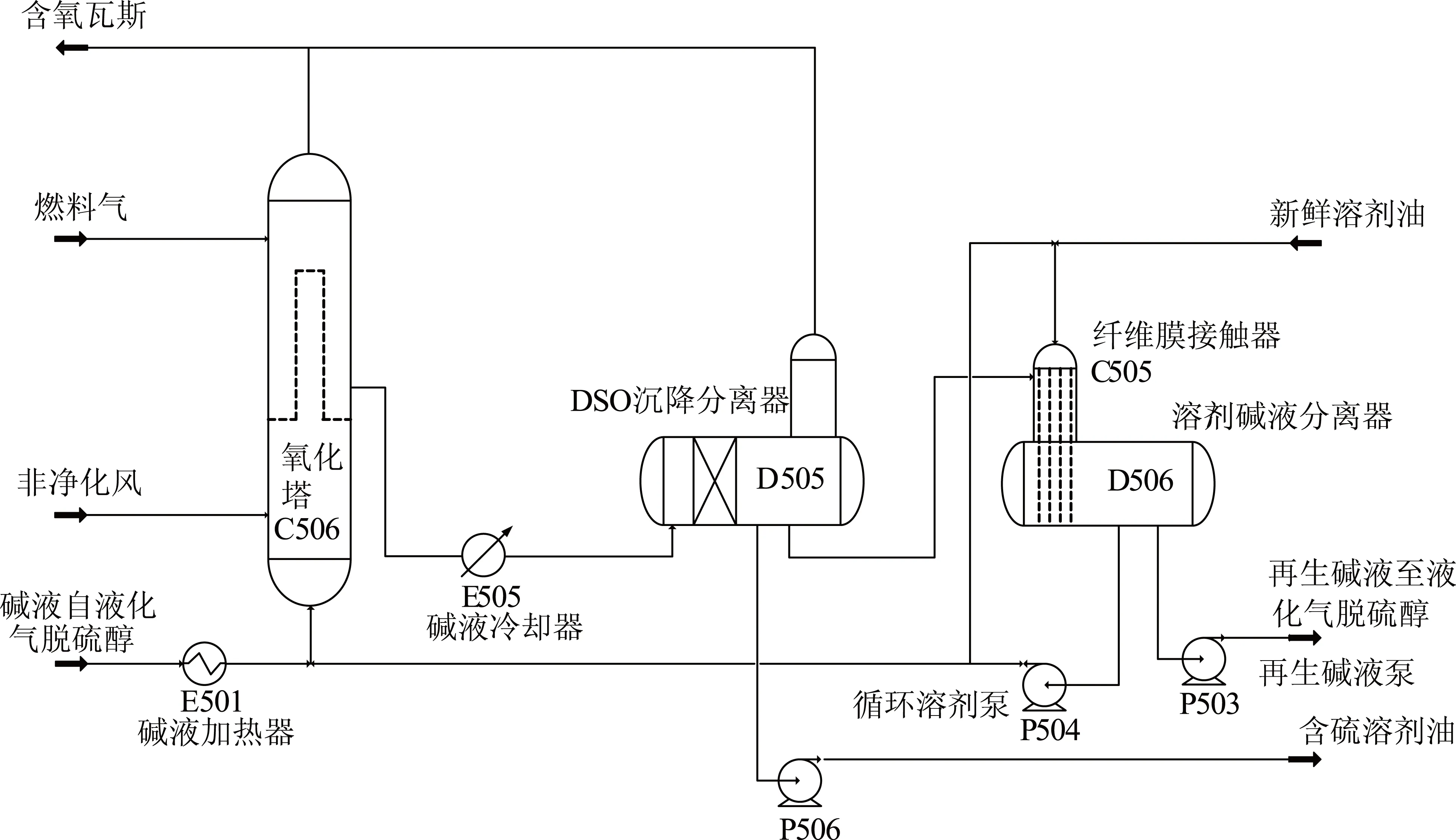
圖2 催化液化氣堿液再生流程示意
正常工況下,精制前后催化液化氣的硫分布見表1(2016年1-4月數據)。
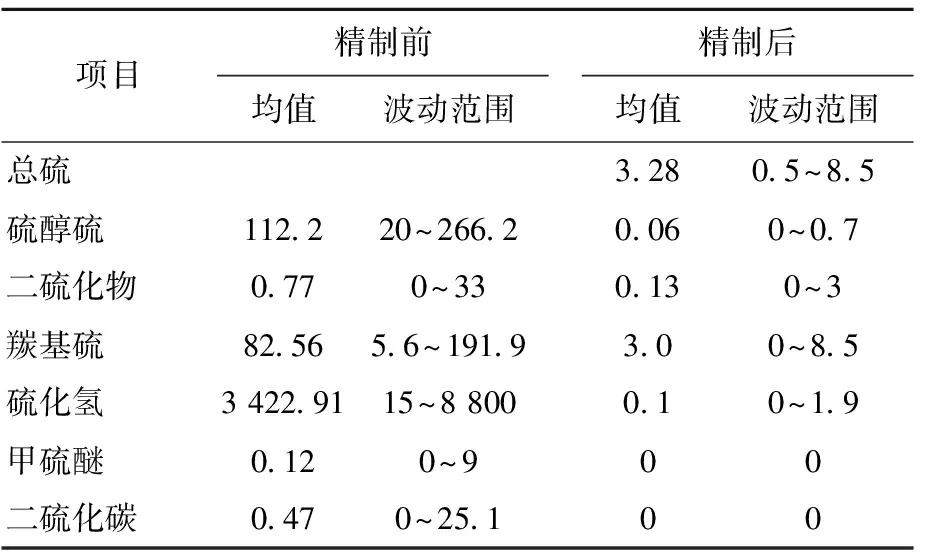
表1 催化液化氣脫硫和脫硫醇前后的硫分布 mg/m3
從表1可知:精制前的催化液化氣中硫化氫質量濃度最高,其次是硫醇硫和羰基硫,二硫化物、甲硫醚和二硫化碳質量濃度很低,但二硫化物偶爾有較高質量濃度的情況出現(4個月里有5個樣品的質量濃度超過3 mg/m3,最大達33 mg/m3)。操作經驗顯示,當催化液化氣硫化氫質量濃度較低(<100 mg/m3)時,其羰基硫質量濃度較高。
經雙脫后的精制催化液化氣硫化氫質量濃度接近零,說明常規的N-甲基二乙醇胺胺洗工藝脫硫化氫效果好,脫除率接近100%;總硫質量濃度降至10 mg/m3以下,硫醇硫降至5 mg/m3以下,二硫化物質量濃度降至3 mg/m3以下,說明脫硫醇效果良好;羰基硫質量濃度有較大下降,均值在3 mg/m3,二硫化碳、甲硫醚質量濃度為零。
2.2 MTBE原料與產品的硫分布
MTBE裝置原料C4與MTBE產品中硫的分布情況見表2。
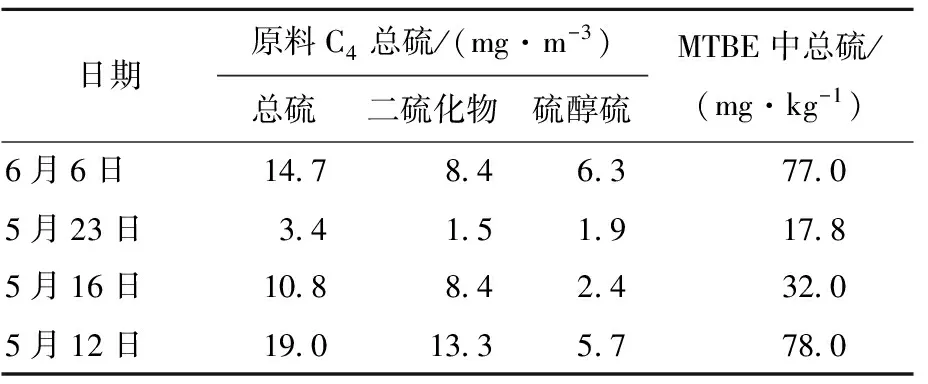
表2 MTBE裝置原料與產品中的硫分布
表2中數據表明:原料C4中的硫化物主要是硫醇硫和二硫化物,其中二硫化物占總硫的大部分,由于循環堿液再生產生的二硫化物無法有效去除,精制催化液化氣攜帶二硫化物進入C4中。MTBE對硫化物的溶解度大于原料C4,C4中的硫化物被MTBE產品富集,MTBE中硫質量分數是C4原料中的3~5倍。MTBE中含有較多二硫化物,因此通過降低原料C4中的二硫化物可以達到降低MTBE產品硫質量分數的目的。
2.3 精制催化液化氣降硫措施
盡量減少循環再生堿液中二硫化物含量,是提高液化氣總硫脫除率的關鍵因素。根據惠州煉化的操作經驗,主要的降硫措施如下[4-5]。
(1)定期強制置換系統堿液。由于堿液再生過程中會生成二硫化物,一般的沉降分離很難將堿液中的二硫化物有效分離,通過定期置換堿液可減緩二硫化物在堿液中積聚,防止大量二硫化物攜帶進精制催化液化氣。
(2)適當增加堿液氧化塔氧化風及瓦斯注入量。堿液氧化塔的氧化風量控制在過量水平,把堿液中二硫化物油大量氣提到含氧瓦斯中,一定程度上可以降低堿液中二硫化物含量。
(3)堿液和二硫化物油的分離溫度(即堿液冷卻器E505冷后溫度)控制在50 ℃左右,溫度較低會影響堿液活性,溫度較高會增大堿液腐蝕。堿液再生塔出口抽樣做水浴試驗,測定堿液和溶劑油的分離效果,發現混合液在加熱至48.4 ℃后迅速分離,最終加熱至70 ℃,分離后兩相液體狀態未再次發生變化。
(4)建立再生堿液中硫化鈉、硫醇鈉和二硫化物質量濃度的分析測定辦法,確定合格再生堿液中的硫醇鈉、二硫化物的高限濃度,以有效指導堿液置換,降低堿渣排放。
(5)溶劑/堿液分離器D506、DSO沉降分離器的界位適當高控,控制合適的溶劑油和堿液循環量。
3 MTBE后脫硫技術對比
在液化氣經過深度脫硫后,硫醇全部轉化成二硫化物,大部分二硫化物被反抽提油帶走,只有很少量的二硫化物回到液化氣中。殘余硫化物經氣分和MTBE生產過程,沸點較低的被分餾到C3和醚后C4組分中沸點較高的丁硫醇和二硫化物被富集到MTBE之中。
MTBE的脫硫分為原料C4脫硫(稱為前脫硫)與產品脫硫(稱為后脫硫)。由于MTBE中硫含量是C4原料中的3~5倍,要通過對原料C4進行深度脫硫精制使MTBE中硫質量分數降低至國Ⅴ標準,則需將原料硫質量分數降至2 μg/g以下。若考慮甲醇和催化劑引入硫化物的影響,原料中硫質量分數需降到更低,從而提高了MTBE前脫硫的難度,增加了操作成本,顯然前脫硫方法難以實現MTBE深度脫硫。
3.1 MTBE后脫硫技術介紹
MTBE后脫硫方法可將合成MTBE的原料(C4和甲醇)和催化劑引入到MTBE產品中的硫化物質量分數降至10 μg/g以下,并可同時脫除不同性質的硫化物,保證MTBE產品硫質量分數達標。后脫硫方法包括精餾法、萃取精餾法、吸附蒸餾法和絡合蒸餾法等,后3種方法應用較多。
精餾法利用MTBE中硫化物與MTBE沸點之間較大的差距來實現脫硫的目的。MTBE采用蒸餾脫硫,可實現MTBE深度脫硫,但是其操作溫度較高、生產過程能量消耗較大,適用于二甲基二硫化物(DMDS)、甲基叔丁基硫醚等高沸點硫化物含量較高的MTBE原料。隨著生產的進行,蒸餾塔底部的有機硫大量積聚,可能會導致低沸點的有機硫進入MTBE產品。蒸餾塔底排出的有機硫中含有MTBE,致使脫硫MTBE產品的收率有所降低。
萃取蒸餾法將萃取和蒸餾過程相結合,通過對MTBE實施萃取再蒸餾,低硫的MTBE從塔頂蒸出,高硫餾分在塔底循環,高度富集了含硫化合物的副產物部分從塔底抽出,可作為加氫裝置的原料。由于萃取劑再生溫度高(200~250 ℃),萃取劑不再生,為了提高脫硫效果,降低MTBE損失,防止塔底發生縮聚和結焦反應,采用加入萃取防膠劑的方式進行再蒸餾。萃取防膠劑注入量一般為100~1 000 μg/g,萃取防膠劑進入塔底隨副產物送去加氫裝置,主要成分在加氫后轉化為汽柴油合格組分,加工過程中不出現“三廢”。在原料硫質量分數小于500 μg/g的條件下,采用該技術可生產硫質量分數小于10 μg/g的MTBE產品,產品收率達到99%以上。
MTBE吸附蒸餾深度脫硫技術是將含硫MTBE在吸附蒸餾塔中與吸附劑混流接觸吸附蒸餾,MTBE中的含硫化合物與MTBE分離,達到脫除目的。當吸附劑使用一段時間硫容接近飽和后送至再生解吸系統,脫除硫化物,吸附劑循環利用。吸附劑的密度大,性能穩定,可間斷再生連續使用3年。對硫質量分數小于500 μg/g的原料,可以保證產品總硫10 μg/g以下,產品收率達到99.5%以上。該工藝需根據MTBE中硫的形態及脫硫目標確定吸附塔的級數,當硫形態復雜時采用兩級吸附,一級吸附后使MTBE中的硫質量分數達到50 μg/g以下,經二級吸附降至10 μg/g以下,當MTBE不含輕組分硫化物時可通過一級吸附降至10 μg/g以下。
采用絡合蒸餾技術需對MTBE蒸餾塔進行改造,MTBE產品從蒸餾塔餾出口出裝置,新增絡合脫硫劑加注系統及MTBE蒸餾塔底循環泵。富集硫化物的絡合脫硫劑廢液從蒸餾塔底排出,去廢液回收罐。
3.2 3種MTBE后脫硫技術對比
吸附蒸餾、萃取蒸餾、絡合蒸餾這3種技術均原理清晰、工藝流程簡單,動力消耗、MTBE損耗不高,成本較低,投資適中。其主要區別是:吸附蒸餾的吸附脫硫劑可再生后循環使用,排出的高硫化物純度高,可作為單獨硫化劑產品出廠,MTBE損耗更低,能耗相對更高;萃取再蒸餾與絡合蒸餾的脫硫劑采取一次性加入,不進行再生;萃取脫硫劑在塔底與高硫化合物一起送加氫裝置處理,絡合脫硫劑在塔底排出去回收或去催化吸收穩定系統和加氫裝置,絡合蒸餾的改造量相對較少,改造費用低。3種技術的對比見表3[6-8]。
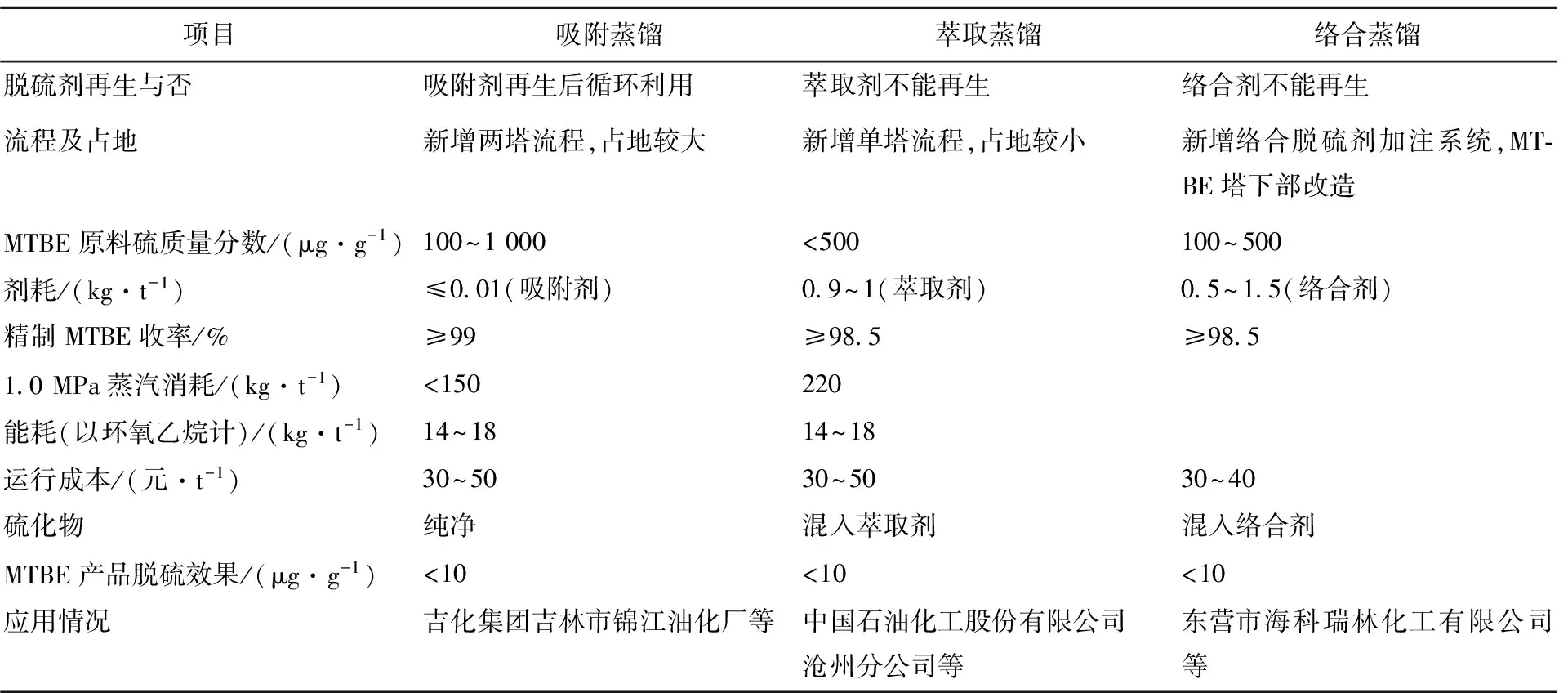
表3 3種MTBE后脫硫技術對比
萃取蒸餾技術在中國石化所屬煉廠有很多應用,吸附蒸餾和絡合蒸餾在民營煉廠應用較多。惠州煉化的MTBE裝置現場進行深度脫硫改造的空間小,從占地與深度脫硫技術的應用業績看,可選擇萃取再蒸餾或絡合蒸餾脫硫技術,在前端C4原料進行深度脫硫的條件下,MTBE產品深度脫硫的能耗與劑耗能可得到有效降低。
4 結語
MTBE產品硫質量分數的高低主要取決于原料C4的硫質量分數,即取決于液化氣脫硫效果,一般影響液化氣脫硫效果的因素是再生堿液中的二硫化物無法有效脫除。堿液中的二硫化物可以通過改善堿液氧化再生狀況、強化萃取分離及更換堿液得到控制。
MTBE前脫硫達到2 μg/g的標準難度較大,且操作成本高,后脫硫方法可以將不同途徑引入MTBE產品中的不同種類和不同性質的硫化物進行深度脫除。采用前部原料脫硫與后部產品脫硫相結合的MTBE脫硫工藝技術,即控制液態烴脫后總硫質量分數保持在5 μg/g以內,堿液可以考慮增設二級抽提。在MTBE生產單元末端增設MTBE萃取精餾系統,MTBE產品硫質量分數可穩定降至10 μg/g以內,且有利于降低系統能耗與劑耗。鑒于MTBE裝置受到占地面積的限制,可選擇萃取脫硫工藝或絡合脫硫工藝進行深度脫硫。
[1] 劉成軍,溫世昌,王瑋瑤,等.降低MTBE產品硫含量的探討[J].煉油技術與工程,2011,41(12):14-18.
[2] 唐曉東,陳露,李晶晶,等.甲基叔丁基醚脫硫技術的研究應用進展[J].化工進展,2015,34(1):234-238,251.
[3] 盧會霞,高啓寶,王中平.MTBE深度脫硫技術研究進展[J].煉油技術與工程,2014,44(5):1-6.
[4] 黃毅,李玲,廖定滿,等.液化氣脫硫醇堿液關鍵質量指標的分析與監控[C]//2009中國石油煉制技術大會論文集.茂名:中國石油化工信息學會石油煉制分會,2009:1108-1114.
[5] 曹志濤,簡文剛,張曉琳,等.石腦油反抽提再生堿液中二硫化物的工藝研究[J].石化技術,2014,21(4):1-3.
[6] 楊勁松,王巖,隋春華,等.MTBE脫硫工藝技術應用分析[J].中國高新技術企業,2014(10):29-30.
[7] 計松.煉油廠低硫MTBE生產技術的工業應用[J].齊魯石油化工,2015,43(2):124-127.
[8] 鐘東文.MTBE產品脫硫技術的工業應用[J].中國化工貿易,2015,7(32):247.
Analysis on Sulfur Reduction Technology of Methyl Tert - Butyl Ether
Gong Chaobing,Zhou Xuejun,Wang Shiwei,Xia Shuhai,Hua Fei
(CNOOCRefineryCo.,Ltd.HuizhouRefineryBranch,Huizhou,Guangdong516086)
Methyl Tert-butyl Ether (MTBE) is an important blending component for high-octane clean gasoline,so deep desulfurization to make the mass fraction of sulfur in MTBE below 10 μg/g is an urgent problem for enterprises to solve.The causes of high sulfur content in MTBE products were analyzed.In view of the high severity and high fluctuation characteristics of MTBE material desulfurization,MTBE feedstock desulfurization was considered to be more stable and reliable.Based on techno-economic analysis of the industrialized desulfurization technologies as adsorption desulfurization,extraction desulphurization,and complexion desulphurization,considering the current status of little space for deep desulfurization transformation of MTBE plant in the Company,extraction desulphurization and complexion desulphurization technologies were recommended for deep desulfurization.
MTBE,deep desulfurization,extraction,adsorption,complexion,distillation
2016-10-14。
龔朝兵,男,1973年出生,畢業于中國石油大學(北京),工學碩士,高級工程師,主要從事煉油技術管理工作。
1674-1099 (2016)06-0009-05
TQ519
A
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
Coco薇(2015年1期)2015-08-13 02:23:50
中國質量與標準導報(2014年1期)2014-02-28 22:21:28
玩具(2009年10期)2009-11-04 02:33:14
