金屬液磁懸浮連鑄工藝技術及其在銅材生產中的應用
2016-04-19 06:58:22劉定平
有色金屬材料與工程 2016年1期
關鍵詞:應用
劉定平
(成都銅材廠, 四川 成都 610072)
?
金屬液磁懸浮連鑄工藝技術及其在銅材生產中的應用
劉定平
(成都銅材廠, 四川 成都610072)
摘要:簡述了磁懸浮連續鑄造工藝(MFCC)原理及其在銅板帶材和銅管、線、型、棒、排材生產中的應用,分析了MFCCR、MFCCCE工藝用于銅材生產的效益.通過H65軟態黃銅帶材產品生產采用MFCC工藝的電耗計算實例,表明金屬液磁懸浮工藝技術應用于銅材生產中有明顯的節約能源和降低生產成本的效果,亦說明金屬液磁懸浮連鑄新工藝技術具有良好的推廣應用價值.
關鍵詞:磁懸浮; 連續鑄造; 近終形余熱坯; 銅材生產; 應用
金屬材料是重要的基礎材料,然而金屬材料制備的高能源消耗是其存在的一個主要問題.國務院2015年5月8日公布的《中國制造2025》把全面推行綠色制造列為九大任務和重點之一,明確提出“加大先進節能環保技術、工藝和裝備的研發力度,加快制造業綠色改造升級;積極推行低碳化、循環化和集約化,提高制造業資源利用效率;強化產品全生命周期綠色旳鐵、有色、化工、建材、輕工、印染等傳統制造業綠色改造;大力研發推廣余熱余壓回收、水循環利用、重金屬污染減量化、有毒有害原料替代、廢渣資源化和脫硫脫硝除塵等綠色工藝技術裝備;加快應用清潔高效鑄造、鍛壓、焊接、表面處理和切削等加工工藝,實現綠色生產”的要求.
采用金屬液磁懸浮連鑄(Magnetic Floating Continuous Casting,MFCC)工藝、金屬液磁懸浮連鑄近終形余熱熱軋坯(Magnetic Floating Continuous Casting and Rolling,MFCCR)工藝和金屬液磁懸浮連鑄連續擠壓(Magnetic Floating Continuous Casting and Continuous extruding,MFCCCE)工藝,能較好地實現金屬材料生產的節能、減排、降耗、優質和增收效果[1-3].
作者自2004年起開展銅板和鋅液磁懸浮研究,并進行了鋅液磁懸浮連鑄試驗,已取得鋅液被懸浮的效果(鋅液與鋼液、銅液均能被電磁感應而懸浮).2013年10月16日“金屬液磁懸浮連續鑄造近終形余熱熱軋坯工藝”獲國家發明專利授權(授權專利號:ZL200510021740.4).
1MFCC工藝原理
MFCC工藝原理的核心是金屬液被電磁感應而懸浮.金屬液在爐口被約束成留有材料規格加工余量的斷面尺寸,被牽引進入由約10 kHz交變電源與鑄坯形狀相應的線圈組成的交變磁場(原生磁場).原生磁場與流入的金屬液組成無導磁體的空心變壓器,線圈為初級,金屬液為次級.金屬液被電磁感應產生渦流,渦流磁場(次生磁場)方向與原生磁場方向相向,產生相互推斥力,因線圈固定不動,金屬液被推斥向上并抵消重力而懸浮.
MFCC是流體力學、電磁學和金屬壓力加工學等學科合成的先進生產工藝,屬于電磁冶金學的電磁鑄造.金屬液在磁場上面懸浮,故能用于生產.
2MFCC工藝在銅材生產中的應用
銅(含銅合金,下同)液經磁懸浮連鑄成約800 ℃近終形余熱坯,在線進入軋機或Conform連續擠壓機,產出冷加工量最小坯.被軋制成終形板帶坯或連續擠壓成管、線、型、棒和排材終形坯.這些終形余熱坯的后續冷加工量很小,僅需約3道次冷加工即能成材[4-5].
2.1MFCCR工藝在銅板帶材生產中的應用
MFCCR工藝的生產線布置如圖1所示.
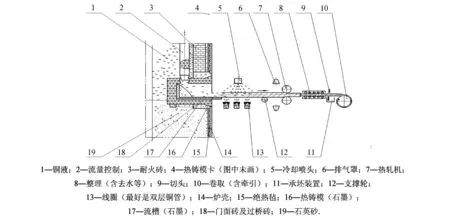
圖1 MFCCR工藝生產線布置示意圖
由圖1可見,實現銅液磁懸浮連鑄近終形余熱板、帶坯的步驟是:從塞棒2流入流槽17的1 160 ℃銅液經凸堆展流成片狀,厚度約3 mm,經牽引流入磁懸浮與適度降溫結晶區5~12,使金屬液適度降溫結晶成約800 ℃坯(圖中5~12區域功能,相當于現今水冷模結晶器),進入熱軋機,熱軋成厚約1 mm 帶坯.其中,金屬液流速、適度冷卻強度及軋制速度3項參數須程序控制,自動平衡.如以產量決定流速為基礎,則調整、控制另兩項參數.MFCCR工藝銅液在磁場(線圈)上面懸浮,鑄坯寬度僅受軋機限制,軋制屬成熟技術.
2.2MFCCCE工藝在銅管、線、型、棒和排材生產中的應用
銅液經MFCC連鑄成約800 ℃四方形坯的生產線布置如圖2所示.
圖2中的8為馬鞍形空腔平面線圈,兩鞍部高度與四方形鑄坯高度匹配.銅液從爐口經熱鑄模3定形,立刻進入馬鞍形空腔平面線圈8,類似四方形金屬液,其底面與圖1原理相同,金屬液被電磁感應而懸浮.同理,兩鞍部產生分別指向移動方向中軸線的電磁側壓力,約束金屬液柱不致散塌、偏擺.在連續移動中,經上下左右各面適度冷卻降溫成

圖2 MFCCCE工藝生產線布置示意圖
近終形、保留熱加工上限溫度的余熱鑄坯,并立刻進入Conform連續擠壓機產出冷加工量很小、僅需3道次左右冷加工即能成材的管、型、線材和排材坯.
當今國內外使用的Conform連續擠壓機,都使用上引水冷模連鑄的室溫坯料,以消耗動能為代價,摩擦升溫至500 ℃左右,經塑性變形,擠壓出冷加工坯.同理,Conform也能對MFCC產出的約800 ℃余熱鑄坯擠壓成冷加工坯.由于銅(如T2)的變形抗力在800 ℃時為σb<20 MPa,500 ℃時為σb≈80 MPa,室溫下σb≈300 MPa.用800 ℃的熱坯替代500 ℃坯或室溫坯,因變形抗力大幅減小,故大幅節能.除可連續擠出多根小規格冷加工量最小坯外,還能擠出異形復雜斷面材.
3MFCCR、MFCCCE工藝用于銅材生產效益的初步分析
表1為MFCC工藝與目前常用工藝的電耗對比.現國內外均用連鑄或半連鑄供厚坯,無論熱軋還是冷軋,均是多道次操作,電耗都在GB 21350—2013允許的范圍內.由于節電,MFCCR和MFCCCE工藝每噸銅材(帶、管、線、型材)產品平均可增收1 500元.

表1 MFCC工藝與傳統工藝冷加工的電耗對比
以H65牌號、規格厚0.18 mm×寬10~305 mm軟態黃銅帶產品生產為例,采用MFCCR工藝的電耗計算見表2,并與傳統生產工藝作比較.
由表2可見:
(1) MFCC工藝比傳統工藝節電1 969-821=1 148 kW·h·t-1,節電率為1 148÷1 969=58%.
(2) 磁懸浮電耗為凈節能的百分比為(21.6÷1 148)÷0.92(成材率)=2%.
(3) MFCC工藝節能,主要在于冷軋和熱處理(中間退火)兩道工序,即冷軋和中間退火道次減少.
此外,應用MFCC工藝技術還有產品成材率高、質量好、品種齊以及新建生產線投資省等諸多優勢.
4結論
(1) 金屬液經MFCC技術,利用余熱成材具有以下優點:無加熱工序,節能;余熱坯近終形,生產流程短,物耗少,設備數量和裝機容量小;鑄坯表面光潔、組織結構為細晶.電磁攪拌使凝固組織細化、鑄坯的抗拉強度比普通連鑄提高39%.MFCC是鋼鐵、有色金屬材料加工和機械零件制造3大高耗能行業共用的綠色工藝,屬《中國制造2025》(五)中余熱利用的創新技術.
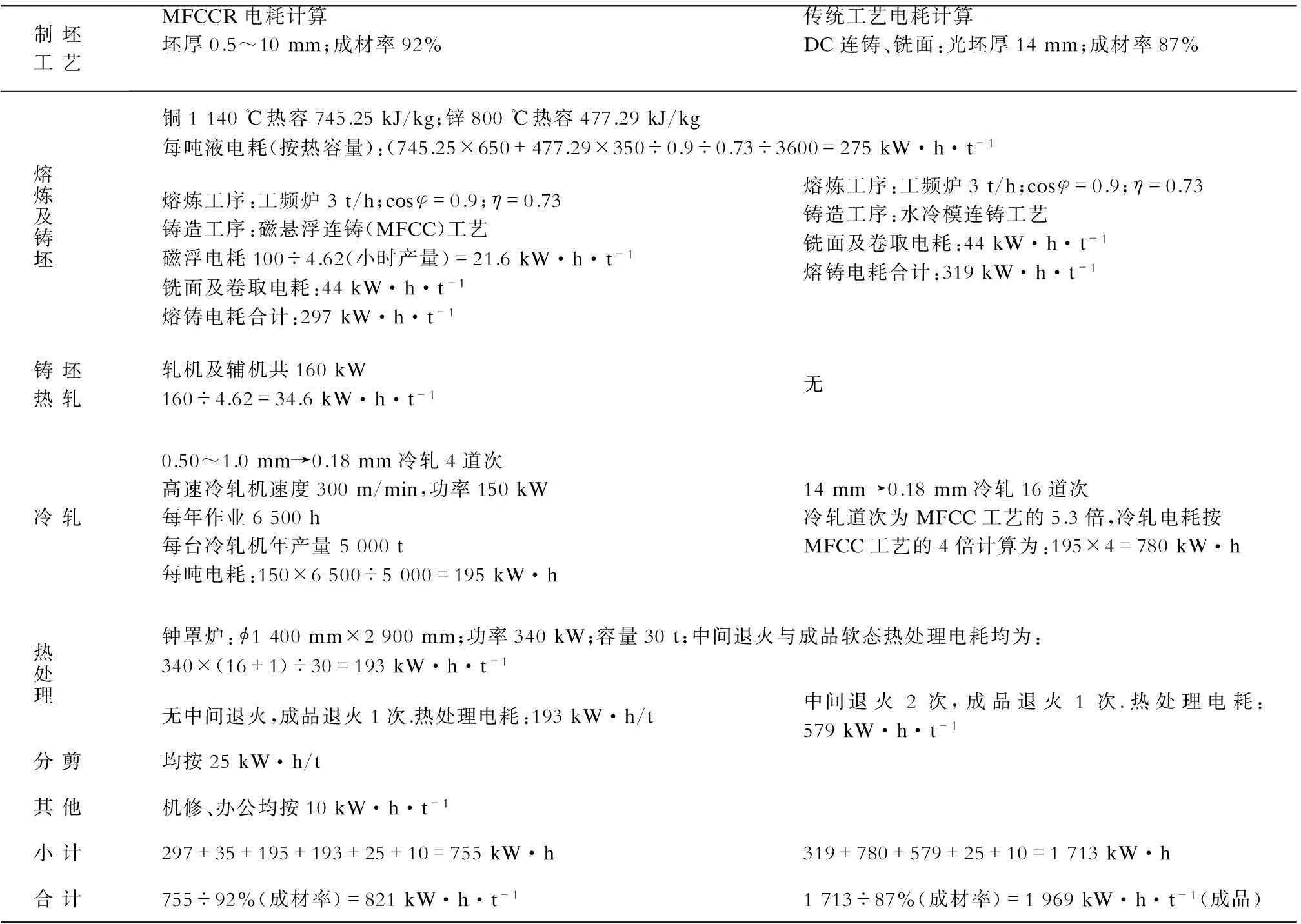
表2 銅帶材生產電耗計算表
(2) MFCCR、MFCCCE工藝流程主要包括金屬液被約束、牽引、磁懸浮、適度降溫、均溫和熱加工(熱軋或Conform連續擠壓).除磁懸浮外,其余均為成熟技術.只要能實現金屬液磁懸浮,就能實現MFCCR、MFCCCE.
(3) 金屬材料加工生產采用MFCC工藝,設備主要增加國產10 kHz交變電源,傳統生產線設備可減少2/3.
參考文獻:
[1]李偉軒.電磁場在銅連鑄中應用的研究[D].上海:上海大學,2009.
[2]鄧康.美國USP4678024原理分析[J].日本鐵鋼協會會誌(國際版),1998:1035-1037.
[3]任忠鳴,周月明,張春源,等.水平電磁連鑄中金屬磁懸浮行為[J].金屬學報,1996,32(6):642-646.
[4]任忠鳴,范江虹.水平懸浮電磁鑄造懸浮特性研究[J].大連理工大學學報,1994,34(5):556-560.
[5]吉田政博,高革.電磁鑄造法的現狀和未來[J].輕合金加工技術,1989(6):26-35.
Magnetic Floating Continuous Casting of Molten Metal and Its Application in Copper Production
LIU Dingping
(Chengdu Copper Factory, Chengdu 610072, China)
Abstract:The principle of magnetic floating continuous casting(MFCC for short) and its application in producing copper plate and strip,copper pipe,copper wire,copper profile,copper rod and bars was briefed and the efficiency of producing copper with magnetic floating continuous casting and rolling(MFCCR for short) and magnetic floating continuous casting and continuous extruding(MFCCCE for short) was analyzed.Power consumption in producing H65 soft brass strip with MFCC showed that magnetic floating continuous casting of molten metal applied in producing copper could obviously save energy and reducing cost and this technology is well worth promoting.
Keywords:magnetic floating; continuous casting; near net shape afterheat processing billet; copper production; application
中圖分類號:TF 777
文獻標志碼:A
作者簡介:劉定平(1934—),男,工程師,主要從事冶金工藝技術的研發及應用. E-mail: henghui6638@163.com
收稿日期:2015-12-25
猜你喜歡
科技視界(2016年21期)2016-10-17 19:54:47
科技視界(2016年21期)2016-10-17 19:54:05
科技視界(2016年21期)2016-10-17 18:46:46
科技視界(2016年21期)2016-10-17 18:37:58
科技視界(2016年21期)2016-10-17 18:28:05
考試周刊(2016年76期)2016-10-09 08:45:44
大學教育(2016年9期)2016-10-09 08:28:55
科技視界(2016年20期)2016-09-29 14:22:00
科技視界(2016年20期)2016-09-29 12:03:12
科技視界(2016年20期)2016-09-29 11:47:01