電刷鍍工藝及在修理中的應用
2016-05-14 09:31:38宋楠楠
農機使用與維修 2016年9期
宋楠楠
摘 要:概述了電刷鍍工藝的工作原理、工藝的主要技術要點,并對影響電刷鍍質量的因素進行了分析,列舉了電刷鍍技術在修理中的應用實例。希望電刷鍍技術在農機修理方面發揮更大的作用。
關鍵詞:電刷鍍;修理;涂鍍
中圖分類號:TK407文獻標識碼:Adoi:10.14031/j.cnki.njwx.2016.09.043
電刷鍍又被稱為快速電鍍或涂鍍,具有沉積速度快、鍍層種類多、工藝簡單、鍍層性能優良等特點,隨著應用的不斷深入,顯示出超越其它金屬涂覆技術的許多優勢。近年來,國內外對電刷鍍技術的強化機理及表面工程應用方面進行了很多探索,在維修領域得到了很好地發展。希望今后加強對電刷鍍新工藝、新配方和電刷鍍層耐蝕、耐磨、強化等防護機理的研究,使電刷鍍技術在農機修理方面發揮更大的作用。
1 電刷鍍的工作原理
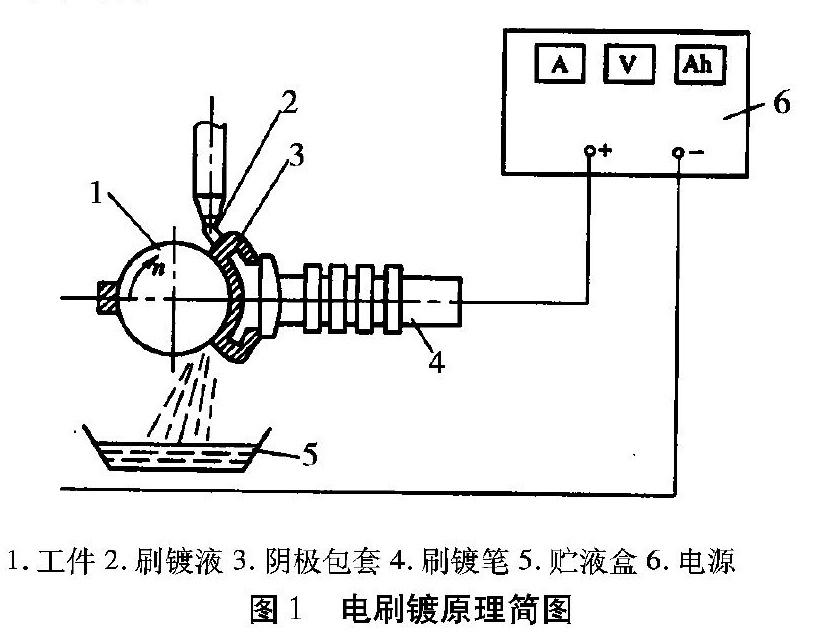
電刷鍍基本原理也和電鍍一樣,刷鍍時將工件作為陰極,浸過鍍液的鍍筆作為陽極,陽極外面包有吸水性較好的纖維材料以便吸附鍍液。將工件和陽極分別接在刷鍍電源上的正負極,然后將鍍筆放在工件的被鍍部位進行相對運動,即可得到所需的金屬鍍層,圖1為電刷鍍原理示意圖。鍍筆刷到哪里,哪里就形成鍍層,時間越長鍍層越厚,直至所需的厚度,達到保護、修復和改善零件表面理化性能的目的。鍍層的均勻性可由電流密度、陽極運動速度、鍍液的供給量以及時間等來調整和控制。
2 電刷鍍特點
(1)設備簡單,無需鍍槽,特別適合對現場大型設備進行局部電鍍。刷鍍液無有毒成分,不像鍍鉻那樣有氰化物,故公害小;耗油、耗水少,比較經濟。給農機維修或機加工的超差件的修舊利廢帶來極大的方便。同時一臺設備可鍍多種金屬和合金。
(2)受鍍面積不受限制,有些復雜的零件,在電鍍中是難以獲得滿意的鍍層,而采用電刷鍍工藝就可以很好地解決這個問題。
(3)一般刷鍍層的結合強度都可以達到質量要求。由于電刷鍍層是在電化學、機械力(涂筆與工件的摩擦)的作用下沉積的,因而結合強度比槽鍍的高,比噴涂更高。噴涂層結合強度約為15~50 MPa,電刷鍍層結合強度大于70 MPa。若在不銹鋼等難鍍基材上進行刷鍍,都可獲得良好的鍍層。
(4)沉積速度快。因電刷鍍的刷鍍液金屬離子濃度較高,故比槽鍍速度快5倍以上,輔助時間少、效率高。工件加熱溫度低,通常小于70 ℃,不會引起變形和金相變化。
(5)適應材料廣,常用金屬材料基本都可刷鍍修復,如低碳鋼、中碳鋼、高碳鋼、合金鋼、鑄鐵、鋁和銅及其合金、淬火鋼、氮化鋼等。焊接層、噴涂層、鍍鉻層等的返修或局部返修也可應用電刷鍍技術;淬火層、氮化層不必進行軟化處理,不必破壞原工件表面,可直接電刷鍍修復;同一金屬零件可獲得不同性能的鍍層。
(6)修復磨損件時,電刷鍍層可根據工況的耐磨、耐蝕、耐熱、防滲碳、防氮化等需要來選擇合適刷鍍液,從而改變原摩擦副,大大延長使用壽命。
(7)電刷鍍只適宜局部修復,只能單件修復,對大面積和大批量零件的修復,其技術經濟指標不如槽鍍。
3 電刷鍍工藝
3.1 鍍前準備
(1)表面預處理。鍍件表面應盡量光滑平整,應去除零件表面的毛刺、飛邊,以免劃破陽極包套。如零件有缺陷,例如劃痕、擦傷或銳邊的凹坑等,為了防止應力集中和保證修復質量,應將其根部和表面鑿寬。鑿寬的寬度應大于原來深度的2倍。根部和表面邊緣都應圓滑過渡。如表面有密集的小坑或劃痕,應將其去除。軸或孔如已磨損,應進行加工以消除其圓度及圓柱度誤差。鍵槽和油孔可用石墨堵塞填平,以免邊緣因電流集中而引起脫落。不需要修復的相鄰部位需用絕緣漆或膠帶紙加以保護。
(2)機械或化學方法去銹及除油。零件電刷鍍前必須去銹、除油。一般用鋼絲刷、噴砂或砂紙去除銹斑;用汽油、丙酮或四氯化碳去除油污。
(3)電凈。電凈是利用電凈液通電后組織成分離解,在零件表面形成氣泡,機械地把油膜撕裂,而電凈液中的乳化劑則產生強烈的乳化作用,把油脂清除掉。其反應式如下:
陰極4H2O+4e=2H2+4OH-
陽極4OH--4e =O2+2H2O
可見,在陰極上生成的氣泡多于陽極,除油效果較好。所以在電凈時零件一般接負極。但是對于高強度鋼,為了防止滲氫,電凈時零件應接正極。電凈后用清水徹底沖洗零件表面。
(4)活化。活化是利用專門的活化液,通過電化學作用,徹底去除零件表面的氧化膜和其它雜質,從而露出新鮮基體金屬,使鍍層能與基體金屬牢固地結合。活化時,零件的極性視金屬材料和活化液的種類而定。
3.2 電刷鍍
為了得到結合強度高的鍍層,并滿足零件表面的各種工況要求,需要有針對性地合理選擇鍍液及其鍍層的組合。一般包括起鍍鍍層(底層)、尺寸鍍層(包括夾心鍍層)和表面工作鍍層3種。
(1)起鍍鍍層。俗稱底層。各類鍍層在不同的金屬材料上的結合強度是不一樣的。有些電鍍液,如高速銅-II,它不能直接沉積在鋼鐵上,因為兩者之間電位差太大,強烈的置換反應會造成基體金屬的嚴重腐蝕。有些鍍層,雖然和某些金屬的結合很好,但長期工作后會產生電化學腐蝕,或者因為互相擴散而降低其效能等。因此要鍍一層底層,在工藝上稱起鍍鍍層。實踐證明,特殊鎳和堿銅是較理想的底層,適用于各種鋼、鑄鐵、鎳、銅、鉻、鋁及其合金等。電刷鍍時零件接負極,厚度為0.002~0.01 μm。電刷鍍特殊鎳時,先作無電擦拭2~5 s后再接通電源,可改善鍍層與基體的結合強度。
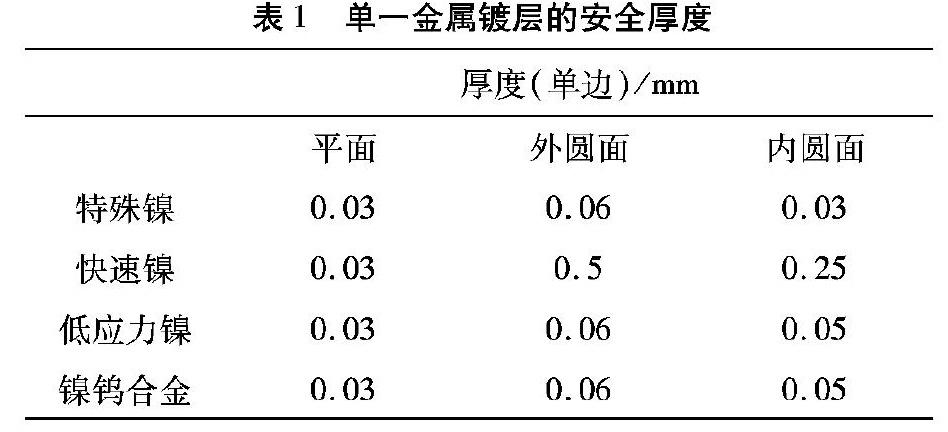
(2)尺寸鍍層。是指專門恢復零件尺寸的鍍層。對于單一的金屬鍍層,隨厚度的增加,其內應力逐漸增大,晶粒變得粗大,裂紋增多,其結合強度和鍍層本身的抗拉強度也隨之下降。在鍍層過厚時,甚至會引起鍍層的脫落,所以單一金屬的鍍層厚度應適當加以控制。單一金屬鍍層的安全厚度可參閱表1所示。
(3)工作鍍層。工作鍍層是零件表面的最終鍍層,其作用是滿足零件表面的機械物理性能等特殊要求,比如耐磨鍍層或裝飾性防蝕鍍層等。鍍層結構的選擇應根據被鍍零件的具體情況而定。鍍完后一般不需要再進行加工,必須加工時,可采用綠色碳化硅砂輪磨削加工。
4 影響電刷鍍質量的因素
(1)工作電壓和電流。電壓低時電流較小,這時金屬沉積速度慢,鍍層光精細密,內應力小;電壓高時電流相對較大,沉積速度快,鍍層粗糙、發黑,甚至燒傷。工作電壓與電流的選擇應與鍍液溫度、陰陽極相對速度相匹配。
(2)陰陽極相對速度。陰陽極相對速度太低時,鍍層粗糙,脆化,有時造成鍍層發黑,燒傷;陰陽極相對速度太快時,電流效率和沉積速度降低,甚至不能沉積金屬。刷鍍時應考慮與電參數相匹配,電壓高、電流大時,相對速度也應大些。
(3)鍍液與工作溫度。工作與鍍液的溫度均在50 ℃左右時,沉積速度快,內應力小,晶粒細密,結合強度高;溫度較低時,應降低電壓起鍍,待工件溫度升高再提高電壓;溫度過高(>70 ℃)時,則鍍液蒸發加快,沉積速度降低。
(4)被鍍表面的濕潤狀況。被鍍表面應在電刷鍍過程中始終處于濕潤狀況,否則會使鍍層鈍化,繼續刷鍍會影響刷鍍層的質量。
(5)鍍液的清潔度。刷鍍溶液必須保證純凈、清潔,嚴防污染,特別要防止各種鍍液的交叉污染。
(6)刷鍍前應多準備幾個包裹好的陽極塊,在進行電凈活化、刷鍍過鍍層、刷鍍工作層等工序時分別使用,每一包裹好的陽極塊只能使用一種電鍍溶液,不得通用、混用。
5 電刷鍍技術在修理中的應用
5.1 氣缸套安裝孔的刷鍍修復
(1)除油。缸體一般由鑄鐵制成,除油時既要除凈又要不造成損傷。可先用鋼絲刷清理穴蝕部位及拉傷點,然后用噴燈除油(注意控制除油溫度),最后用化學方法反復除油。
(2)鑿刻。用專用刀具刻鑿要刷鍍的鍍點,鍍點的邊緣應比原穴蝕點或拉傷點的邊緣向外延伸0.5 mm,刀具可根據工藝要求自制。
(3)刷鍍。穴蝕點和拉傷點深度超過1 mm以上的采用復合工藝刷鍍,小于1 mm的可直接刷鍍。復合工藝為先刷鍍銅,后用錫鉍合金填補穴蝕點和拉傷點,再用鉗工修整,后刷鍍鎳即可。也可采用高堆積鍍液刷鍍。直接刷鍍則可用快鎳、特鎳交替使用。刷鍍時要注意留出清理和修整的余量。
(5)修整。鍍后先用砂條沾水修整鍍點,再把原機型的缸套除油后做研磨修整的工具,邊修邊試,直到缸套在孔內能靈活轉動,間隙不超過標準值為止。
(6)鍍后處理。用棉紗或海綿吸干殘液和水,涂油保護。
5.2 工程機械液壓行走控制閥的刷鍍修復
(1)除油。液壓件屬于精密零件,不可采用高溫除油。可先用清洗劑清洗,再用化學方法反復除油。
(2)修整。①用砂條修整閥和孔的拉傷棱角。②拉傷嚴重的閥孔可用磨床以最小的加工量消除拉傷痕跡。③按單向閥內孔直徑尺寸加0.03 mm,加工一個長100 mm的金屬棒,安裝在單向閥內孔中,再在外圓磨床上用最小的加工量磨削單向閥的外圓。④拉傷較輕的閥,在沒有設備的情況下,可自制研磨棒和研磨套分別研磨內孔和外圓。
(3)測量。測量經研磨后2個主閥的內孔和4個單向閥外徑,做好記錄,計算每個閥的刷鍍量,制定刷鍍工藝,留出研磨余量。
(4)刷鍍。按電刷鍍工藝刷鍍閥的外圓,用快鎳即可。鍍到尺寸,用研磨套研磨后,再鍍一層耐磨層。主閥與閥孔配合尺寸超限,修復方法與上述工藝相同。
(5)研磨。將刷鍍好的4個單向閥分別與2個主閥孔用研磨劑研磨至標準尺寸。
(6)清理。清除虛鍍層,用砂條倒角,并磨掉非鍍面多余的鍍層。清理時一定要細心,一小塊鍍層的脫落就可能給液壓系統留下故障隱患。
(7)組裝。將閥的配件用潔凈的油清洗后,按拆時的相反順序裝配。各閥裝配時,表面應涂液壓油。裝配時注意膠圈的老化程度,必要時應更換。組裝完后應運轉檢驗。
參考文獻:
[1] 胡樹兵.納米復合電刷鍍涂層的研究進展[J].航空制造技術,2010 (1) :34-39.
[2] 張虎,汪劉應,劉顧,等.鎳習炭納米管復合電刷鍍層的制備及其性能[J].電鍍與涂飾,2012,31 (11) :32-35.
[3] 包容江,王瑞麗.電刷鍍表面預處理工藝研究[J].表面技術,2010,39 (3) :78-81.