EP9315嵌入式平臺在磨床及車床一體化數控系統中的應用
2016-05-14 09:41:03劉松良
數字技術與應用 2016年7期
劉松良
摘要:以工業級EP9315為主,基于多CPU(ARM、DSP和FPGA)的高性能硬件平臺設計了一款磨床及車床一體化的數控系統。軟件底層驅動用裁剪的WinCE6.0作為嵌入式操作系統,內置軟件PLC可以編寫豐富的控制功能;數控系統和客戶端的交互通信采用GSK-Link協議的現場總線,從而為客戶搭建出開放式的軟件開發平臺。經實驗測試,該嵌入式平臺運行效果達到預期目標。
關鍵詞:磨床及車床一體化的數控系統 嵌入式WinCE6.0 HPI控制
中圖分類號:TP273 文獻標識碼:A 文章編號:1007-9416(2016)07-0008-02
在機械傳動中,軸類部件是實際應用中需求量大而且廣泛的重要基礎件,廣泛應用在汽車、船舶、機車車輛、工程機械、礦山設備、發電設備、風力裝置、航空航天、軍工等領域;磨床及車床復合專用的閉環新型數控系統具有雙通道多軸聯動、納米級精度插補、復合加工等功能,是滿足高精度、高效率和多元化復雜形狀軸類加工要求的唯一選擇,具有重要的地位和作用。
1 系統的硬件平臺建立
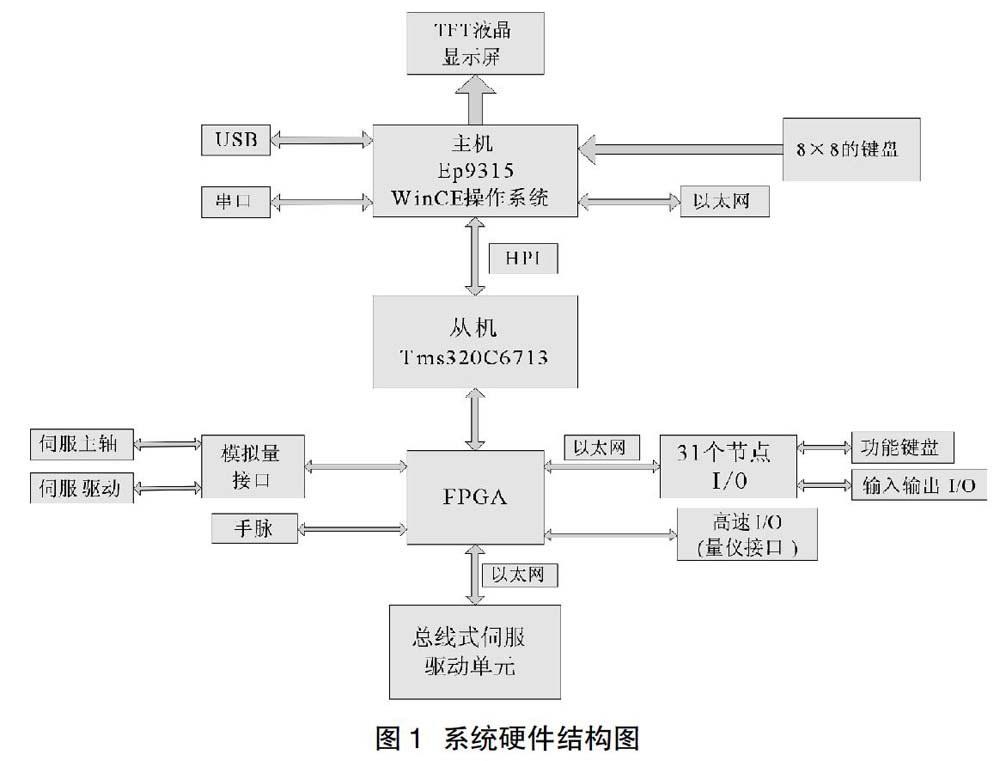
硬件平臺采用ARM、DSP和FPGA架構,它由核心主板、I/O及網絡接口板組成。核心主板上集成Cirrus的EP9315處理器,128MB的SDRAM和32MB的NorFLASH,同時提供以下外設接口:一個RS232串口、三個USB HOST接口、一個10M/100M自適應以太網接口、一個LCD接口、一個鍵盤接口等。網絡接口板上集成FPGA,提供GSK-Link協議的現場總線網絡外設。該系統硬件結構圖如圖1所示。
2 系統的軟件平臺建立
整個數控系統工作在嵌入式WinCE6.0平臺上,所以WinCE6.0平臺是數控系統穩定性的核心基礎。WinCE6.0是Windows經裁剪得到的,同Windows一樣具有穩定、安全、高效率、實時性好等優點。WinCE6.0操作系統管理著整個設備的軟件及硬件資源,應用程序運行在WinCE6.0操作系統上面,因而整個軟件體系可分為四個層次:開機圖片及引導加載程序、Windows內核、文件管理系統及系統應用程序。
數控系統啟動后,引導加載程序Bootloader首先運行,通過Bootloader將內核復制到內核中;內核啟動后掛載根文件系統啟動開機圖片和運行文件系統中的應用程序,完成數控系統的啟動過程。磨床及車床一體化系統的應用程序采用模塊化設計,從功能角度和軟件體系結構可劃分為5個模塊,其中一個模塊HPI控制是應用程序通過HPI協議與DSP進行通訊,從而控制電機和驅動;其它模塊這里不再詳細介紹。
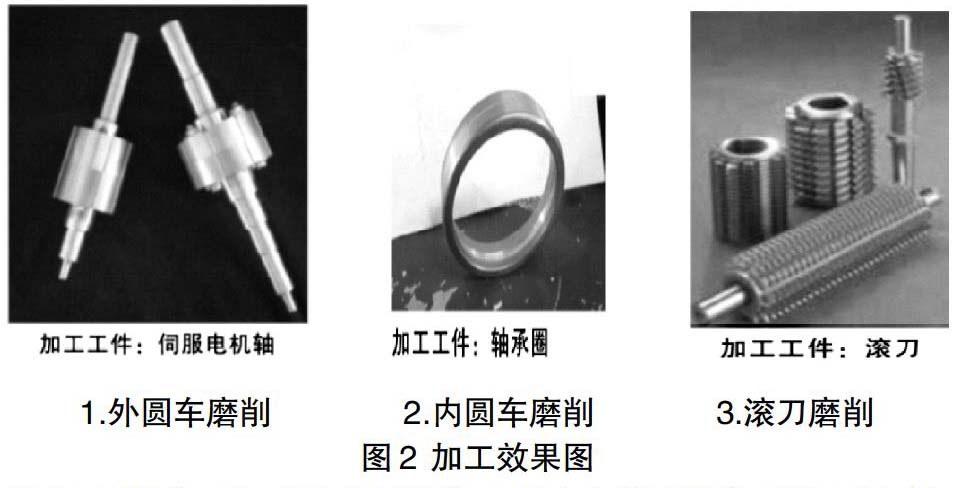
HPI控制:1)DSP支持16位HPI訪問,在系統設計中利用FPGA完成相關控制邏輯和時序,實現ARM和DSP間的數據交換;本系統中HPI采用I/O訪問模式,使用EP9315的虛擬地址作為I/O地址空間, EP9315直接訪問HPI分配好的地址。應用層軟件調用先通過以下語句打開驅動調用通道:m_HardwareRW=CreateFile(_T("CWD1:"),GENERIC_READ | GENERIC_WRITE,0,NULL, PEN_EXISTING,0,NULL);然后可以通過DeviceIoControl()函數實現對HPI各種操作;2)HPI驅動各模塊流程包括:HPI初始化、HPI單字寫操作、HPI多字寫操作、讀多字HPI操作、讀單字HPI操作、寫單字HPI操作、HPI多字節寫操作、HPI多字節讀操作。以“HPI初始化”為例,設計如下:
void SysconSetup()
{
unsigned short * Adr_HPI;
…
*SMC_SMCBCR3 = ((( WAIT_STATES(100)< *SMC_SMCBCR3 =*SMC_SMCBCR3&(~SMCBCR_WP); Adr_HPI = (unsigned short *)(PHYSICAL_ADDR_ASYNC_CS3 + 0xA0); *Adr_HPI = 0X01; Adr_HPI = (unsigned short *)(PHYSICAL_ADDR_ASYNC_CS3 + 0xA2); *Adr_HPI = 0X01; *SMC_SMCBCR3|=SMCBCR_WP; … }SysconSetup()函數在操作系統上電后的初始化中實現。用戶在應用層軟件中可直接進行對HPI的讀寫操作,不必再對HPI進行初始化操作。 該嵌入式平臺充分發揮其高效率、低功耗、可靠性高和穩定性強的特點;在結構上可以靈活裁減,不僅適應多通道、高速插補的需求,而且適應不同的工業應用環境。加工效果圖如圖2所示。 3 結語 作者以制定的“中高檔車磨復合數控系統”功能要求、體系結構及其規范為基礎,成功設計出的EP9315嵌入式國產軟硬件平臺具有一定的開放性和可擴展性。 聯調實驗表明,該數控系統內、外圓車磨削和滾刀磨削技術加工出的零部件,均達到預期目標。展望未來,隨著我國車磨復合加工技術的成熟,該數控系統將具有廣泛的應用前景。 參考文獻 [1]趙玉剛,宋現春.數控加工技術.北京:機械工業出版社,2004. [2]何宗鍵.Windows CE嵌入式系統.北京:北京航空航天大學出版社,2006. [3]宋玥.基于DSP6713的多軸運動控制器的設計.廣州:廣東工業大學,2009. [4]區銳相,林一松.嵌入式雙CPU普通磨床數控系統設計.測控技術,2006. [5]孫錫娜,韓秋實,楊占璽.車磨復合機床的發展現狀及關鍵技術[J].精密制造與自動化,2008(1):4-5.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
藝術啟蒙(2018年7期)2018-08-23 09:14:18
鐵道通信信號(2018年2期)2018-04-18 12:18:23
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
電鍍與環保(2016年3期)2017-01-20 08:15:32
單片機與嵌入式系統應用(2014年9期)2014-03-11 15:35:13
