容差設計在汽車開發中的應用
2016-05-30 21:43:12熊潔汪海平黃列群
企業科技與發展 2016年6期
熊潔 汪海平 黃列群

(上汽通用五菱汽車股份有限公司,廣西 柳州 545007)
【摘 要】文章以上汽通用五菱汽車股份有限公司(SGMW)現有量產車型及市場上已經上市的其他公司的車型為研究載體,通過對各種車型的外觀造型、零件尺寸、零件定位方案的對比分析,并結合實際項目造車過程中存在的問題數量、問題類型的對比,總結出能夠實現從設計上容納各類制造導致的誤差的有效設計方案,并將這些設計方案做了簡單的歸納匯總,按產品設計的不同階段將容差設計分為3種類型。文章將對這3種類型的容差設計通過舉例的方式做一個簡單介紹。
【關鍵詞】設計;造型;尺寸;基準;容差
【中圖分類號】U463.82 【文獻標識碼】A 【文章編號】1674-0688(2016)06-0111-03
0 引言
汽車車身是由薄板沖壓件焊接而成的空間殼體,為了造型美觀,并使殼體具有一定的剛性,組成車身的零件通常是經過拉延成型的空間曲面體,結構形狀較為復雜。隨著現代汽車技術的發展和消費者對汽車品質和外觀的要求越來越高,車身結構設計也越來越復雜。經過成型的薄板沖壓件有一定的剛性,但與機械加工件相比,剛性要差得多,而且單個大型沖壓件容易變形,如側圍外板、五門一蓋的外板等,都是容易變形的零件,因此完成汽車產品的設計并不意味著一款車型的成功,必須能夠將產品制造出來且達到設計的狀態,這才意味著一款車型的成功。這就要求汽車設計不管是從造型、結構,還是定位等各方面都應使汽車車身具有良好的制造工藝性。本文從以下幾個方面來研究設計容差的應用。
1 造型容差
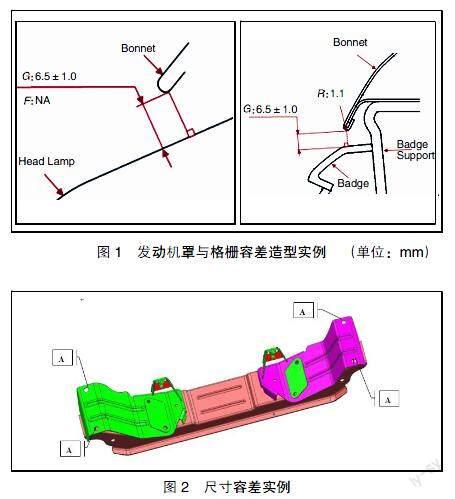
對一般車型而言,整車外飾、門蓋的匹配都分為2個部分,前臉和翼子板、前門、后側門是一個部分,尾門和尾燈、后保險杠是另外一個部分。由于后側門與側圍后部配合區域是一個封閉的尺寸,無偏差釋放點,所以一般整車廠家對前臉及前、后側門區域的安裝都會以后側門為起點,而把誤差都累積到前臉區域,即發動機罩與前燈、前格柵區域,因此前臉區域的匹配是每款車匹配工序的難點。而一款車是否好看,前臉起很重要的作用,這個區域是一個重點匹配區。如何處理好重點匹配區,我們可以要求造型把發動機罩與前燈、前格柵匹配區域設計為帽檐式風格,即發動機罩直接往前延伸蓋住前格柵及前大燈的頂部,形成U/D方向的間隙,同時避免了對段差的控制要求。發動機罩的U/D方向是可以通過緩沖膠塞實現調整,而前后方向則由于受到后側門、前門、翼子板的限制,無法隨意調整,通過這樣的帽檐式設計,解決了發動機罩與前大燈、前格柵這個區域的疑難匹配問題。可容納累積誤差的造型截面示例如圖1所示。
通過造型對前臉匹配問題的改善,在整車其他區域的造型設計上也可以應用,如在造型設計中盡量減少需要對齊的特征數量,盡可能地減少需要匹配的尺寸要素,給安裝、調整留有相對大的調整空間的方向,減少零部件周邊有段差、間隙要求的配合設計等。例如,尾燈的位置整體保留在分縫線的一側,這樣就可以減少2個燈之間的匹配特征及另外一個燈與鈑金的匹配問題;同樣,在發蓋與翼子板的配合上,發蓋與翼子板的分型線設計得盡量簡單,與X方向基本一致,在尺寸匹配做X方向調整時比較容易進行,也大大簡化了翼子板的制造難度和調整難度;翼子板與A柱的分型線,造型設計上使側圍A柱與翼子板的分型線避免分得過高,這樣分型線距離翼子板的安裝點會比較近,對尺寸的控制比較有利;而對于前門及后側門,由于安裝工具的定位面通常會設計在底面和兩側,在門總成裝配時側圍、門總成及安裝工具的公差就會累積到上端,容易造成前后門上端與側圍的間隙問題,而造型在前后門上端與側圍區域增加門密封膠條翻邊的長度,將膠條外露出來,即可以從視覺上弱化對間隙的匹配要求。同時,前門與翼子板、前門與后側門、后側門與側圍分縫線在XC-ZC面的投影應盡量簡單,直線豎直,最有利于尺寸匹配,方便后期的制造調整。此外,由于門鉸鏈的影響,前門及后側門在車身Y方向上的尺寸非常敏感,即鉸鏈面的一點點偏差,就會體現到整個門的Y向型面上,甚至被數倍放大,因此在前后側門的設計上都會要求門的型面低于側圍及門檻的型面,這樣就弱化了對前后門與側圍型面的段差要求,相當于給了門和門鉸鏈一個累積誤差的釋放口,降低了門的調整難度。在內飾造型的設計上同樣有類似的尺寸MR輸入,如IP和前門內飾板之間不設計需要匹配在一起的特征線,在型面的圓弧過渡區域,分縫線盡量與XC-ZC面平行等,以降低整車內外飾匹配的難度。這些都是從造型上實現設計容差的一些表現。
2 尺寸容差
容差分配,根據車身裝配的特點,期望滿足完全互換的要求,綜合考慮制造工藝性,即組成部件的零件結構及成型或焊裝的復雜程度,從而確認每個零部件制造時允許偏差的過程。
產品工程師完成產品結構設計后,設計裝配工藝方案,尺寸工程將在此基礎上建立尺寸鏈,并進行尺寸鏈計算。對計算出的零部件容差值進行數據處理,根據當前的制造技術水平(如模具、夾具等)進行可行性分析,討論后確認,在實踐中遵循最小實體的原則,最后形成容差分配,并將此結果通過技術文件傳遞到制造、質量等區域,作為工裝制造的依據,同時也作為零部件檢驗的依據。在容差計算過程中,根據結果的變化來分析優化產品結構和工藝方案。
但當容差分配通過計算及工藝優化后也無法完成合理分配時,則考慮通過更改產品尺寸、零件搭接匹配面方向、零件焊接方向及減少搭接型面等方法來滿足匹配要求。
舉例如下:某車型前軸焊合件通過孔A1、A2、A3、A4裝配到白車身,前軸焊合件主定位孔A2孔徑為12.5 mm,次定位孔A3孔徑為14 mm,A1、A4孔均為13 mmx15 mm的Y向長圓孔,裝配順序為A2—A3—A1—A4,安裝螺栓均為M12。在對4個安裝孔進行尺寸容差計算分析時發現,在現有制造技術水平的基礎上,容差無法完成分配,零件無法實現安裝(如圖2所示)。
仿真模擬裝配分析結果如圖3所示。
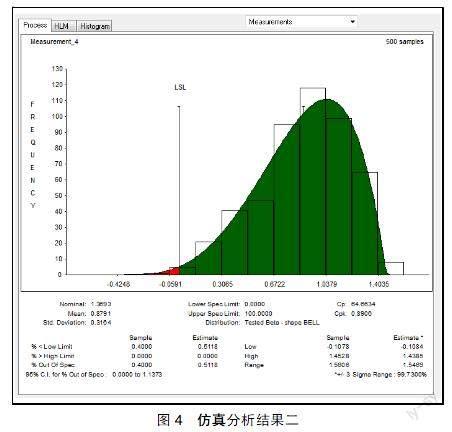
計算結果顯示,零件安裝不合格率高達51.8%,最大干涉量為2.010 8 mm。要想在保證零件功能孔位置精度的要求下實現安裝,需要將A2、A4孔尺寸調整為孔徑為15 mm的圓孔。調整后,再進行仿真模擬分析計算,結果如圖4所示。
如圖4所示,前軸安裝不合格率降低至0.4%,滿足項目尺寸匹配目標。
通過在新項目中創新性地使用尺寸容差設計分析方法,在工裝未開始設計制造前,對影響整車裝配質量和影響DTS的關鍵零件進行容差的分析,能及時檢驗產品機構和工藝方案是否能實現項目尺寸目標,并在產品設計初期及時做出調整,能有效避免很多尺寸匹配問題的發生,大大縮減后期整改成本和時間。
3 定位容差
眾所周知,沖壓薄板件由于薄板的回彈和沖壓工藝的限制,零件的型面和孔位都很難達到一個較高的精度水平。但工裝夾具不同,其剛性強且有機加工的精度保證,一般夾具都可以做到0.1 mm精度以內。因此,為了使低精度的沖壓薄板件能焊接成達到精度要求的白車身,可以通過合理選擇薄板零件的定位孔、定位面,以及提高工裝夾具的精度來保證這些定位孔、定位面在整車上的絕對精度,從而焊接成能滿足裝配精度要求的白車身。
例如,拉伸的梁類零件,一般梁的底面是大平面,且成型穩定,是基準選取的首選。零件成型不穩定的是拉伸深度,即如圖5所示的截面;此外,大梁的翻邊面有回彈。梁類零件的焊接匹配面都在大梁翻邊上,在無法完全消除大梁翻邊回彈的情況下,以大梁底面做基準定位時,零件的制造誤差會累計上回彈量,造成后續總成零件的偏差。
在SGMW某量產車型中,普遍采取了如圖6所示的新的定位方案,即以大梁的翻邊作為零件的定位基準,這樣零件在焊接匹配中,有夾具基準的高精度保證,可以保證翻邊面的絕對位置。此時,大梁的拉伸制造誤差h就轉移到了大梁底面,而大梁底面是非匹配,其絕對位置度可以降低要求。
新定位方案,將零件自身的制造誤差仍保留在零件自身,并為繼續傳遞累積到下道工序的總成零件,從而提高了總成零件的制造精度。
通過定位面的選擇,消除薄板強度不足而引起的偏差。比如,地板類平板零件,其剛性很差,在設計結構上又無法做更多的改進。這類零件軟,在運輸轉移和裝配過程中都容易變形,為減少零件變形對后工序的影響,在基準選擇上,SGMW某車型相比其他車型多增加了4個基準。通過高精度的夾具定位面精度,將變形的零件適當夾持回理論位置,最大限度地減少了零件自身偏差對白車身總成的影響。
應選擇有裝配功能的定位孔,優先保證這些孔的位置。將孔與零件型面之間的制造偏差轉移到零件的型面上,通過型面與其他零件配合時的微量離空或干涉,消除零件自身的制造誤差,避免誤差累積到白車身總成上。這些微量的離空或干涉不會影響焊接,焊接時零件之間的輕微變形即消除掉了這些離空或干涉。而定位孔由高精度的夾具定位銷所保證,確保了孔在白車身上的絕對位置,保證了車身的裝配功能和裝配效果。
通過合理地設計零件的定位孔和定位基準,利用高精度的位銷和定位面的保證,可以在白車身的焊接匹配過程中,將單一零件的制造偏差消除或包容一部分,最大限度地避免誤差的累積,從而制造出比較高精度的白車身。
4 結語
綜上所述,合理的造型、尺寸、定位方案等的設計,能夠從設計上確保合格的整車被制造出來。完成汽車產品的設計并不意味著成功,要能夠將產品制造出來且達到設計的狀態,這樣才意味著一款車型的成功,這也就是所謂的設計面向制造。
參 考 文 獻
[1]周江奇,陳關龍,來新民,等.車身設計尺寸質量評價的裝配尺寸鏈自動生成[J].計算機輔助設計與圖形學學報,2005(5).
[2]曹俊,來新明.基于確定性定位分析的車身三維偏差模型及求解方法研究[D].上海:上海交通大學,2008.
[3]陳家瑞.汽車構造[M].第4版.北京:人民交通出版社,2002.
[責任編輯:陳澤琦]
【作者簡介】熊潔,女,廣西柳州人,本科,上汽通用五菱汽車股份有限公司工程師,從事整車尺寸前期設計及后期制造匹配工作。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
文藝生活·中旬刊(2016年9期)2016-11-07 02:15:16
文藝生活·下旬刊(2016年10期)2016-11-03 22:42:52
文藝生活·下旬刊(2016年10期)2016-11-03 22:38:09
文藝生活·下旬刊(2016年10期)2016-11-03 22:33:45
文藝生活·下旬刊(2016年10期)2016-11-03 22:25:47
