基于模擬鍋爐的串級控制系統的設計
2016-05-30 01:09:01翁振斌
寧波職業技術學院學報 2016年5期
翁振斌
摘 要: 以介紹串級控制系統為主題,以北京化工大學發明研制的新一代多功能過程與控制實驗系統MPCE-1000D為實驗對象,完成了基于MPCE-1000D的串級控制系統的設計與調試。論文就串級控制和單回路控制系統的穩定性以及由改變參數整定和增加外部擾動,對系統平衡的影響進行了比較,闡述了串級控制系統在社會生產實踐過程中具有不可以代替的作用,以及生產中的過程中采用串級控制的可行性。
關鍵詞: 串級控制系統; MPCE-1000D; 設定值階躍干擾; 外部干擾
中圖分類號: TP 271+.9 文獻標志碼: A 文章編號: 1671-2153(2016)05-0101-04
0 引 言
串級控制系統的起源來自工業生產過程中日益增長的提高系統性能指標的要求。當對象的容量比較大的時候,或者過程負荷或干擾變化比較劇烈和頻繁,又或者某些對象具有一定的“非本質”非線性,而對控制質量要求又比較高時,可以采用串級控制這種方法[1]。本文首先通過改變原設定參數,串級控制系統展現出了良好的性能,只在一個微小起伏之后回復到平衡的狀態,單回路控制系統卻要經過連續的振蕩才可以回復到平衡狀態。而后通過對外部施加擾動,串級控制系統在很短的時間內又恢復到平衡狀態,而單回路控制系統會需要相當長的一段時間才能恢復到平衡狀態,這種遲滯的現象在現實的工業生產中是非常可怕的,易造成較大損失,因此可見串級控制系統的好處,以及在工業生產過程中采用串級控制系統的重要性[2]。
1 MPCE-1000D實驗系統
1.1 本次實驗的總體設計
本次實驗在北京化工大學發明研制的新一代多功能過程與控制實驗系統MPCE-1000D平臺上,通過對緩沖罐壓力構成的副回路與反應釜壓力構成的主回路形成串級控制系統,最終將反應釜中壓力P7穩定在2 MPa,進行串級控制系統的設計與整定。
1.2 過程說明
圖1為氣體壓縮系統,主要設備和變量有:透平式氣體壓縮機,壓縮機出口壓力P4,出口流量F3,出口雙效閥V3,氣體緩沖罐,罐內壓力P5,罐出口流量F4,罐出口雙效閥V4,被充壓的裝置用釜式反應器代替,裝置壓力P7,裝置的出口流量為F6,出口雙效閥V6。
1.3 系統開車及正常運行
(1)關閉壓縮機出口閥V3,低負荷啟動氮氣壓縮機,打開S4開關;
(2)手動緩慢將V3打開到100%,緩沖罐開始充壓;
(3)手動緩沖罐出口閥V4打開,開度約80%,反應器開始充壓;
(4)手動緩慢將反應器出口閥V6打開,開度約30%,觀察當系統達到穩定時,壓縮機出口壓力P4,緩沖罐壓力P5,現場設備壓力P7呈逐級下降趨勢。
2 串級控制系統的設計與整定
2.1 串級控制系統
系統采用兩個或兩個以上的控制器相串接組成,其中一個控制器的輸出值作為另一個控制器的設定值的系統,稱為串級控制系統。圖2為一個典型串級控制的系統連接圖。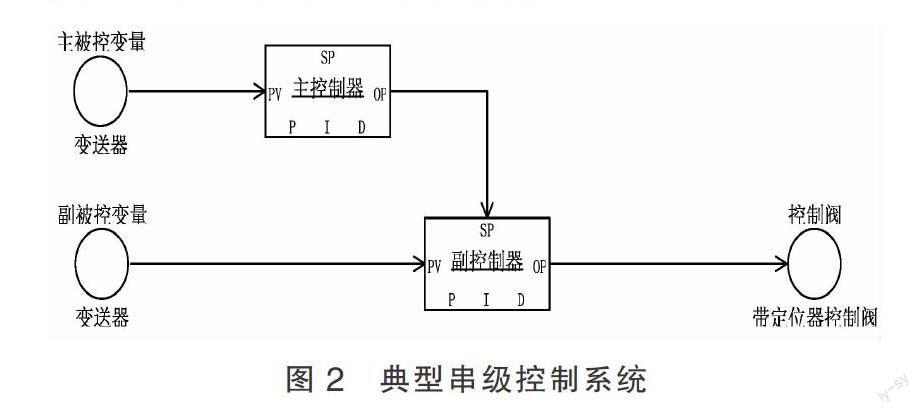
2.2 換熱器串級控制實驗
2.2.1 實驗工藝過程描述
通過對緩沖罐壓力構成的副回路與反應釜壓力構成的主回路構成串級控制系統,最終將反應釜中壓力P7穩定在2MPa。
2.2.2 實驗設備及連接
(1)在上位機計算機中啟動測試軟件,選擇并進入氣體壓縮工程。
(2)在設備盤臺上連接線路。
1)把兩根黑色導線將緩沖罐壓力P5以及反應釜壓力P7和液晶顯示屏下方第二排6和7號黑孔相連接,使P5、P7在液晶顯示器上第二排以數字方式顯示;
2)把三根黑色導線分別將氣體入口流量F3、緩沖罐與反應釜間流量F4以及反應釜出口流量F6,和液晶顯示屏下方第三排11、12、13號黑孔相連,使F3、F4、F6在液晶顯示器上第三排以數字方式顯示。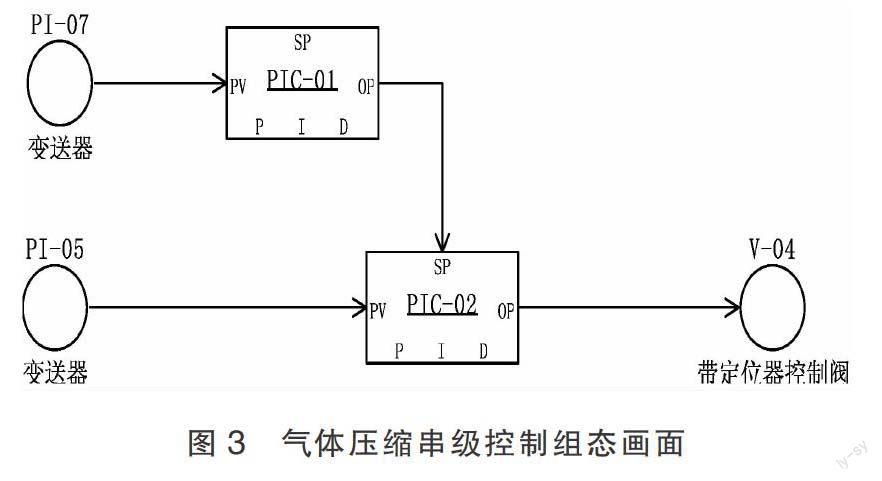
2.2.3 控制方案設計與組態
系統中所產生的干擾,主要是由于氣體入口處流量F3的波動所造成。該干擾經過緩沖罐后,間接的對反應釜內部的壓力造成影響,整個過程耗時較長。這時如果采用單回路控制,以反應釜內部壓力P7為被控變量,以開關V3或開關V4作為執行機構,那么當控制器感應到反應釜內部壓力P7有變化時,再通過控制閥進行調整則耗時太長。對生產影響較大。而此時如果采用串級控制,可以在F3存在擾動時,立即利用副環快速消除該擾動,保證應釜內部壓力P7的穩定。
從原則上看,副環的設計可以將緩沖罐壓力P5或氣體流量F3作為副被控變量來設計。但是,與F3相比,P5對反應釜內部壓力P7的影響作用更為直接。同時,需要注意的是,本實驗裝置是一個前后相互關聯的多容系統。緩沖罐對象與反應釜對象間存在相互的影響作用。當系統達到穩定時,兩處壓力將重新進行分布。根據質量平衡原理,F3、F4、F6三處流量應當相等。在系統內部進行調整的動態過程中,氣體流量將出現先高后低(或先低后高)的非單調劇烈變化。所以,以流量作為副被控變量,會引起控制器大幅振蕩,對現實中的工業生產產生不利影響。綜上所述,選擇P5作為副被控變量,與控制器PIC-02構成副環。具體控制方案和組態畫面如圖3所示。
2.2.4 控制方案運行與調試
(1)準備工作。將主、副控制器參數按照表1進行設置,其余參數按默認值設定。
(2)將V3和V6和壓縮機開關S3設置如表2所示。
(3)打開PIC-01與PIC-02的控制面板。
2.2.5 控制效果測試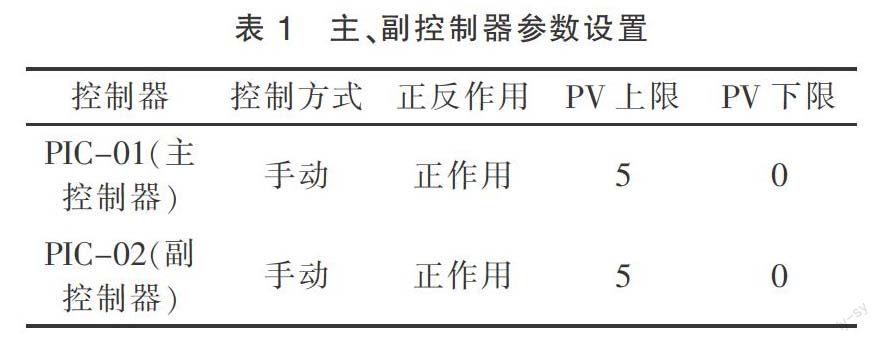
要測試串級控制系統的控制性能,這里通過對設定值施加階躍干擾和施加外部干擾兩種方式,與單回路控制系統進行比對。
(1)設定值階躍干擾方式。在系統達到穩態之后,將主環控制器PIC-01的設定值改為2.5 MPa。
(2)外部干擾方式。在系統達到穩態之后,將壓縮機出口閥V3開度由50%增大到70%,使F3流量發生較大的變化。
3 結果與分析
在系統壓力發生改變時,氣體流量將會發生大幅變化,并且其趨勢呈現非單調變化,因此對控制系統的要求比較高,普通的單回路控制系統無法滿足要求。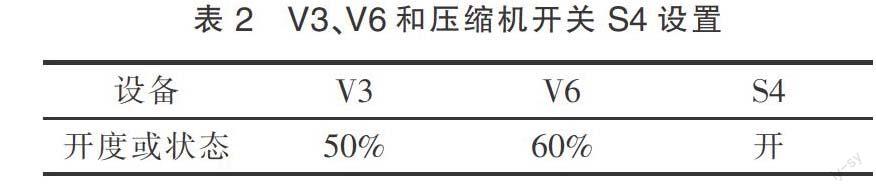
(1)因為緩沖罐的體積遠小于反應釜的體積,所以在時間常數與滯后時間上前者也要遠小于后者。這為串級控制系統的應用提供了良好的條件。
(2)世隔絕串級控制系統當中回路的設計,應該將盡可能多的干擾包含在副環控制回路之內[3]。副被控變量應該選擇與主被控變量有比較大影響的工藝參數。這里為了避免主、副環控制器間產生共振,所以副環可以只使用純比例控制器[4]。
(3)串級控制系統的參數設定過程應遵循先副環后主環的順序,并且多次重復進行。除衰減曲線法之外,實際應用過程中,也可以通過經驗法來進行多次嘗試整定。調試后的參數,要滿足副環快速反應的特點[5]。
(4)串級控制系統在生產過程中,要遵循先手動后自動,先副環后主環的順序逐步進行。充分利用控制器在手動狀態下,SP值跟蹤PV值,以及在串級控制系統在未串級前,主控制器OP值跟蹤副控制器SP值的規律,實現手、自動狀態的無擾動切換,以盡可能地減少對系統的沖擊。
(5)從施加兩種干擾的比對結果來看,即使在20%的干擾情況下,串級控制系統還是能表現出良好的控制效果。
(6)當原先設定值發生改變后,串級控制系統的抗干擾能力明顯優于單回路控制系統。
(7)采用串級控制系統后,系統趨于平衡的時間明顯短于單回路控制系統,說明串級控制系統可以更快的從外界干擾的不平衡回到平衡,而單回路控制系統則需要較長的振蕩時間,盡管最終也將恢復到平衡狀態,但是耗時過長,并不適合在現實的工業生產中使用[6]。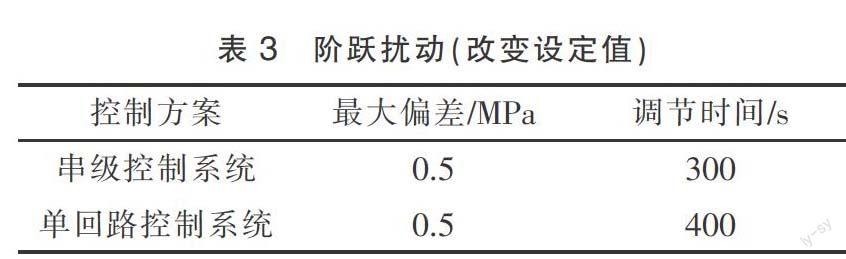
表3為在施加相同階躍擾動的時候(設定值PI-07改變值相同),對比串級控制系統和單回路控制系統,串級控制系統的調節時間更短,速度更快。而單回路控制系統則需要更長的振蕩時間來恢復平衡狀態。
表4為在施加相同外部擾動的時候(閥門V3開度從50%開大到70%),對比串級控制系統和單回路控制系統,串級控制系統無論從最大偏差還是恢復平衡的調節時間上都明顯優于單回路控制系統。
(8)從上述比對實驗結果可以推斷出:串級控制系統在改變原先設定參數值或者受到外界擾動后,恢復到平衡狀態的時間要少于單回路控制系統,換句話說,在實際工業生產過程當中選擇串級控制系統是非常有必要性的,也可以下結論說串級控制系統與單回路控制系統相比,其優越性非常明顯。
參考文獻:
[1] SHINSKEY F G.過程控制系統-應用設計與整定[M]. 蕭德云,呂伯明,譯. 北京:清華大學出版社,2012:55-57.
[2] 俞金壽,蔣愛平,劉愛倫. 過程控制系統和應用[M]. 北京:機械工業出版社,2014:103-104.
[3] GRAHAM C G, STEFAN F G,MARIO E S.控制系統設計[M]. 北京:清華大學出版社,2012:27-28.
[4] KATSUHIKO O. 現代控制工程[M]. 盧伯英,于海勛,譯. 4版. 北京:電子工業出版社,2008:131-133.
[5] 柳彥虎,張海明,安永祥,等. 基于AT89C51的串級控制冷卻系統設計[J]. 鐵路計算機應用,2007,16(5):7-10.
[6] 潘發舉. 串級控制在氨汽提塔上的應用[J]. 石油化工自動化,2013(6):86-87.
Abstract: This article previously fed - a new generation of multi-function process control experiment system feedback control system for industrial applications background, Beijing University of Chemical Technology invention developed MPCE-1000D as experimental subjects completed the Design and tuning feedforward control system MPCE-1000D's . Stability of papers on the cascade control and single-loop control system and the role of the changing parameter setting and increased external disturbance, the impact on the balance of the system compared to explain the cascade control system can not be replaced in the process of social production practice and the production process using cascade control is feasible.
Keywords: feed forward control system; MPCE-1000D; set point step disturbance; external interference
(責任編輯:徐興華)
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
發明與創新(2016年38期)2016-08-22 03:02:52