缸體內壁盲孔粗加工工藝在液壓油缸缸體內壁維修工藝體系中的技術及應用
2016-05-30 06:11:22鮑志強谷成林管平安
中小企業管理與科技·下旬刊 2016年3期
鮑志強 谷成林 管平安

摘 要:隨著企業壓縮成本,液壓油缸的維修業務不斷增加,但是液壓油缸內部損壞情況各有不同,之前的簡單工藝已經不能支撐新形勢下的維修。在此新形勢下,只有開發新的維修工藝,擴展維修能力范圍,才能獲得發展,贏得企業的發展。本文以某液壓油缸維修為背景,針對大缸徑內壁銹蝕、銹坑嚴重開發成深孔盲鏜工藝,避免大缸徑缸體的報廢,降低維修成本。
關鍵詞:缸體內壁;盲孔粗加工;深孔盲鏜;降低報廢
1 基本情況
液壓支架是煤礦綜采機械化開采的主要設備,液壓油缸是動力部件,其質量的好壞直接影響到整套液壓支架的整體性能。液壓支架每隔一段時間就需要升井大修,以保證液壓支架的整體性能。而在液壓支架整套維修中,以液壓油缸維修為主。
在液壓油缸維修中,缸體內壁修復基本上是以珩磨為主,但是在缸體內壁銹蝕銹坑深(1mm~3mm)、銹坑分布面積大情況下,常規珩磨維修困難、維修工期長,常常導致報廢處理。
2 情況分析
在此形勢下,開發缸體內壁深度維修的新工藝勢在必行。經研究分析,對缸體內壁銹蝕層進行清除和粗加工,再采用珩磨或其它方法修復缸體內壁,是一種可行性方案,但是如何對缸體內壁盲孔粗加工則是個難題,解決了這個難題,就打開了后續新工藝研發的通道。
經分析確定,對缸體內壁盲孔粗加工,有以下要求:
2.1 基本要求 ①缸體內壁修復是在舊缸體的基礎上進行修復的。②深孔盲半精加工——缸體上的缸底不去除,加工后內壁粗糙度在Ra3.2~Ra12.5區間。③缸體內壁粗加工的深度在1mm~3mm,甚至加工深度可以>3mm。④缸體內壁深度,基本上在1m~3m之間。
2.2 重點、難點 ①如何保證加工后缸體內壁必須與缸體缸口內徑(止口、溝槽、螺紋等)同軸度<0.1mm,以避免缸體內徑尺寸不同軸,導致液壓油缸無法組裝。②何種工藝能確保加工工期短,并且質量穩定、可靠。
3 缸體內壁盲孔粗加工工藝
針對此些特點,經過與各生產廠家、維修廠家的探討、試制、批量試制、試驗、實際使用情況跟蹤,開發出了成熟的缸體內壁盲孔粗加工工藝——深孔盲鏜工藝。
深孔盲鏜工藝,是在深孔鏜的基礎上開發出來的,其通過鏜前找正、內壁粗鏜基本解決缸體內壁盲孔粗加工工藝難題,并且通過多年實際使用未發現質量問題。
3.1 深孔盲鏜工藝可行性分析 內壁深孔鏜是新液壓油缸缸筒內壁粗加工的最常用、廣泛、成熟的工藝——其工藝能鏜深孔、鏜孔深度1mm~3mm輕松達到、粗糙度達標、效率高、質量穩定;內孔深孔鏜所使用設備是常用、成熟型設備,操作人員充足;
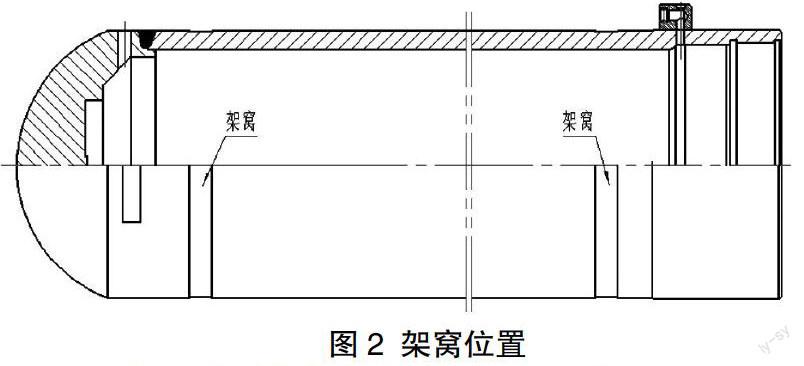
工藝重點、難點解決可行性很大——通過普車車缸體前、后兩端架窩,內壁鏜前通過架窩打表找正,來解決深孔鏜時的同軸度問題。
有了這些條件,我們完全有充足的物質資料、時間、人員等來進行試驗、分析、改進等,最終形成成熟的工藝。
3.2 缸體內壁盲孔粗加工工藝——深孔盲鏜工藝流程
所需設備:普車(四爪卡盤)、深孔鉆鏜床(四爪卡盤)、磁力百分表、超聲波測厚儀(0.01mm)。
3.2.1 鏜前找正 普車(四爪卡盤)加持缸底外圓,通過超聲波測厚儀缸體壁厚,微調四轉卡盤,使壁厚偏差保持在0.1mm之內,最終車、修缸底端架窩;缸口的架窩是在原缸體缸口架窩的基礎上進行修復即可,則是由于缸口內徑及工藝倒角和缸口架窩本身是符合要求同軸度的(缸口變形的除外)。
此車、修缸體前、后架窩的目的就是在缸體外表面前、后找到與缸體內壁同軸的工藝外圓,為后續加工提供基礎。
3.2.2 鏜前對正 深孔鉆鏜床(四爪卡盤)加持缸底外圓,中心架架缸口架窩,通過磁力百分表,對缸體缸底端架窩進行打表,微調四轉卡盤,使跳動量<0.1mm;磁力百分表吸附在深孔鉆鏜床鏜桿上,對缸口內孔打表,微調中心架高度,使跳動量<0.1mm;此磁力百分表對架窩、缸口內孔打表,目的是為了保證缸筒加工時,深孔鉆鏜床的鏜桿與缸體內壁保證<0.1mm的同軸度,以保證加工時深孔鏜頭與缸體內壁處于同一中心線上。
3.2.3 內壁粗鏜 在缸體缸口安裝上引向套,引導鏜頭對刀以及缸體缸口前端的鏜孔,防止鏜孔時出現鏜偏現象,從而導致報廢。
上深孔鏜床常用的粗鏜頭,但要求鏜刀位于鏜頭前端,以便于能夠完全把缸體內壁加工完,不殘留。
按照深孔鉆鏜床正常操作即可,就可以完成對缸體內壁的粗鏜工作。
3.3 新工藝開發結果 深孔盲鏜工藝,不管是進行非標缸徑缸體修復還是內壁熔敷修復(內壁堆敷合金,形成大大降低了維修成本。內壁毛坯,再進行加工的工藝方案),都進行多批次、批量維修生產,并且交付客戶多年,均反映良好,并且此工藝為公司維修生產大大降低了大缸徑缸體的報廢率。
4 結語
深孔盲鏜工藝,從質量、效率、成本上基本解決了缸體內壁盲孔粗加工工藝難題,為缸體內壁維修打開了一道大門,為后續加工,如非標缸徑缸體、內壁熔敷修復提供了前提的工藝基礎,為液壓油缸缸體內壁維修擴展了能力范圍,大大降低了報廢率,降低了維修成本。