DSO技術加氫重汽油中硫和硫醇硫濃度變化分析
2016-07-05 07:59:10李第,李航
石油化工應用 2016年6期
李 第,李 航
(中國石油長慶石化公司運行四部,陜西咸陽 712000)
?
DSO技術加氫重汽油中硫和硫醇硫濃度變化分析
李第,李航
(中國石油長慶石化公司運行四部,陜西咸陽712000)
摘要:介紹了FCC汽油選擇性加氫脫硫技術(DSO技術)在長慶石化公司的應用情況,討論了原料性質、反應溫度、反應壓力和循環氣中H2S濃度對HCN脫硫和硫醇硫能力的影響。結果顯示,除原料性質外,加氫脫硫反應溫度和循環氫中H2S濃度是其主要影響因素,在體積空速為1.4 h-1,氫油體積比為450:1,加氫脫硫反應器入口表壓為2.0MPa,后處理反應器入口表壓和溫度分別為1.75MPa和270℃,循環氫中H2S濃度在30μg/g~60μg/g,可在辛烷值損失較小的情況下保證加氫HCN中硫和硫醇硫濃度均小于10μg/g。
關鍵詞:DSO;加氫汽油;重汽油;硫;硫醇硫
近年來,環境保護越來越被重視,世界各國相繼立法制定了嚴格的清潔燃料新標準,對汽油中的硫、烯烴、芳烴和苯濃度均提出了越來越嚴格的限制。為滿足新的清潔汽油標準,國內外相繼開發了各種催化裂化(FCC)汽油加氫脫硫降烯烴技術和對應的高效選擇性催化劑,在最少辛烷值損失的情況下最大限度降低FCC汽油中的硫和硫醇硫濃度[1]。2013年10月,長慶石化公司采用中國石油石油化工研究院(PRI)自主開發的FCC汽油選擇性加氫脫硫(DSO)成套技術建成0.6 Mt/a汽油加氫裝置,可將FCC汽油進行深度加氫脫硫處理,實現國Ⅴ清潔汽油調和組分的生產。
本套裝置將FCC穩定汽油以70℃為切割點,分割為輕汽油餾分(LCN)和重汽油餾分(HCN),HCN經過加氫脫硫和后處理反應后與LCN混合,生產出硫和硫醇硫濃度均小于10μg/g的低硫汽油。
在選擇性加氫脫硫過程中氣相H2S容易與汽油中未完全反應的烯烴進行分子重排生成硫醇分子,而加氫汽油中的硫醇硫多以大分子、高支鏈的形式存在,在加氫脫硫過程中,硫醇硫很難徹底脫除掉,從而造成產品硫醇硫濃度超標,增加后處理反應部分的單元負荷,另外有研究表明硫醇硫與其他活性硫共同作用,具有促硫腐蝕的功能,導致汽油腐蝕不合格。為保證低硫汽油中硫和硫醇硫濃度均能夠達標,要盡可能降低HCN中硫和硫醇硫的濃度,而生產中諸多因素均可能引起硫和硫醇硫濃度的變化,通過對加氫HCN中硫和硫醇硫濃度變化的影響因素進行分析,摸清規律指導生產就顯得尤為重要。
1 裝置概況
長慶石化0.6 Mt/a汽油加氫裝置采用DSO技術,其原理(見圖1),催化劑采用PRI開發的預加氫催化劑GHC-32,加氫脫硫催化劑GHC-11,加氫后處理催化劑GHC-31。裝置以FCC汽油為原料,預加氫后經分餾塔切割為輕、重汽油組分,重汽油經加氫脫硫及后處理反應后與輕汽油混合至罐區,作為汽油調和組分,自2013年11月開工以來,操作平穩正常。
生產工況:FCC汽油按76t/h進料,混合汽油硫濃度控制在10μg/g以下,同時考察產品各指標情況。
2 硫和硫醇硫濃度的影響因素分析
2.1原料性質對硫和硫醇硫濃度的影響
FCC汽油原料和LCN的硫和硫醇硫的濃度情況(見表1,表2)。在體積空速為1.4 h-1,氫油體積比為450:1,加氫脫硫反應器入口表壓為2.0MPa,后處理反應器入口表壓和溫度分別為1.75MPa和270℃,循環氫中H2S濃度為40μg/g的條件下,HCN加氫脫硫反應前后硫和硫醇硫的濃度變化(見表3)。結合三個表可以看出約有40%的硫醇硫分布在LCN中,60%左右的硫醇硫分布在HCN中。表3還說明加氫HCN中硫濃度明顯減小,最大脫除率達88%,而硫醇硫脫除率最大僅為15%。說明同樣反應條件下,脫硫醇硫遠遠難于單純脫硫,原料中的硫醇硫濃度直接影響加氫HCN的硫醇硫濃度。
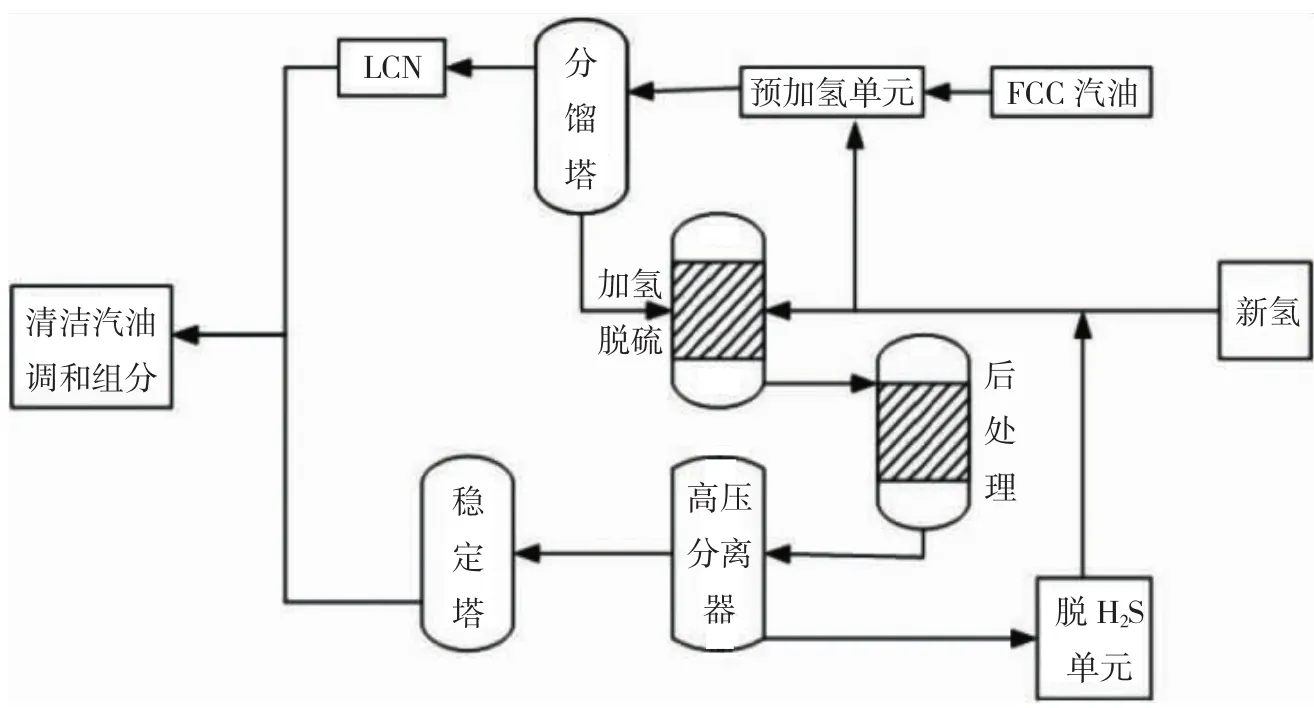
圖1 DSO技術基本原理
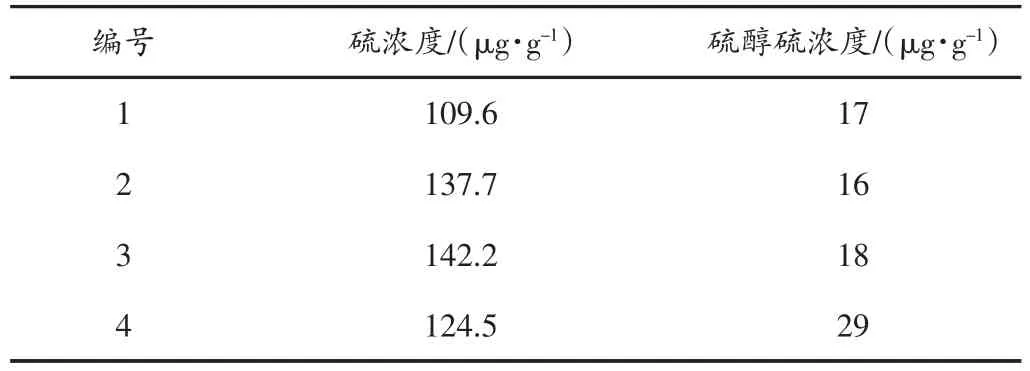
表1 FCC汽油原料硫和硫醇硫濃度
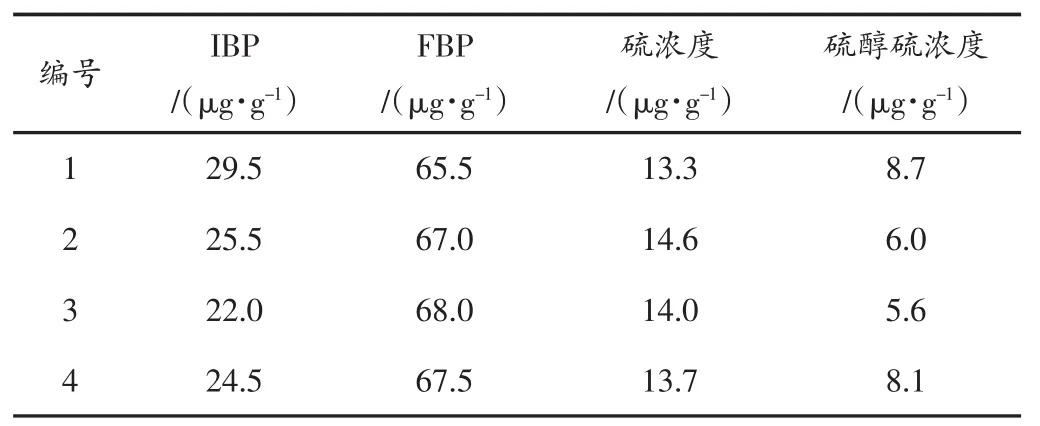
表2 輕汽油產品硫和硫醇硫濃度
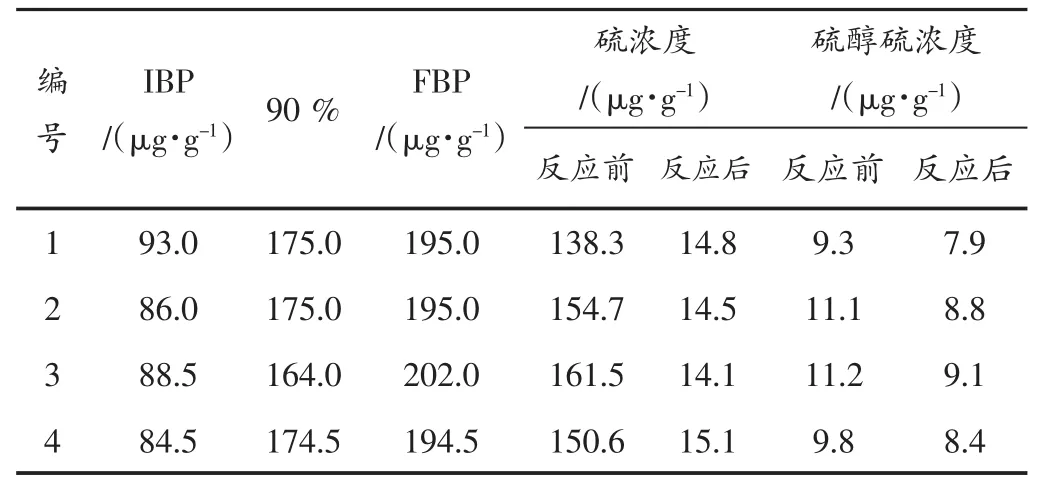
表3 HCN加氫反應前后硫和硫醇硫濃度
2.2反應溫度對硫和硫醇硫濃度的影響
一般情況下,加氫脫硫比烯烴飽和更容易進行,其他條件不變,提高反應溫度有利于增加加氫脫硫反應速率和深度,但也促進了烯烴加氫反應活性,降低催化劑的選擇性。在體積空速為1.4 h-1,氫油體積比為450:1,加氫脫硫反應器入口表壓為2.0MPa,后處理反應器入口表壓為1.75MPa、循環氫中H2S濃度為40μg/g,加氫反應前HCN辛烷值(RON)為89.3的工況下,溫度監測點為后處理反應器入口溫度,反應溫度對加氫HCN硫和硫醇硫濃度及辛烷值的影響(見表4)。
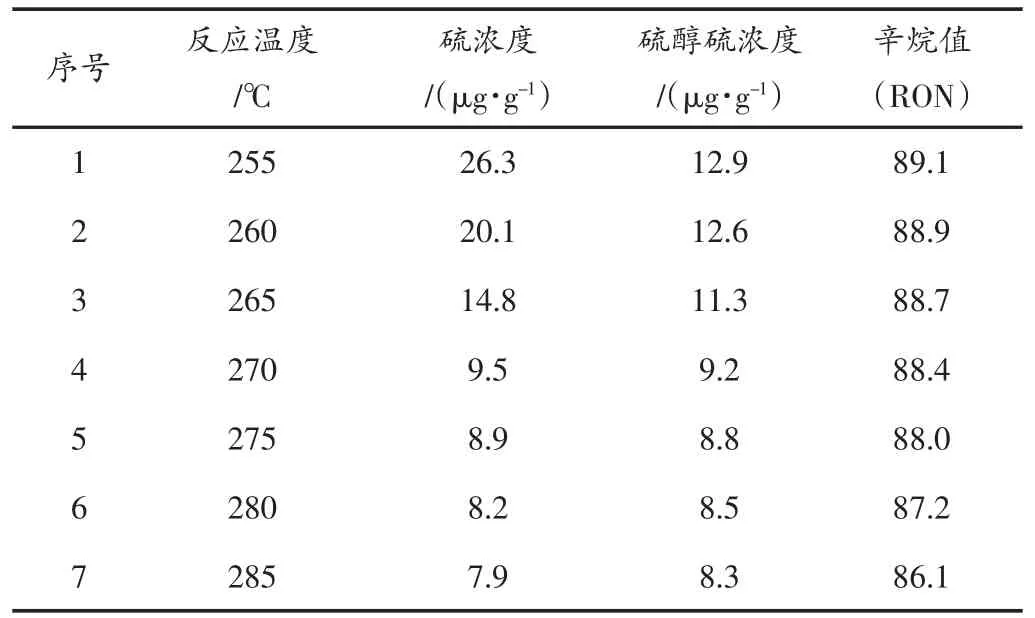
表4 溫度對加氫HCN硫和硫醇硫濃度及辛烷值的影響
可以看出,加氫HCN中硫和硫醇硫濃度均隨反應溫度的提高呈明顯下降趨勢。在反應溫度低于265℃的情況下,加氫HCN中硫醇硫濃度高于加氫前HCN硫醇硫濃度,這是由于此溫度下,脫硫醇硫效率較低,而HCN中的H2S和某些烯烴發生重排反應生成了新的硫醇硫。隨著反應溫度的增加,辛烷值的損失越發明顯,特別當溫度超過280℃,辛烷值損失極為嚴重。為了在辛烷值損失最小的情況下得到高的脫硫、脫硫醇硫效率,選擇合適的反應溫度是得到低硫低硫醇硫加氫HCN的一個至關重要的環節。在實際生產過程中,應該在滿足產品質量要求的情況下,盡可能采用較低的反應溫度,從而有效減少辛烷值的損失。
2.3循環氫中H2S濃度對硫和硫醇硫濃度的影響
根據化學反應平衡,循環氫中的H2S具有抑制脫硫和脫硫醇硫的能力,同時,部分H2S還會和烯烴進行重排反應生成新的硫醇硫,有研究表明其主要重排產物是難以脫除的大分子C7硫醇硫[1]。因此,降低循環氫中的H2S濃度有利于脫硫和脫硫醇硫反應的進行,減小脫硫和脫硫醇硫單元的加工負荷。
在體積空速為1.4 h-1,氫油體積比為450:1,加氫脫硫反應器入口表壓為2.0MPa,后處理反應器入口表壓和溫度分別為1.75MPa和275℃,加氫反應前HCN辛烷值(RON)為89.3的工況下,循環氫中H2S濃度與加氫HCN硫和硫醇硫濃度的對應關系(見表5),可以看出循環氫中H2S濃度對加氫HCN中硫醇硫濃度影響極為顯著,隨著H2S濃度的升高,加氫HCN中硫醇硫濃度增加。在正常生產過程中,H2S濃度大于70μg/g時,加氫HCN中的硫醇硫會超過13.4μg/g,與輕汽油混合后極易引起產品硫醇硫不合格。另一方面,循環氫中H2S濃度對加氫HCN中硫濃度影響不甚明顯,表明循環氫中較低濃度的H2S對裝置的脫硫能力影響不大。因此,考慮到硫醇硫濃度與循環氫中H2S濃度關系密切,在實際生產中,需要優化循環氫脫硫裝置的操作,適當降低循環氫中H2S濃度,保證加氫HCN中硫醇硫濃度在指標范圍內。
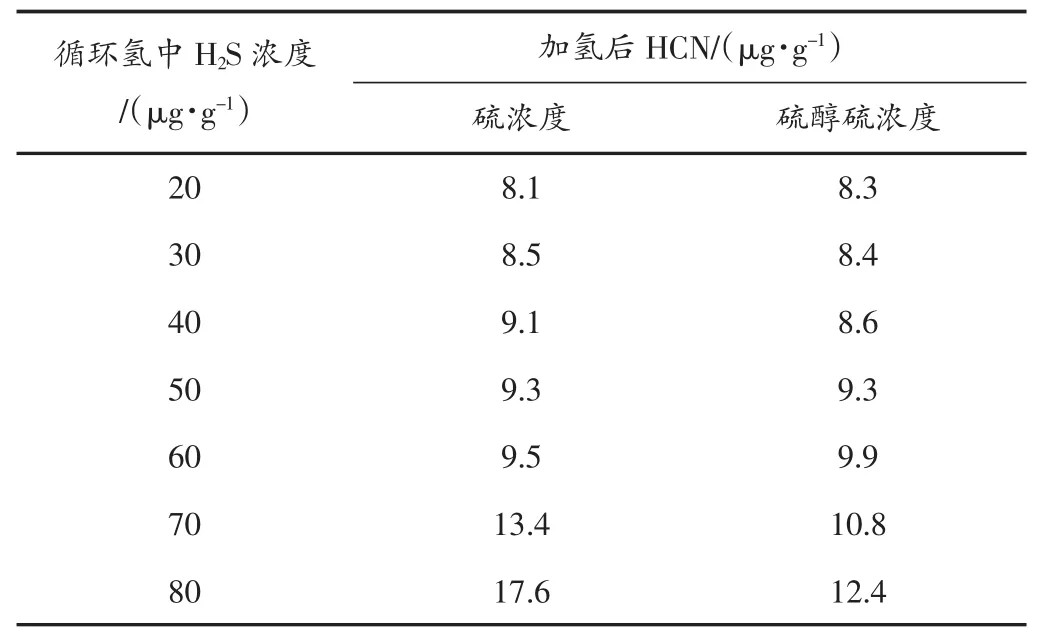
表5 循環氫中H2S濃度與加氫后HCN硫和硫醇硫的關系
2.4反應壓力對硫和硫醇硫濃度的影響
加氫脫硫反應器和后處理反應器相鄰串聯,改變氫分壓后其反應壓力均會改變,在后處理反應器入口溫度為270℃,循環氫中H2S濃度為40μg/g,加氫反應前HCN辛烷值(RON)為89.3的工況下,其壓力對應關系及相互影響情況(見表6)。同反應溫度類似,在其他條件一定的情況下,提高反應壓力,加氫脫硫反應速率和深度會增加[2],有利于汽油加氫反應的脫硫和硫醇硫,但提高壓力通常會伴隨著烯烴飽和程度的增加,汽油辛烷值損失增加[3,4]。研究表明,反應壓力對辛烷值的影響遠大于對脫硫和硫醇硫的影響。在實際生產過程中,操作無特殊情況時反應壓力極少改變。一般為了減小辛烷值損失,在適當的范圍內采用較低壓力,通過控制加氫反應溫度等其他措施控制脫硫和硫醇硫深度。

表6 反應壓力與加氫HCN硫和硫醇硫及RON的關系
3 結論
DSO技術在長慶石化0.6 Mt/a汽油加氫裝置自應用以來,運行安全穩定,加工負荷及產品質量均能夠滿足公司產品調和總體需要。
影響加氫HCN中硫和硫醇硫濃度的主要因素除原料外,最主要為反應溫度和循環氫中H2S濃度。當后處理入口溫度低于265℃的情況下,加氫HCN中硫醇硫明顯增加。實際生產中應該控制后處理入口溫度不低于此溫度,通過加氫脫硫段的注冷氫控制加氫脫硫反應器的中下部床層溫度。
在體積空速為1.4 h-1,氫油體積比為450:1,加氫脫硫反應器入口表壓為2.0MPa,后處理反應器入口表壓和溫度分別為1.75MPa和270℃,循環氫中H2S濃度在30μg/g~60μg/g,可保證加氫后HCN中硫和硫醇硫濃度均小于10μg/g。
參考文獻:
[1]Qian Bozhang. Advances in catalytic techniques for production of clean gasoline and diesel oil[J].Industrial Catalysis,2003,11(3):1-6.
[2]秦小虎,黃磊,趙樂平,等.FRS全餾分FCC汽油加氫脫硫技術開發及工業應用[J].當代化工,2007,36(1):37-39.
[3]Tek Sutkno. Optimal HDS for lower-sulfur gasoline depends on several factors[J].Oil &Gas Journal,1999,97(23):55-59.
[4]李明豐,習遠兵,潘光成,等.催化裂化汽油選擇性加氫脫硫工藝流程選擇[J].石油煉制與化工,2010,41(5):1-6.
中圖分類號:TE624.43
文獻標識碼:A
文章編號:1673-5285(2016)06-0142-03
DOI:10.3969/j.issn.1673-5285.2016.06.035
*收稿日期:2016-05-24
作者簡介:李第,男(1986-),漢族,碩士研究生,郵箱:xiaodisoul@163.com。