步進式加熱爐內板坯溫度場模擬分析
2016-08-02 05:43:43倪紅衛孔勇江郭滿平
武漢科技大學學報 2016年4期
金 明,倪紅衛,張 華,孔勇江,郭滿平
(1.武漢科技大學鋼鐵冶金及資源利用省部共建教育部重點實驗室,湖北 武漢,430081;2.武漢鋼鐵股份有限公司煉鋼總廠,湖北 武漢,430083)
?
步進式加熱爐內板坯溫度場模擬分析
金明1,倪紅衛1,張華1,孔勇江2,郭滿平2
(1.武漢科技大學鋼鐵冶金及資源利用省部共建教育部重點實驗室,湖北 武漢,430081;2.武漢鋼鐵股份有限公司煉鋼總廠,湖北 武漢,430083)
以某公司熱軋帶鋼廠的三段步進式加熱爐為研究對象, 通過建立三維數學模型,運用ANSYS軟件分析板坯在爐內加熱過程中的溫度分布,并研究爐內均熱段的溫度和保溫時間及氧化鐵皮厚度對板坯溫度場的影響。結果表明,板坯加熱后最高溫度分布在板坯端面角部,最低溫度位于板坯中心部位 ,在設定的加熱制度下,板坯經爐內加熱后,其出爐溫度、斷面溫差分別為1273.48、12.91 ℃,板坯溫度分布比較均勻,滿足軋制要求;隨著均熱溫度的下降,板坯的出爐溫度隨之降低,而斷面溫差變化較小;隨著保溫時間的縮短,板坯的出爐溫度變化不大,而斷面溫差明顯增大;隨著板坯表面氧化鐵皮厚度的增加,板坯中心部位的溫度明顯降低、斷面溫差明顯增大;在設定的加熱制度下,適當降低均熱段的溫度和縮短保溫時間,并控制板坯表面氧化鐵皮的厚度,有利于提高板坯加熱質量和節能降耗。
加熱爐;板坯;溫度場;均熱溫度;保溫時間;氧化鐵皮;溫度模擬
板坯加熱在鋼鐵材料生產過程中占有很重要的地位。不少研究者對板坯加熱過程進行了模擬研究,文獻[1-2]針對推鋼式加熱爐建立了一維數學模型,用有限差分法離散了板坯的導熱微分方程,得到了板坯的溫度場;青格勒等[3]建立三段步進式加熱爐內板坯加熱過程的二維數學模型,分析了板坯在加熱爐內的溫度變化情況;馮亮花等[4]建立了加熱爐內板坯加熱過程的二維數學模型,采用有限容積法對模型進行離散,模擬了板坯的溫度場;有研究者開發了一套加熱爐內火焰圖像在線檢測系統,為步進式加熱爐內三維溫度場的檢測提供了可視化手段[5-7]。目前對板坯加熱過程的一維和二維溫度場模擬研究較多,對三維溫度場的模擬研究有待深入,同時應考慮板坯表面氧化鐵皮對其溫度分布的影響。為此,本文以某公司熱軋帶鋼廠的三段步進式加熱爐為研究對象, 通過建立三維數學模型,運用ANSYS軟件分析板坯在加熱過程中的溫度分布,并研究爐內均熱段的溫度和保溫時間及氧化鐵皮厚度對板坯溫度場的影響,為優化步進式加熱爐內板坯的加熱工藝提供參考。
1 數學模型
1.1模型假設
某公司熱軋帶鋼廠步進式加熱爐的爐體有效長度為43.6 m,板坯在爐內加熱過程中依次經過預熱段、加熱段和均熱段,其中加熱段又分加熱一段和加熱二段[8]。由于板坯在爐內加熱是一個復雜的物理化學變化過程,建立模型時做如下簡化和假設[9]:①忽略板坯加熱過程的內熱源;②同一時刻板坯各節點的熱物性參數相同;③不考慮板坯傳熱的端部效應;④所研究截面傳熱是對稱的;⑤板坯與輥道的接觸傳熱忽略不計;⑥爐墻熱特性和爐氣黑度不隨時間和溫度變化;⑦不考慮步進梁與板坯之間的傳熱,認為板坯周圍全是爐氣;⑧板坯與爐氣的對流、輻射傳熱視為與無限大環境的傳熱。
1.2導熱微分方程
基于上述假設,在直角坐標系下建立板坯的導熱微分方程:
(1)
式中:λ為板坯的導熱系數,W/(m·K);CP為板坯的比熱,J/(kg·K);T為板坯的溫度,K;ρ為板坯的密度,kg/m3;x,y和z分別為板坯長度、寬度和厚度方向的坐標,m。
1.3加熱板坯的熱物性參數
加熱板坯的鋼種為DX51D+Z,其化學成分見表1、導熱系數和比熱見表2。板坯規格為0.23 m×1.30 m×8.80 m,板坯的密度為7850 kg/m3。板坯表面氧化鐵皮的導熱系數為3.2 W/(m·K)、比熱為725 J/(kg·K)、密度為3950 kg/m3[10]。

表1 DX51D+Z鋼的化學成分(wB/%)
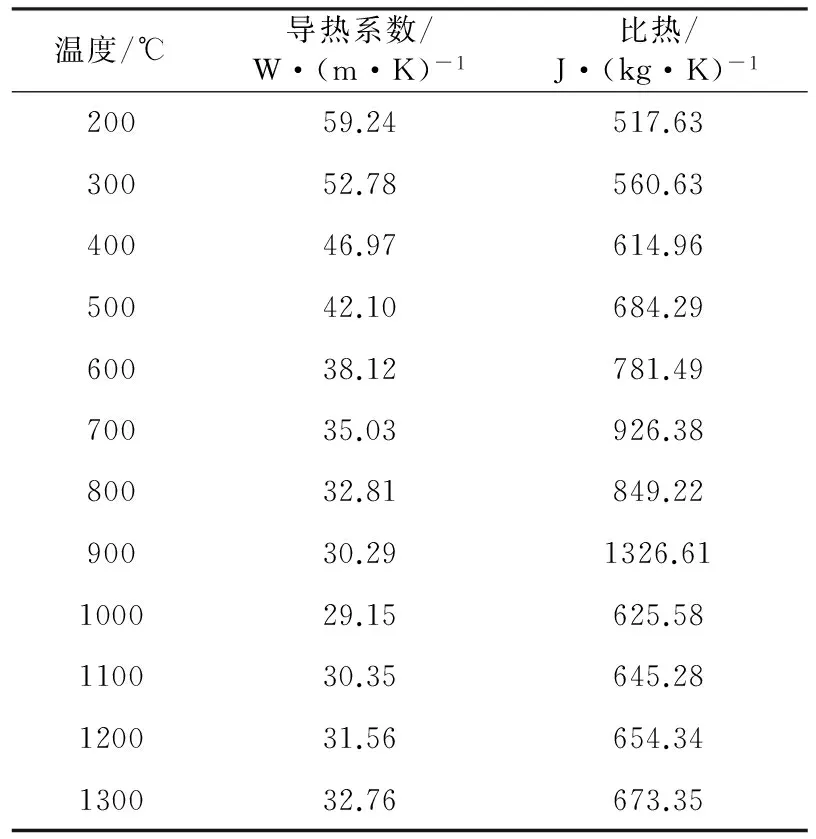
表2 不同溫度下DX51D+Z鋼的導熱系數及比熱
1.4初始條件和邊界條件
初始條件為:板坯入爐溫度為190 ℃。
邊界條件包括對流、輻射邊界和絕熱邊界。板坯外表面與爐氣接觸,是對流、輻射邊界,板坯對稱面是絕熱邊界。
當爐氣流過鋼坯表面時,鋼坯表面不僅通過對流方式從爐氣中得到熱量,而且依靠爐氣的輻射得到熱量,總熱流量的計算公式為[8]:
(2)
變形后得:
q=?c(tg-tm)+?r(tg-tm)
=?Σ(tg-tm)
(3)
其中:
(4)
上述式中:q為總熱流量;tg、tm分別為爐氣和鋼坯表面溫度,℃;C為氣體對固體表面輻射的導來輻射系數,W/(m2·K4);?c為對流換熱系數,W/(m2·K);?r為輻射換熱系數,W/(m2·K);?Σ為綜合換熱系數(?Σ=?c+?r),W/(m2·K);εg為實際爐氣黑度,取0.213;εm為板坯黑度,取0.79;σ為斯蒂芬玻耳茲曼常數,σ=5.67×10-8W/(m2·K4) ;φm為爐壁對鋼坯表面的角系數,其值為1。
1.5幾何模型和網格劃分
運用ANSYS軟件,取板坯的1/8進行建模,選定建模尺寸(單位:m),設定建模比例為1∶1。采用手動劃分的方式對所建模型進行網格劃分,長度方向進行50等分,寬度方向進行20等分,厚度方向進行10等分,網格劃分如圖1所示。
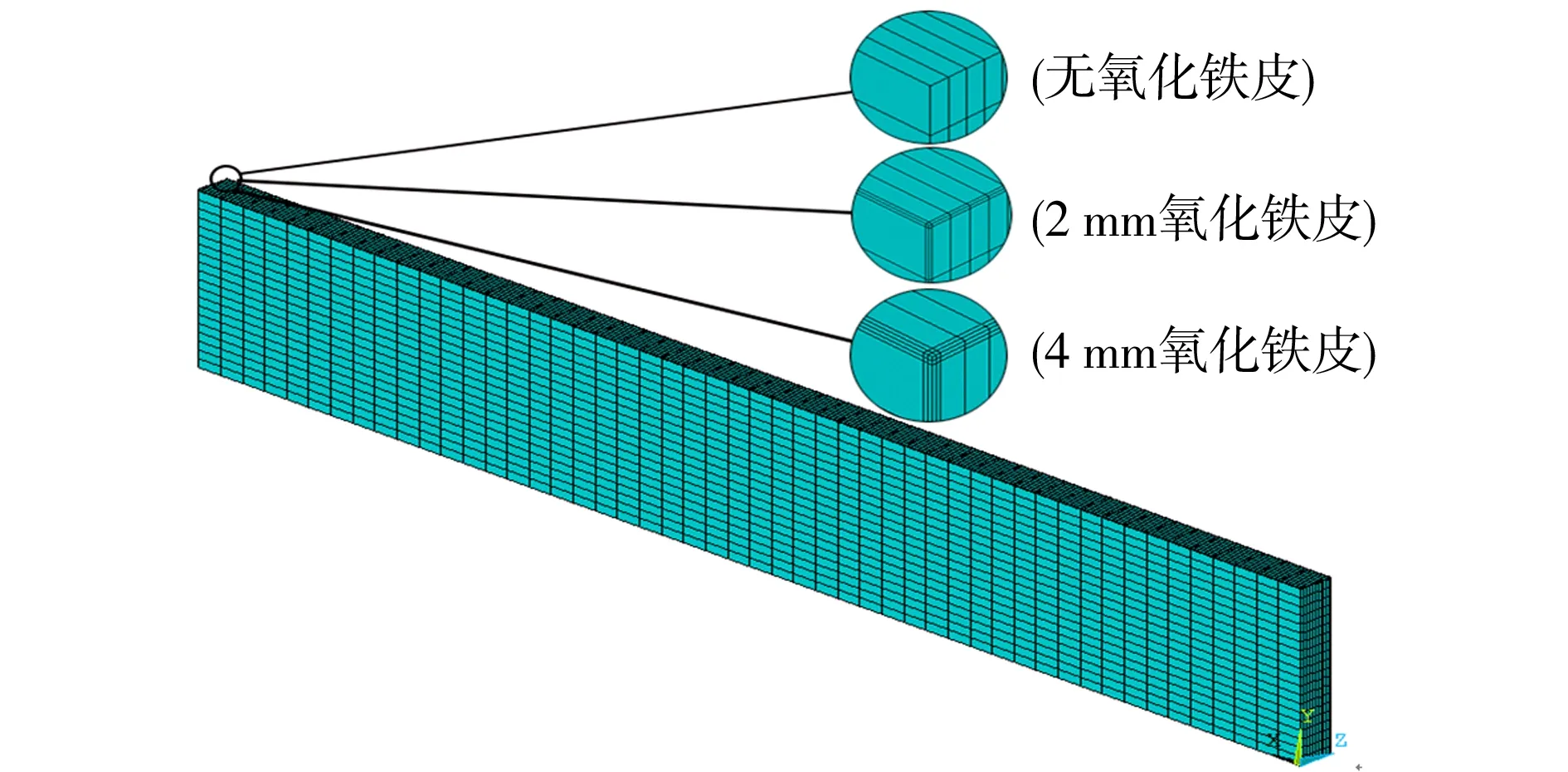
圖1 板坯的網格圖
2 模擬結果與分析
2.1板坯的溫度分布
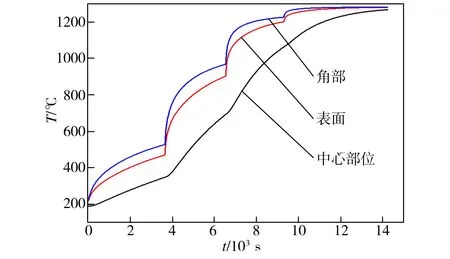
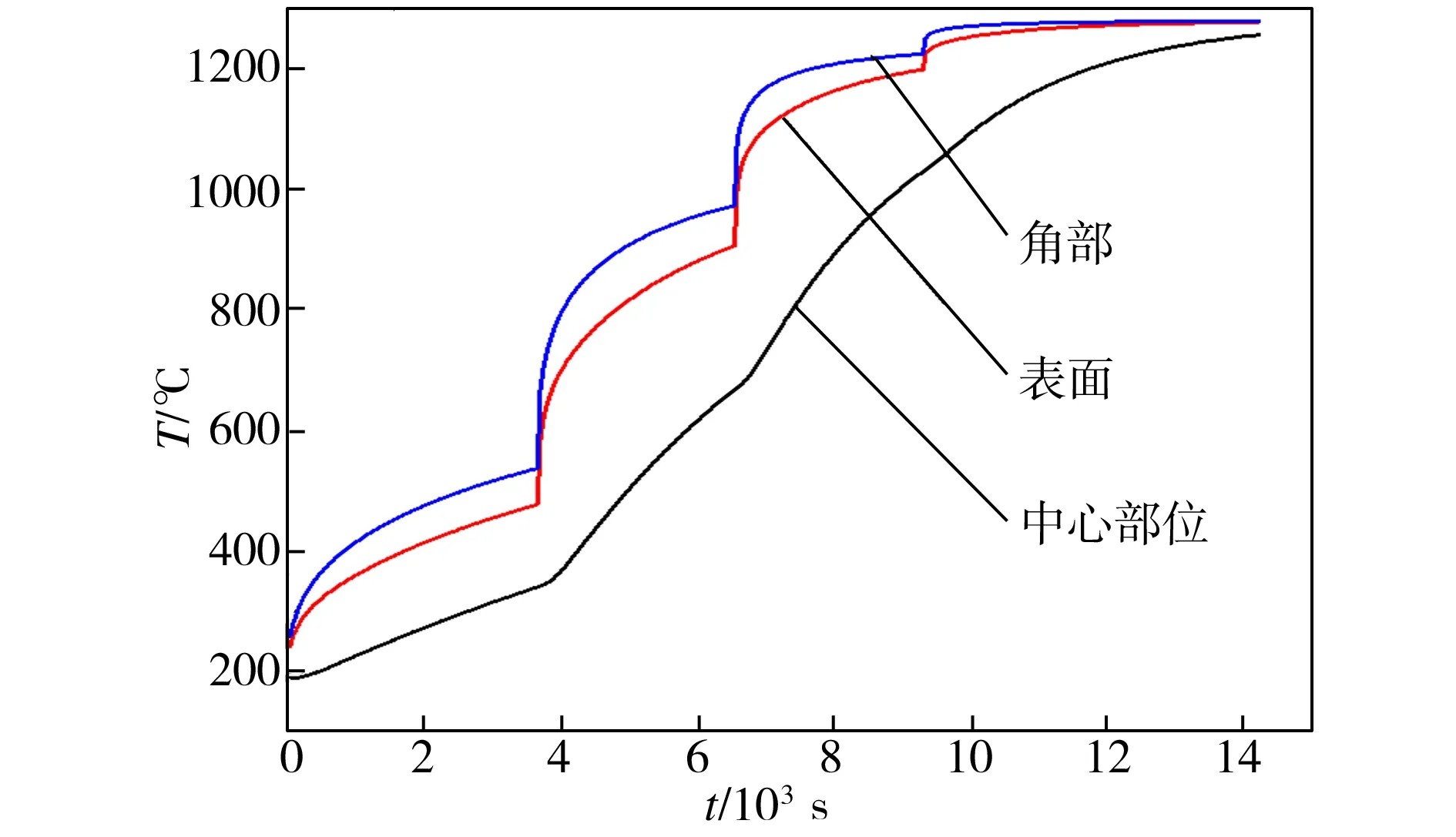
某公司熱軋帶鋼廠板坯的加熱制度如表3所示。板坯的出爐溫度要求在1000~1300 ℃范圍內,斷面溫差控制在25 ℃以內。在此加熱制度下,板坯的角部、表面(取板坯長度1/2位置橫斷面)、中心部位的溫度分布曲線如圖2所示,板坯出爐后的溫度分布如圖3所示。從圖2中可以看出,在加熱過程中,板坯中心部位與板坯表面、角部的的溫差先增大后減小,這是因為,在預熱段和加熱一段,板坯的初始溫度與環境溫差大,板坯表面的升溫速率明顯高于中心部位,進入加熱二段和均熱段,板坯表面溫度不斷上升,與環境溫差逐漸縮小,加熱熱量主要用于板坯內部升溫,此時板坯中心部位的升溫速率迅速超過板坯表面的升溫速率。經計算得到,在爐內預熱段、加熱一段、加熱二段和均熱段,板坯表面升溫速率分別為4.59、8.99、6.49、0.96 ℃/min,而板坯中心部位的升溫速率分別為2.59 、7.16 、8.05 、2.49 ℃/min,板坯表面和中心部位的最大溫差分別為124.97、296.57、329.56、158.26 ℃。從圖3中可以看出,板坯經爐內加熱后,其出爐溫度為1273.48 ℃,角部和中心部位的溫差為14.25 ℃,斷面溫差為12.91 ℃,表明板坯的溫度分布相對均勻,滿足軋制的要求。從圖3中還可看出,板坯的最高溫度分布在板坯端面的角部,最低溫度位于板坯的中心部位,這是因為,板坯角部與爐氣直接接觸,其加熱條件最好,致使板坯角部溫度最高,而板坯中心部位的熱量需要先通過爐氣的對流和輻射綜合傳熱給板坯表面,再由板坯表面通過熱傳導傳熱到板坯中心部位,因此板坯中心部位的溫度最低。

表3 板坯的加熱制度
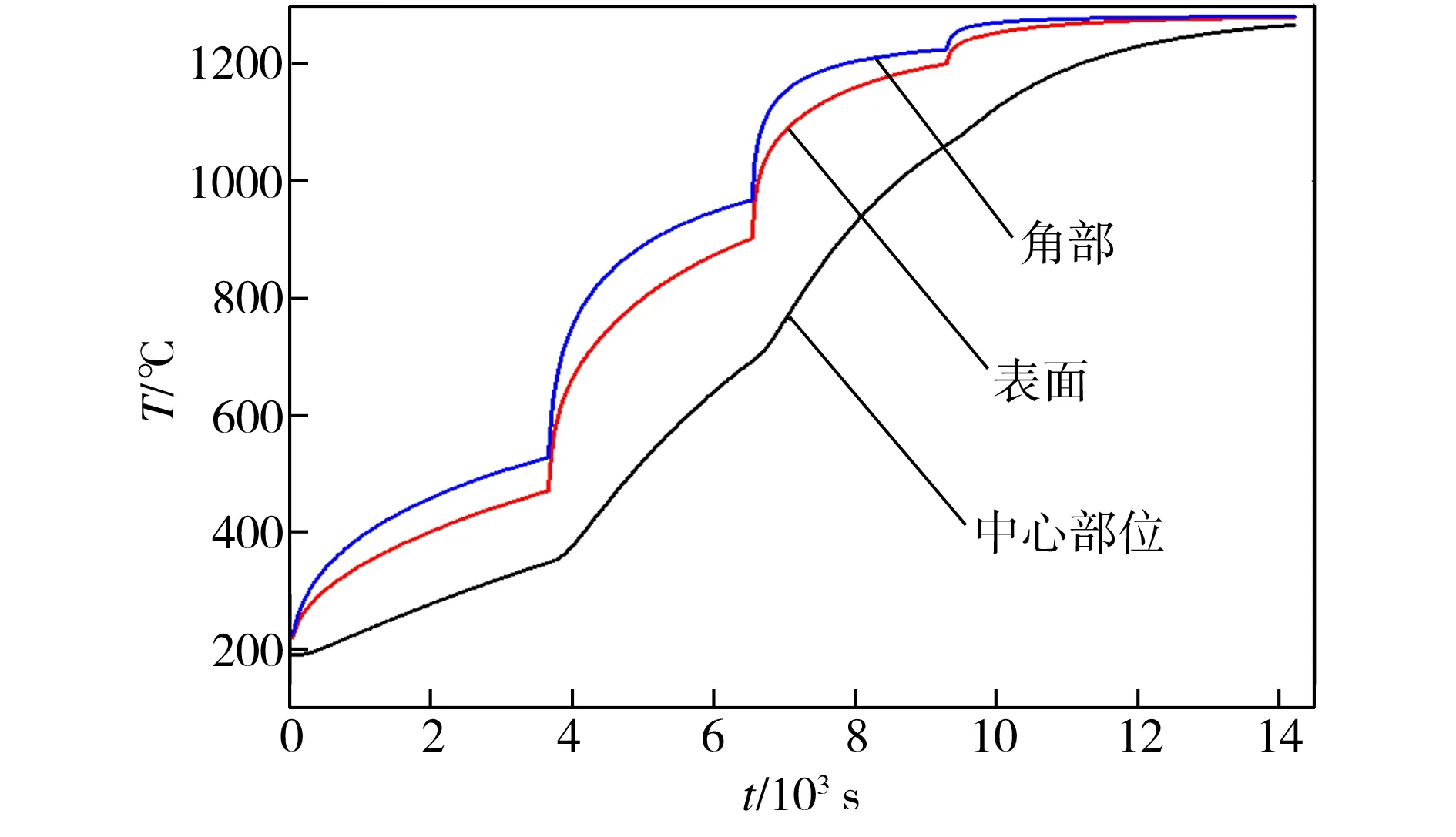
圖2 加熱過程中板坯不同部位的溫度分布曲線
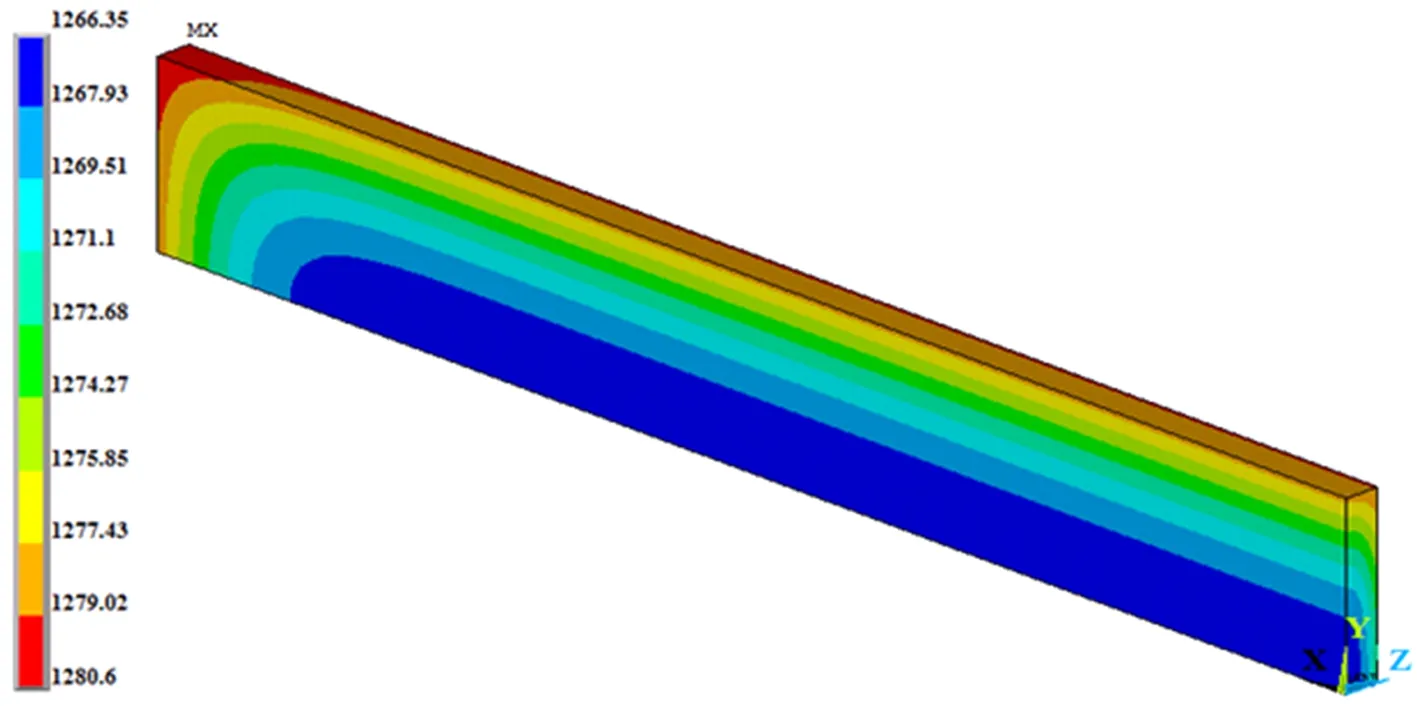
圖3 板坯出爐后的溫度分布
2.2板坯溫度分布的影響因素
2.2.1均熱溫度
當保溫時間為80 min時,不同均熱溫度下板坯的出爐溫度和斷面溫差如表4所示。從表4中可以看出,隨著均熱溫度的下降,板坯的出爐溫度隨之降低,斷面溫差逐漸縮小。與現有加熱制度下設定的均熱溫度(1280 ℃)相比,均熱溫度降低30 ℃時,板坯的出爐溫度降低28.87 ℃,斷面溫差減小1.91 ℃;均熱溫度降低60 ℃時,板坯出爐溫度降低57.94 ℃,斷面溫差減小3.50 ℃;而當均熱溫度升高30 ℃時,板坯出爐溫度升高29.6 ℃,斷面溫差增大0.8 ℃。由此表明,均熱溫度對板坯出爐溫度影響較大,而對斷面溫差影響較小。因此,在滿足板坯最低出爐溫度的條件下,可以適當降低均熱溫度,達到節能降耗的目的。
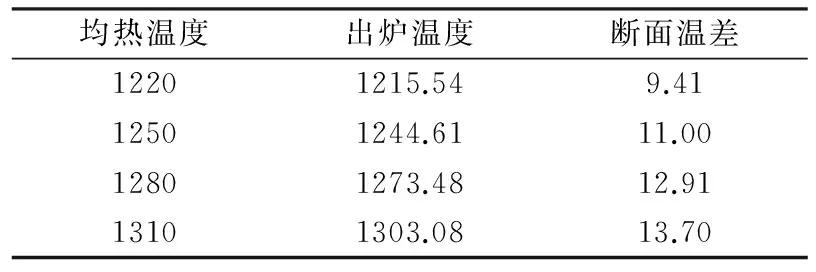
表4 不同均熱溫度下板坯的出爐溫度和斷面溫差(單位:℃)
2.2.2保溫時間
在1280 ℃的均熱溫度下保溫不同時間后板坯的出爐溫度和斷面溫差如表5所示。從表5中可以看出,隨著保溫時間的縮短,板坯出爐溫度逐漸降低,斷面溫差明顯增大。與現有加熱制度下設定的保溫時間(80 min) 相比,當保溫時間縮短10 min時,板坯的出爐溫度降低3.08 ℃,斷面溫差增大至18.08 ℃;保溫時間縮短20 min時,出爐溫度降低7.39 ℃,斷面溫差增大至25.27 ℃,已高出板坯所要求的出爐斷面溫差;而當均熱時間延長10 min時,出爐溫度升高2.18 ℃,斷面溫差減小至9.20 ℃。由此表明,均熱段的保溫時間對板坯斷面溫差影響較大,而對出爐溫度影響較小。因此,在滿足板坯斷面溫差要求時,可以適當縮短保溫時間,達到節能降耗的目的。
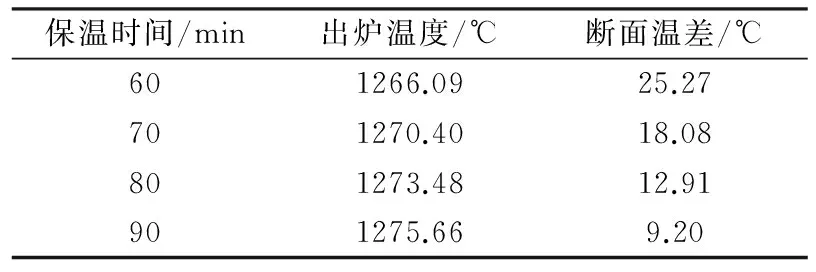
表5 不同保溫時間下板坯的出爐溫度和斷面溫差
2.2.3氧化鐵皮厚度
不同厚度氧化鐵皮的板坯的溫度分布曲線如圖4所示。從圖4中可以看出,雖然板坯表面氧化鐵皮厚度不同,但板坯各部位的溫度變化趨勢基本一致,板坯表面溫度變化不大,但中心部位的溫度變化較為明顯。與無氧化鐵皮的板坯相比,當氧化鐵皮厚2 mm時,板坯出爐時的表面溫度降低了0.61 ℃,中心部位溫度降低了8.86 ℃;而當氧化鐵皮厚4 mm時,板坯出爐時的表面溫度降低了1.35 ℃,中心部位溫度降低了21.05 ℃。由此表明,隨著板坯表面氧化鐵皮厚度的增加,板坯中心部位的溫度明顯降低。
(a)0 mm
(b)2 mm
(c)4 mm
氧化鐵皮的厚度對板坯出爐溫度及斷面溫差的影響如表6所示。從表6中可以看出,隨著板坯表面氧化鐵皮的增厚,板坯出爐溫度略有降低,但斷面溫差明顯增大。與無氧化鐵皮的板坯相比,當氧化鐵皮厚2 mm時,板坯出爐溫度降低了4.48 ℃,斷面溫差增大至21.16 ℃;而當氧化鐵皮厚4 mm時,板坯出爐溫度降低了10.63 ℃,斷面溫差已增大至32.61 ℃,大于板坯所要求的出爐斷面溫差。由此可見,板坯表面氧化鐵皮的厚度對板坯加熱質量影響較大,對于易生成氧化鐵皮的鋼種在確定其加熱制度時,適當降低加熱溫度和縮短加熱時間,以減少板坯的氧化燒損,從而控制板坯表面氧化鐵皮的厚度。
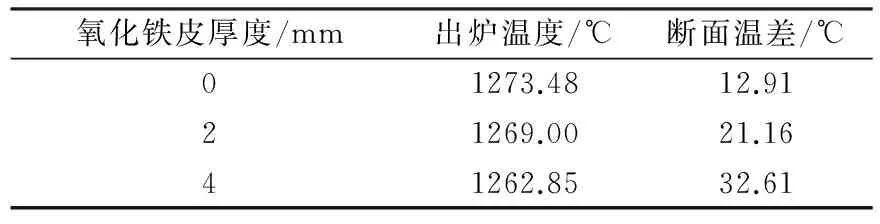
表6 氧化鐵皮厚度對板坯出爐溫度及斷面溫差的影響
3 結論
(1)板坯在爐內加熱后最高溫度分布在板坯端面角部,最低溫度位于板坯中心部位 ,在設定的加熱制度下,板坯經爐內加熱后,其出爐溫度、斷面溫差分別為1273.48、12.91 ℃,板坯溫度分布比較均勻,滿足軋制要求。
(2)隨著均熱溫度的下降,板坯的出爐溫度隨之降低,而斷面溫差變化較小;隨著均熱段保溫時間的縮短,板坯的出爐溫度變化不大,而斷面溫差明顯增大;隨著板坯表面氧化鐵皮厚度的增加,板坯中心部位的溫度明顯降低、斷面溫差明顯增大。
(3)在設定的加熱制度下,適當降低均熱段的溫度和縮短保溫時間,并控制板坯表面氧化鐵皮的厚度,有利于提高板坯加熱質量和節能降耗。
[1]陳海耿,楊澤寬,張衛軍,等.太鋼一軋廠加熱爐數學模型優化控制[J].冶金能源,1995,14(4):39-43.
[2]李明.鋼坯加熱過程中氧化傳熱模型的研究[D].包頭:內蒙古科技大學,2013.
[3]青格勒,程素森,楊天鈞,等.步進梁式加熱爐內的板坯溫度場數值模擬[J].北京科技大學學報,2004,26(2):164-168.
[4]馮亮花,劉坤,康小兵,等.步進式加熱爐板坯溫度場數值模擬[J].遼寧科技大學學報,2011,34(1):39-43.
[5]婁春,周懷春,程強,等.工業爐內火焰圖像在線檢測系統及其試驗[J].工業加熱,2005,34(3):32-34.
[6]程強,周懷春,婁春,等.工業爐三維溫度場可視化試驗研究[J].工業加熱,2005,34(1):19-23.
[7]鄒敢,楊承志.加熱爐鋼坯溫度場的預報模型[J].青島科技大學學報:自然科學版,2007,28(3):250-252.
[8]蔡喬方.加熱爐[M].北京:冶金工業出版社,2007.
[9]王良剛. 步進式加熱爐內重軌鋼坯溫度場與應力場的數值模擬[D].包頭: 內蒙古科技大學,2012.
[10]Martín Torres, Rafael Colás. A model for heat conduction through the oxide layer of steel during hot rolling[J]. Materials Processing Technology,2000, 105(3):258-263.
[責任編輯張惠芳]
Simulation analysis of temperature field of the slab in the walking beam reheating furnace
JinMing1,NiHongwei1,ZhangHua1,KongYongjiang2,GuoManping2
(1. Key Laboratory for Ferrous Metallurgy and Resources Utilization of Ministry of Education,Wuhan University of Science and Technology, Wuhan 430081, China;2.General Steelmaking Plant,Wuhan Iron and Steel Co., Ltd., Wuhan 430083, China)
With the 3-zone walking beam reheating furnace as the research object, the 3D mathematical model was established and the temperature field of the slab during the reheating process was analyzed by ANSYS . The effects of the temperature,the holding time of the soaking zone in the reheating furnace and the thickness of oxide scale on the temperature field of the slab were investigated. The results show that the highest temperature of the hot slab is located at the corner of the end face , and the lowest temperature is found at the central region of the hot slab. Under the given heating system, the tapping temperature and temperature difference in cross section of the slab after reheating are 1273.48 and 12.91 ℃, respectively. The temperature distribution of the slab is relatively uniform, which meets the requirements of rolling process. With the decrease of the soaking temperature,the tapping temperature of the slab decreases and temperature difference in cross section of the slab shows little change. With the decrease of the soaking time, the tapping temperature of the slab has little change while temperature difference in cross section of the slab is increased obviously. With the increase of the thickness of oxide scale, the central region temperature of the slab is dramatically decreased, and temperature difference in cross section of the slab increases significantly. Under the given heating system, by reducing the soaking temperature and soaking time and controlling the thickness of oxide scale properly at the same time, the reheating quality of the slab can be improved and energy consumption can be reduced.
reheating furnace; slab; temperature field; soaking temperature; soaking time;oxide scale; temperature simulation
2016-02-29
湖北省自然科學基金資助項目(2015CFA128).
金明(1990-),男,武漢科技大學碩士生.E-mail:506112846@qq.com
倪紅衛(1967-),男,武漢科技大學教授,博士生導師.E-mail:nihongwei320@sohu.com
TG307
A
1674-3644(2016)04-0248-05