某葉輪數控編程及在線測量加工解決方案
2016-08-03 08:57:10撰文沈陽黎明航空發動機集團有限責任公司楊曉東李海泳郝樂芳劉德生
智能制造 2016年6期
關鍵詞:測量
撰文/沈陽黎明航空發動機(集團)有限責任公司 楊曉東 李海泳 郝樂芳 劉德生
?
某葉輪數控編程及在線測量加工解決方案
撰文/沈陽黎明航空發動機(集團)有限責任公司 楊曉東 李海泳 郝樂芳 劉德生
一、引言
整體葉輪的制造主要采用五坐標數控加工、電解加工、電化學加工、鍛接法和線性摩擦焊接等方法,由于五坐標數控加工技術在整體葉輪新產品研制階段具備快速反應、工裝夾具簡單和工藝成熟度比較高等優點,因此成為企業加工整體葉輪的首選。整體葉輪的數控編程及在線測量在國內外大多數采用專用的數控加工軟件編程,專用的軟件存在授權點少且價格昂貴等缺點,因此應用范圍小。本文基于某工具軟件的葉輪模塊和測頭模塊,給出葉輪數控編程和在線測量的解決方案,實現葉輪的數控編程和在線測量。
二、葉輪數控編程解決方案
本文以葉輪的數控加工為例,研究其數控編程的解決方法,葉輪三維模型圖如圖1所示。典型的葉輪加工路線一般分為流道粗開槽、流道精加工、葉片精加工及葉根圓角清根。
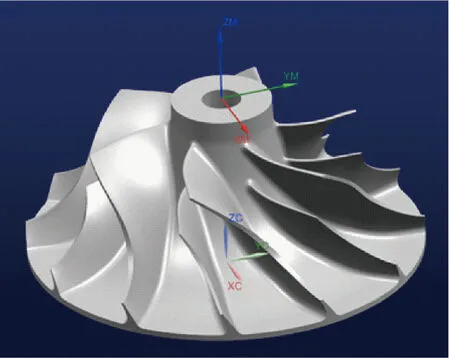
圖1 葉輪三維模型
1.葉輪流道粗開槽
采用葉輪流道粗加工模板進行葉片與流道之間的粗開槽,由于葉輪葉片之間的空間狹小,粗加工刀具選擇直徑Φ6mm的合金銑刀,在粗加工驅動方法中,設定葉片邊緣點沿葉片方向,相切延伸和徑向延伸都設定0,后緣設定與前緣相同,選擇加工起始位置,切削模式選擇往復上升,切削方向選擇順銑,步距選擇恒定,步距設定為刀具直徑的40%。刀具軸設定側傾安全角為2°,初始刀軸定位旋轉所繞對象為葉片。切削深度控制選擇切削層,深度模式選擇從包覆偏置,每刀深度設定為恒定,距離設定為刀具直徑的20%。在切削參數中設定刀軸光順,軸光順百分比為25%,主軸轉速選擇3000rpm,進給速度選擇200mm/min,葉輪流道粗加工的加工刀路軌跡及實體仿真如圖2所示。
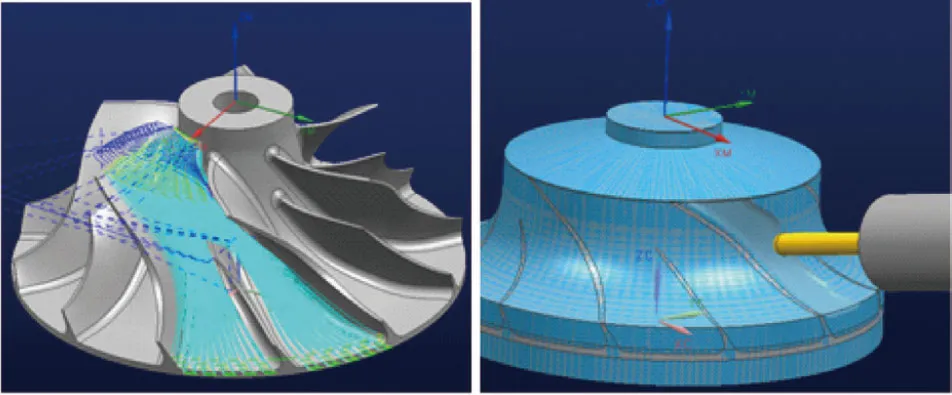
圖2 葉輪流道粗加工的加工刀路軌跡及實體仿真
2.葉輪流道精加工
采用葉輪輪轂精加工模板進行流道表面的加工,流道表面的精加工可以認為是5軸流道粗加工的一個特例,根據葉根圓角的大小選擇加工刀具,加工刀具直徑等于葉根圓角直徑,因此刀具直徑選擇直徑Φ6mm。在葉轂精加工驅動方法中,設定葉片邊緣點沿葉片方向,相切延伸、徑向延伸都設定為0,后緣設定與前緣相同,選擇加工起始位置,切削模式選擇往復上升,切削方向選擇順銑,步距選擇恒定,步距設定為刀具直徑的20%。刀具軸設定側傾安全角為2°,初始刀軸定位旋轉所繞對象為葉片,在切削參數中設定刀軸光順,軸光順百分比為50%,主軸轉速選擇2000rpm,進給速度選擇100mm/min,葉輪流道精加工的加工刀路軌跡及實體仿真如圖3所示。
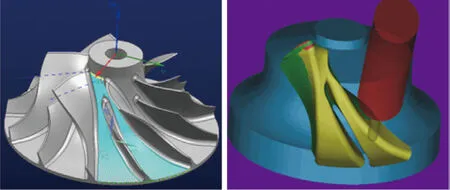
圖3 葉輪流道精加工的加工刀路軌跡及實體仿真
3.葉輪葉片與分流葉片精加工
采用葉輪葉片精加工模板進行葉片表面的精加工,為了減少與流道表面的接刀,加工刀具也與流道精加工的刀具選擇一樣,在葉片精加工驅動方法中,要精加工的幾何體選擇葉片,如果加工的是分流葉片,要精加工的幾何體就選擇分流葉片,要切削的面選擇左右前面,后緣葉片邊緣點選擇沿葉片方向,切削方式選擇單向,切削方向選擇順銑,起點選擇后緣,刀具軸設定側傾安全角為2°,切削深度控制選擇切削層,深度模式選擇從包覆插補至葉轂,每刀深度設定為恒定,距離設定為刀具直徑的10%。在切削參數中設定刀軸光順,軸光順百分比為60%,主軸轉速選擇3000rpm,進給速度選擇200mm/min,葉輪葉片的加工刀路軌跡及實體仿真如圖4所示。
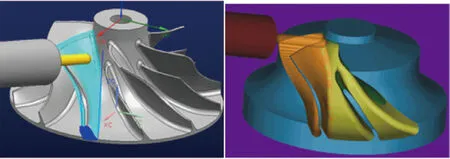
圖4 葉輪葉片的加工刀路軌跡及實體仿真
4.葉根圓角精加工
采用葉輪葉根圓角精加工模板進行葉片表面的精加工,葉根圓角精加工的特點與葉片精加工類似,在葉根圓角精加工驅動方法中,要精加工的幾何體選擇葉片圓角,如果加工的是分流葉片,要精加工的幾何體就選擇分流葉片圓角,要切削的面選擇左右前面,驅動模式選擇較低的圓角邊,切割條帶選擇偏置,步距設定為恒定,距離為刀具直徑的20%,切削模式選擇單向,順序選擇由外到內,切削方向為順銑,刀軌起點為后緣,刀具軸設定側傾安全角為2°,在切削參數中設定刀軸光順,軸光順百分比為60%,主軸轉速選擇2000rpm,進給速度選擇200mm/min,葉輪葉根圓角的加工刀路軌跡及實體仿真如圖5所示。

圖5 葉輪葉根圓角的加工刀路軌跡及實體仿真
三、葉輪在線測量解決方案
通過應用機床上的機載測頭,實現零件在不移出工作臺的情況下,完成測頭的校正、平面點2軸測量、曲面點3軸測量、孔圓臺等特征測量以及“3+2”固定軸的5軸測量,實現加工中測量定制,配置相關后置處理文件,生成用于執行葉輪葉片、葉尖、前緣與后緣的在線測量程序,如圖6所示。
1.測頭的建立
根據NX軟件的刀具庫文件,建立與機床匹配的測頭模型,將模型導入到刀具庫文件中。

圖6 測頭的建立
2.測量點的規劃
根據NX軟件建模的相關操作,建立葉片、葉尖和前后緣等模型待測量的理論點,如圖7所示。
3.測量子操作的建立
旋轉點矢量移動子操作是針對五軸機床使用的,需要機床的擺頭或轉臺定位到特定的角度,執行“3+2”固定軸測量。探測曲面點子操作是指測頭定位后沿理論點的法矢方向觸碰零件的理論點位置,沿刀軸線性移動是指測量結束后沿刀軸的方向進行退刀,具體過程如圖8所示。

圖7 理論點的建立
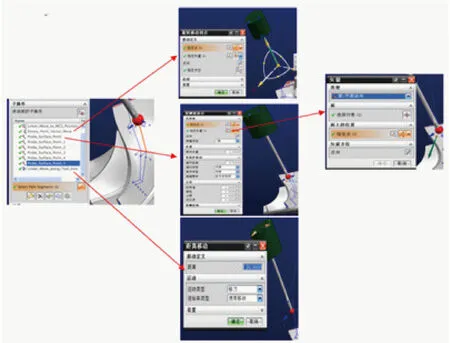
圖8 測量子操作的建立
4.后置處理文件的生成
在后置處理器中定義針對測頭的機床控制事件,編制相應機床控制事件的代碼,生成單點觸碰的程序代碼,具體過程如圖9所示。
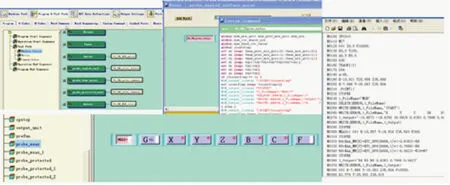
圖9 后置處理文件及程序的建立
四、結語
針對葉輪加工及在線測量,設計制定葉輪數控編程策略,簡化葉輪編程過程。通過實際驗證,葉輪數控編程和在線測量具有可操作性,能夠滿足加工需要。IM
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00