基于Moldflow的手機上蓋的澆口優化設計
2016-08-13 05:46:25李小明
橡塑技術與裝備 2016年14期
李小明
(四川職業技術學院 機械工程系,四川 遂寧 629000)
基于Moldflow的手機上蓋的澆口優化設計
李小明
(四川職業技術學院 機械工程系,四川 遂寧 629000)
使用Moldflow對手機上蓋的注塑過程進行模擬分析,對在不同澆口位置下的充填時間、熔接痕、翹曲變形、氣穴等進行分析比較,確定實際最佳澆口設計方案,提高了注塑產品質量,縮短模具研發周期,降低生產成本。
Moldflow;澆口位置;注塑成型;優化設計;翹曲
澆注系統設計是塑料模具設計中非常重要的一部分,澆注系統常分為主流道、分流道、冷料井、澆口,其中又以澆口設計最為關鍵,從澆口的類型選擇,澆口的尺寸大小,再到澆口的位置設定都是非常重要的,可以說澆口設計的好壞將直接影響到塑膠產品的質量是否合格。因此通過塑膠注塑過程CAE模擬分析可以預測澆口設計是否合理,從而避免造成質量缺陷,因此在設計中引入CAE是具有非常大的現實意義和實際作用的。

圖1 手機上蓋三維模型
1 塑件分析
產品為某品牌直板手機的上蓋(俗稱A蓋),如圖1,產品外形尺寸約為105 mm×45 mm×6 mm,平均壁厚1 mm,材料選用ABS+PC混合料。A蓋屬于外觀件,外表面后續還要噴涂處理形成亞光磨砂表面,涂層厚度約15~20 ,表面質量要求高,且要與其它部件配合裝配,因此要求表面不能有澆口痕跡,飛邊、縮痕、變形、熔接痕、欠注等缺陷,模型采用NX軟件建模并保存為可導入Moldflow軟件的STL格式數據。
2 理論澆口位置分析
設定全局網格邊長為1.5 mm,采用雙層面網格類型劃分網格單元,網格統計顯示,網格匹配百分比達91.6%,最大縱橫比為14.5,為保證分析結果準確,要對較大的縱橫比三角單元進行修復,推薦縱橫比最大值為6 ,經修改后其最大縱橫比為5.8相當理想,匹配百分比為91.6%,劃分的網格質量滿足分析要求,如圖2所示。
選擇 “澆口位置”分析序列,設定材料為LG Chemical公 司 的 Lupoy HR-5007A, 此 材 料 為ABS+PC的工程混合料,其黏度很高,為保證充填質量,推薦初設工藝參數為:模具表面溫度70℃,熔體溫度260℃,注射時間0.5 s,充填/保壓切換點為充填容積99% ,按此參數分析結果如圖3。從圖中可以看出,理論最佳澆口位置在塑件中箭頭指示區域,靠近節點N5318附近。

圖2 修改后網格劃分情況

圖3理論最佳澆口位置區域
3 實際澆口位置確定
3.1實際澆口設計方案
手機外蓋為外觀裝配件,要求外表面及視窗側面光滑,美觀,無瑕疵,無澆口痕跡等質量要求,因此實際澆口不能設置在其外表面及側面,所以只能選擇潛伏澆口。綜合考慮,提出3個可能的實際牛角澆口位置方案。澆口位置分布情況如圖4所示。
3.2模擬分析結果對比
利用AMI中“填充+保壓+翹曲”分析序列,分別按照上述3種澆口設計方案進行模擬分析,提取分析結果中的填充時間、熔接痕、氣穴、變形量,縮痕等進行比較,從而確定澆口設置的最優方案。
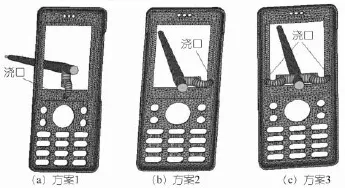
圖4 三種澆口位置方案
3.2.1充填時間
充填時間顯示的是熔體流動前沿的情況,可以看出填充過程中有無短射、遲滯,是否平衡充模 。為更容易解釋結果,采用等值線圖解釋充填時間如圖5所示。3個方案的充填時間都約為0.57 s,時間都較短,效率高,但方案2中最后填充區右上角和右下角的充填時間有差距,屬于不平衡填充,容易造成局部壓力過高,引起內應力的存在,產生質量缺陷,因此優先選用方案1和方案3。
3.2.2熔接痕(weld line)
填充時當兩股塑料熔體相遇匯集或者一股熔體分叉又合攏及出現明顯流速差時,往往會在塑件表面留下一條刮痕或者一條槽,這就是熔接痕 ,它不但影響制品的外觀質量,而且在熔接痕處容易產生應力集中,降低制品的機械強度,因此要盡量避免出現或者減少其數量。圖6為3種方案產生的熔接痕比較,3種方案都存在熔接痕,這是因為手機上蓋存在多孔結構而造成的,不論是單點澆口還是多點澆口都無法避免,只能通過工藝手段將熔接痕的質量提高以減少缺陷,同時利用后續噴涂工藝將其覆蓋。
從熔接痕數量上看,方案1和方案2均比方案3多,因此優先選擇方案3。
3.2.3翹曲變形
圖 7 所示是所有因素導致的翹曲變形量,方案1最大變形量為0.268 mm,方案2的最大變形量為0.238 9 mm,方案3最大變形量為0.227 mm,方案1變形量最大,方案2和方案3變形量較小,手機上蓋要和手機中蓋進行裝配,壁厚又很薄,所以對翹曲的控制很嚴格,加之考慮平衡填充,因此優先選擇方案3。
3.2.4氣穴(Air Traps)
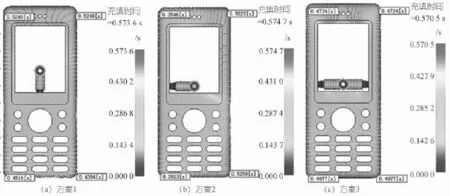
圖5 充填時間比較
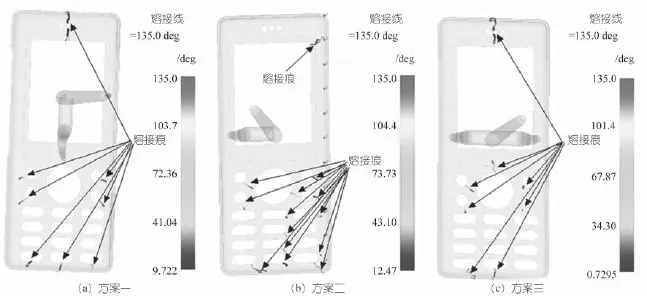
圖6 熔接痕比較
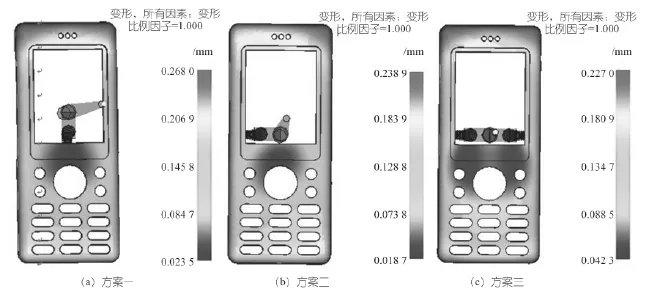
圖7 翹曲變形比較
氣穴是由于塑料熔體從各個方向流向同一處時在塑件內部形成的氣泡,氣穴會造成產品強度降低和外觀質量缺陷 。從3個方案的氣穴對比圖8中看出,3個方案均產生數量不等的氣穴,方案1最多,方案2最少,方案3的氣穴主要分布于面板按鈕區,處于塑件側壁面,位于產品的分型面上,氣體可通過分型面間隙排出,不會造成困氣,當然在手機蓋這樣注射速度很高的成型中,還需要綜合考慮采取其它措施來及時消除氣穴現象。故優先選擇方案3。
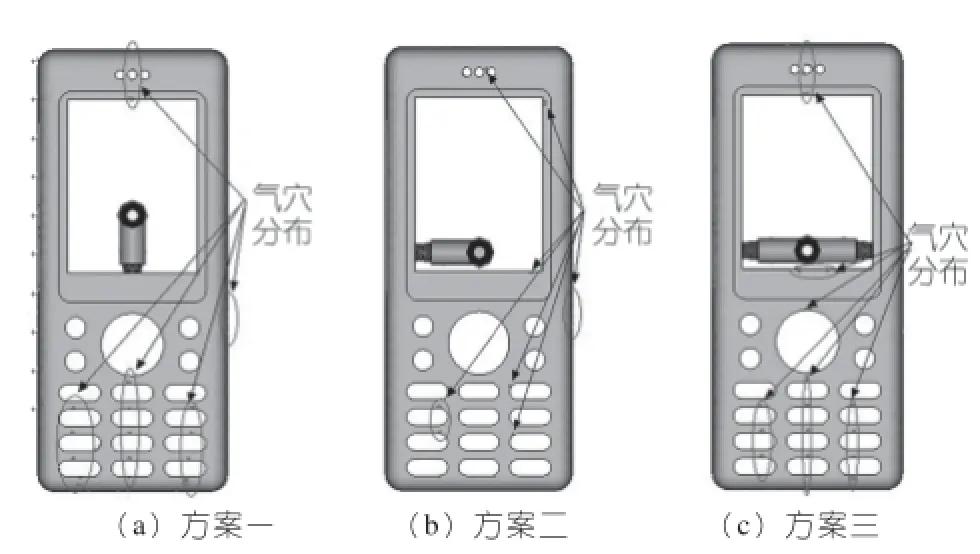
圖8 氣穴比較
3.3澆口設計方案確定
綜合比較推斷出,方案3成型周期短,流動平衡,綜合變形小,便于成型與裝配,保證產品質量。因此方案3為優先方案。
4 結論
在塑料模具設計中應用Moldflow軟件,對不同澆口位置及數量下的塑件進行注塑過程模擬,比較模擬分析結果,推出最優澆口設計方案,可以幫助設計人員預測可能出現的問題,查找原因并輔助解決問題,為模具開發提供了科學依據,降低成本,縮短模具制造周期,為企業提供核心競爭力。
[1] 陳艷霞.2015Moldflow模流分析從入門到精通[M].電子工業出版社,2015.
[2] 鄧潮玉,邱遜,齊永杰.基于Moldflow的直板手機前蓋澆口位置優化設計[J].上海塑料,2012(4):46~52.
[3] 單巖,蔡玉俊,羅曉曄等.Moldlow立體詞典塑料成型分析與優化設計[M].浙江大學出版社,2011.
[4] 王衛兵,李金國.Moldflow中文版注塑流動分析案例導航視頻教程[M].清華大學出版社,2014.
(P-02)
11所一流高職院校與寧波模具園建立合作關系
2016年6月17日下午,寧波模具產業園區投資經營有限公司與浙江機電職業技術學院、寧波職業技術學院、杭州第一技師學院等全省各地11所院校簽署共建全國中高端模具人才高地戰略合作框架協議。縣委常委、寧海經濟開發區黨工委書記徐云出席并見證簽約儀式。
寧波模具產業園區作為國家發改委產業服務平臺引導資金項目,一直致力于打造強大的企業內需服務平臺,園區籌備至今已成功搭建金融服務、用工服務、信息技術、檢測認證、基礎物業、綜合企服等平臺,目前正與浙江大學、華科大等高校洽談合作共建“互聯網 ”模具技術平臺,與質監部門探討設立智能制造檢驗檢測平臺。
此次簽約的院校都是全國一流高職院校,在模具及相關專業的教研實力上與重點本科院校等同。根據戰略合作框架協議,學校將在寧波模具園掛牌設立校外實踐教學基地,每年選派學生進行崗位實習,同時聘請園區企業高級管理人員擔任學校客座教授,為學生提供職業規劃發展指導,雙方就開展企業人才定向培養、組建人才需求訂單班、實施私人定制因材施教等方面進行合作交流。
摘編自“中國塑料機械網”
Sprue optimization design of the front cover of mobile phone based on Moldf ow
TP 391.72
1009-797X(2016)14-0085-04
B
10.13520/j.cnki.rpte.2016.14.028
李小明(1985-),男,助教,大學本科,從事機械設計、模具CAD/CAE/CAM教學與研究。
2016-06-16
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2020年1期)2020-09-21 09:24:52
電子制作(2018年18期)2018-11-14 01:48:24
藝術啟蒙(2018年7期)2018-08-23 09:14:18
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
山東工業技術(2016年15期)2016-12-01 05:31:22