基于PSPC化學品船壓載艙沖砂工藝研究
2016-08-16 08:43:29李蘇杰柯鑫劍
江蘇船舶 2016年3期
關鍵詞:不銹鋼
李 星, 楊 敏, 李蘇杰, 柯鑫劍
(1.江蘇科技大學 船舶與海洋工程學院,江蘇 鎮江 212003;2.上海中遠船務工程有限公司,上海 200231)
?
基于PSPC化學品船壓載艙沖砂工藝研究
李星1, 楊敏1, 李蘇杰1, 柯鑫劍2
(1.江蘇科技大學 船舶與海洋工程學院,江蘇 鎮江 212003;2.上海中遠船務工程有限公司,上海 200231)
沖砂磨料在38 000 DWT雙相不銹鋼化學品船壓載艙表面處理質量中具有重要作用,磨料選用適當能夠節省資源,降低生產成本,提高生產效率。首先,通過實驗對比并對磨料性能進行綜合分析,選取碳鋼和不銹鋼磨料。其次,控制沖砂工藝參數,保證沖砂質量,滿足PSPC規范要求。最后,提出不銹鋼具有易腐蝕、與碳鋼材質接觸易發生滲碳等特性,壓載艙碳鋼部分沖砂時需對不銹鋼進行保護,免遭外力沖擊并保證不銹鋼表面清潔。
PSPC;化學品船;壓載艙;沖砂工藝
0 引言
化學品船壓載艙結構背向液貨的一面為雙相不銹鋼,雙層底外板和舷側外板及其內部結構全部為碳鋼。區別于集裝箱船、散貨船、多用途船和原油運輸船等常規船型,化學品船的壓載艙全部為碳鋼的結構形式。由于碳鋼和不銹鋼材質及熱膨脹性和熱導率等性能差異,對碳鋼和不銹鋼沖砂磨料應分別選取。本文以38 000 DWT化學品船壓載艙為研究對象,根據壓載艙結構的特殊性,以PSPC涂層標準為依據,制訂一套有效的沖砂工藝。
1 化學品船概況
38 000 DWT雙相不銹鋼化學品船具有雙殼、單甲板、單螺旋槳結構,以柴油機為動力來源,采用完整的雙相不銹鋼液貨艙。該船雙層底和雙層外板貫穿整個液貨艙,2個縱向隔離艙將液貨艙劃分為中心艙和底邊艙,12道橫艙壁將貨艙區劃分為39只獨立液貨艙,每個液貨艙采用獨立的貨物裝卸管系,最多可同時裝卸10種不同種類的化學品。具體參數見表1。
2 壓載艙結構的特殊性
38 000 DWT化學品船橫剖面圖如圖1所示。該化學品船采用雙層底、雙舷側的結構形式,縱骨架式結構,不銹鋼甲板由縱骨和強肋骨加強。所有縱骨、強肋骨和甲板管系全部布置在不銹鋼甲板的上表面,液貨艙內有2個縱隔艙把整個液貨艙分割成中部液貨艙和左右液貨艙。該船為IMOI型裝載I類危險化學品,考慮到船舶運輸安全,所有不銹鋼內底板和不銹鋼上甲板在舷側部位均超出邊縱艙壁100 mm。
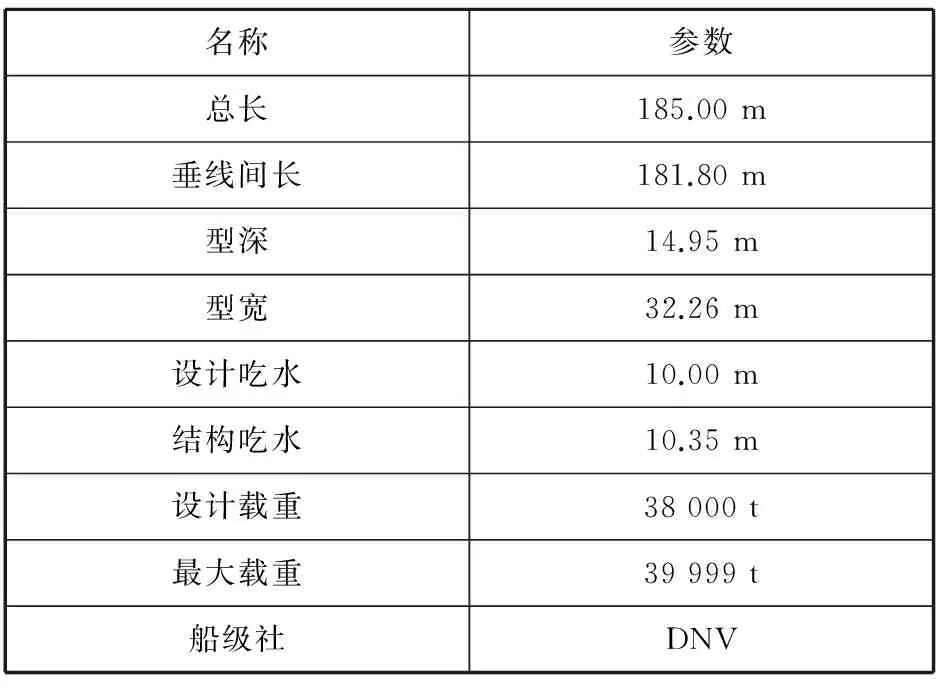
表1 化學品船參數表
壓載艙由雙層底壓載艙和舷邊壓載艙組成,保證壓載艙結構強度情況下為減輕結構重量和提高載重系數,壓載艙結構碳鋼部分全部采用高強度鋼。邊縱艙壁和內底板上面的骨架分別安裝在舷邊壓載艙和雙層底壓載艙內,液貨艙橫艙壁采用垂直槽型雙相不銹鋼焊接,液貨艙縱艙壁由雙相不銹鋼平板拼接,保證液貨艙內壁光滑,便于清艙。
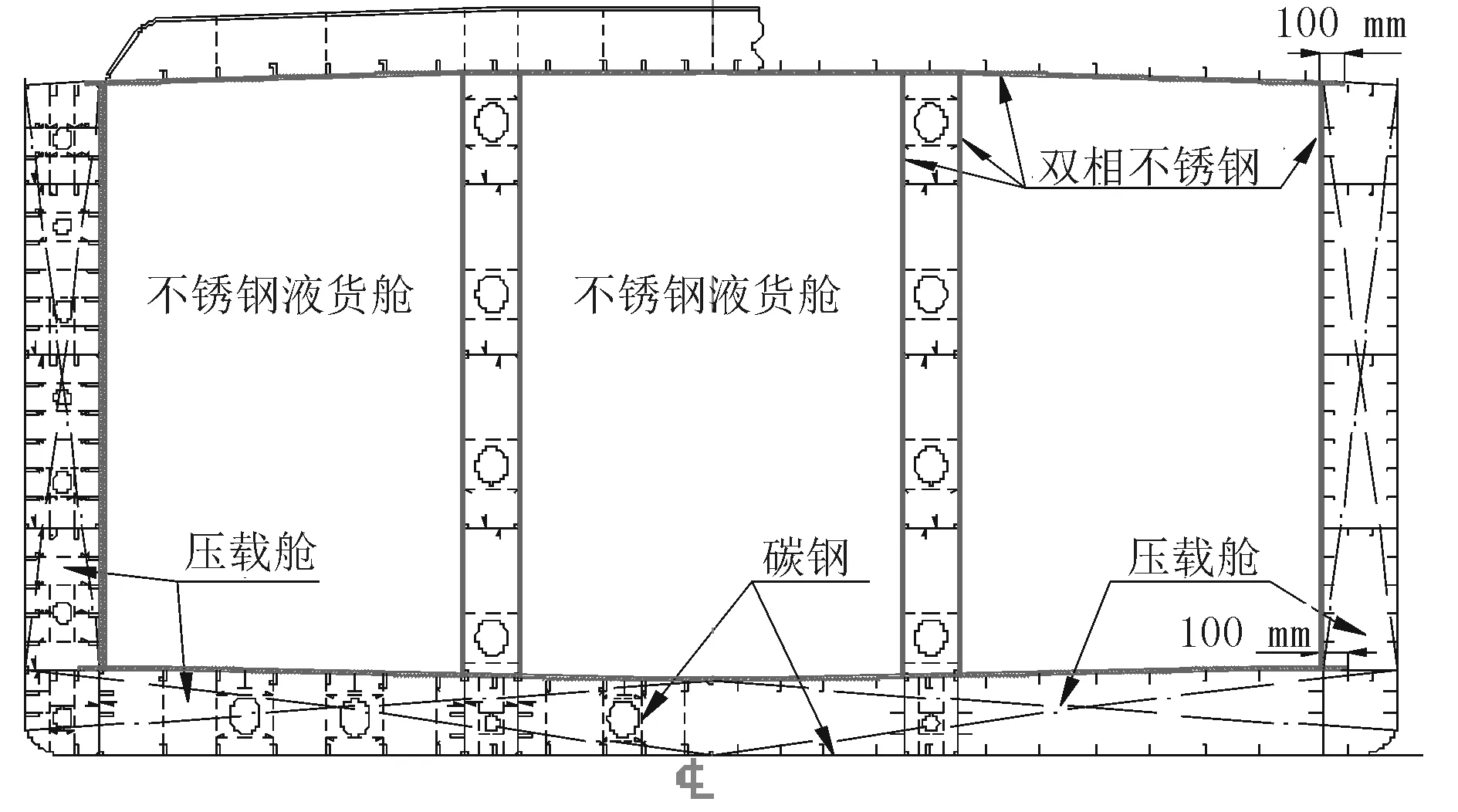
圖1 38 000 DWT化學品船橫剖面圖
3 PSPC規范及壓載艙沖砂磨料要求
化學品船主要運輸如食用油、酸類產品、生物燃料和清潔石油產品等液體化學品。液貨艙內所裝運貨物具有特殊性,因而壓載艙沖砂工藝必須按照PSPC規范執行,具體要求見表2。磨料選取按照壓載艙沖砂磨料要求進行,具體要求見表3。
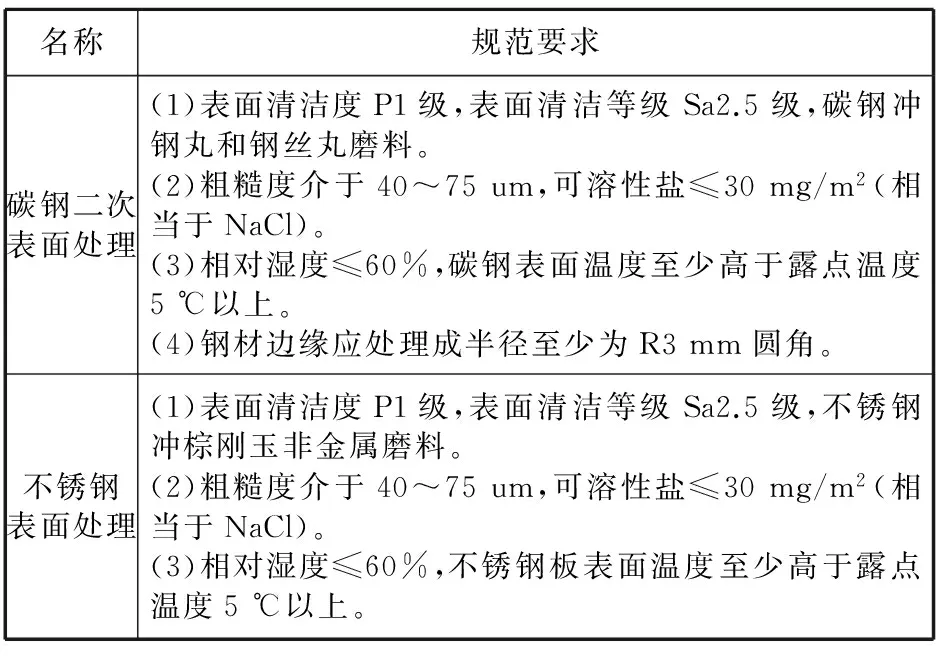
表2 PSPC規范具體要求
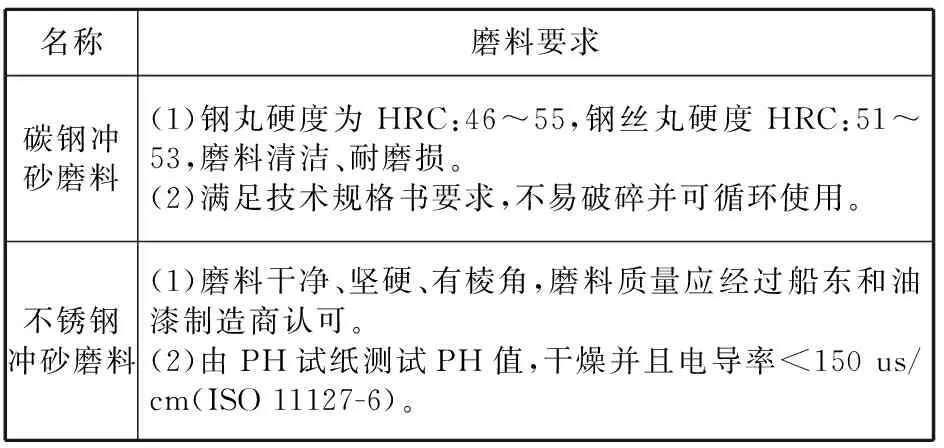
表3 壓載艙沖砂磨料要求
沖砂前,首先應確保分段結構無表面缺陷,使涂層均勻涂布,達到標準干膜厚并且具有足夠附著力。其次要求銳邊打磨光滑,粗糙焊縫打磨光順,去除和打磨焊渣、裂縫和凹坑等。接著清除鋼板表面所有可見油類、油脂、污垢和其他可溶性污物,若有厚重的油脂可先用工具去除,再用溶劑清洗剩下的油脂。最后使用真空吸塵器清潔。
4 沖砂設備選型及沖砂磨料選用
在壓載艙二次表面處理中,沖砂設備和沖砂磨料選取是否合理關系到壓載艙表面清理質量、生產效率和經濟性。為滿足化學品船壓載艙沖砂工藝要求,采用實驗對比分析來選取沖砂磨料。
4.1沖砂設備選型
選用的化學品船專用沖砂房不受天氣變化影響,能夠連續不間斷沖砂作業,集控室配有控制系統,具有調節溫度和濕度的功能。沖砂房由沖砂系統、回砂系統、全室通風除塵系統、局部除塵系統和除濕加熱系統等組成。選擇生產型號為GPBDSR4II-9838(E)雙缸四槍連續加砂型沖砂機,容積可達2.16 m3,采用雙缸體結構可連續沖砂作業,與常規沖砂機相比,效率可提高30%。沖砂房采用機械回收磨料方法,具有回收效率高,環保無污染和成本低廉等優點。
4.2沖砂磨料選用
4.2.1碳鋼沖砂磨料選用
實驗設備和方法:環保式自動沖砂機,空氣壓力0.7 MPa,12 mm二次進風型噴嘴,噴砂距離25 cm,噴砂角度45°,粗糙度測試儀,磨料類型鋼丸Φ0.8、Φ1.0、Φ1.2 mm,強化鋼絲丸Φ1.0 mm。不同類型和尺寸金屬磨料對拋丸質量的影響見表4。

表4 選用不同類型和尺寸金屬磨料對拋丸質量影響
從表4可以看出,隨著磨料顆粒增大沖擊力也增大,除銹效果越好,磨料損耗量也小,但是造成金屬表面粗糙度增大;當質量一定時,隨著磨料尺寸增大,數量就越少,相比顆粒較小磨料清理效率低。單獨使用鋼丸磨料時,磨料損耗量大;單獨使用強化鋼絲丸磨料時,粗糙度明顯增大,并且強化鋼絲丸具有鋒利邊緣,在拋丸過程中稍有不慎就對鋼板結構件造成損傷,影響鋼板性能。同規格60wt%Φ1.0 mm鋼丸磨料和40wt%Φ1.0 mm強化鋼絲丸磨料混合使用優勢互補,清理效果較好,磨料損耗也小,滿足粗糙度要求。通過反復對比實驗,最終選擇同規格60wt%Φ1.0 mm鋼丸和40wt%Φ1.0 mm強化鋼絲丸作為碳鋼部分二次表面處理磨料。
4.2.2不銹鋼沖砂磨料選用
實驗設備和方法:環保式自動噴砂機,粗糙度測試儀,12 mm二次進風型噴嘴600 mm×800 mm不銹鋼板6塊,石榴石和棕剛玉磨料各500 kg;選用國內船廠常用規格石榴石磨料和不同規格的棕剛玉磨料實驗對比,選取不銹鋼非金屬磨料。實驗方法和結果,分別見表5和表6。
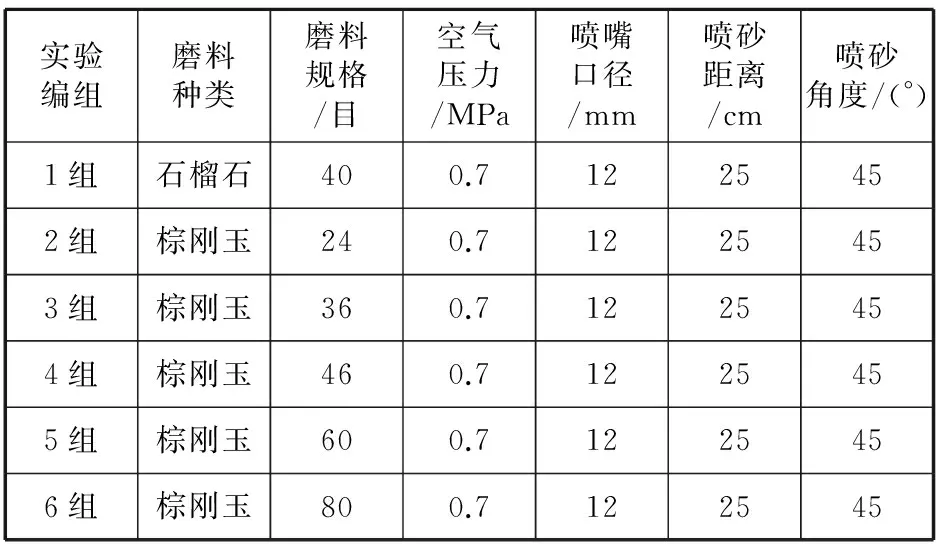
表5 實驗方法
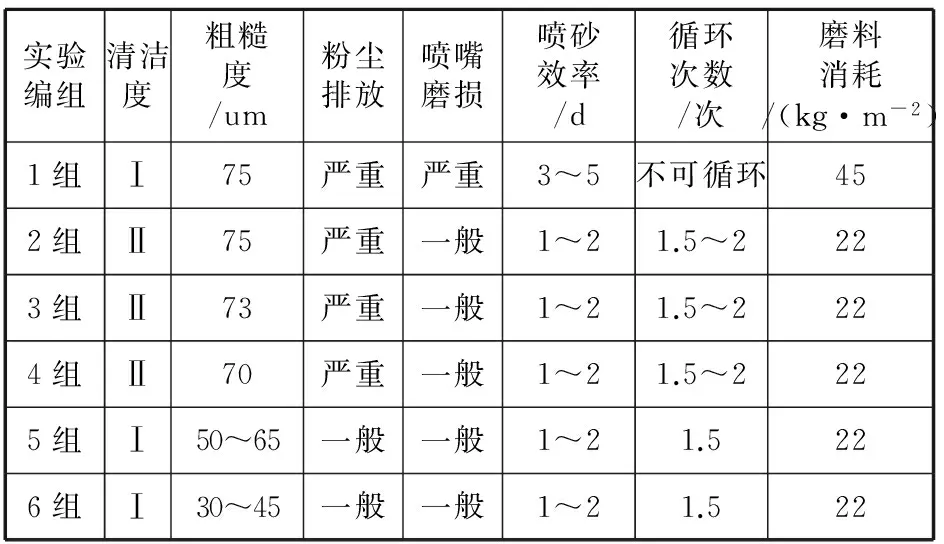
表6 實驗結果
從表6可以看出:
(1)隨著棕剛玉磨料粒度減小,不銹鋼表面粗糙度也隨之減小,但不銹鋼表面清潔度逐步提高。
(2)選用的一等棕剛玉和優質鐵鋁石榴石磨料各項指標均能符合技術規格書要求。
(3)石榴石沖砂普遍存在嵌砂,選擇偏小粒度磨料雖然能夠解決嵌砂,但沖出的粗糙度很難達到40~75 um的要求,而22目粒度的棕剛玉磨料能夠滿足粗糙度要求。
(4)石榴石與棕剛玉相比,硬度有著先天不足,因此在沖砂效率、破損率等方面不如棕剛玉磨料。
(5)石榴石沖砂后的表面更加光亮、美觀,在清潔度上更容易接受。
(6)兩者沖砂時產生的粉塵都極大,比較而言,石榴石粉塵對職業健康的危害更大些。
考慮到成本控制、技術要求、沖砂效率等要素,棕剛玉磨料更適合在化學品船壓載艙沖砂中應用。
5 沖砂工藝參數控制
在碳鋼和不銹鋼沖砂過程中,要獲得碳鋼和不銹鋼沖砂后符合要求的清潔度和粗糙度,除了選擇合適磨料外,還要選擇合適的沖砂工藝參數。影響鋼材表面處理質量因素除沖砂磨料外,還與噴槍出口處空氣壓力、噴嘴類型和孔徑、沖砂距離和沖砂角度、噴砂槍的移動速度等都有很大關系。通過沖砂實驗滿足PSPC標準,選擇合適沖砂工藝參數。
(1)空氣壓力(噴嘴出口處壓力):隨著空氣壓力增加,磨料拋射的速度增快,對鋼材表面造成的沖擊力越大,但隨著磨料拋射速度的增加,磨料的破損率對鋼材表面的切蝕會產生影響。沖砂過程中,要根據磨料情況、被拋材質和厚度計及表面粗糙度要求綜合考慮,合理調節空氣壓力。空氣壓力一般應控制在0.55~0.75 MPa之間,最好控制在0.7 MPa左右。如果空氣壓力太低,則清理效率顯著下降并造成資源浪費。反之,磨料損壞率顯著上升。另外,磨料尖銳物嵌入被沖鋼材概率增加。當空氣壓力在0.07~0.10 MPa之間變化時,粗糙度變化超過規定值的±13 um,沖砂過程中要調整和穩定空氣壓力。
(2)噴嘴類型和口徑:噴嘴類型和孔徑是影響沖砂質量的一個重要因素,常見噴嘴類型為直通型、文丘里型、二次進風型。使用文丘里型噴嘴磨料的噴射速度可達200 m/s,直通型噴嘴磨料噴射速度僅為97 m/s,而二次進風型清理效率最高。噴嘴口徑、內部結構和材質對沖砂質量都有影響。噴嘴口徑受壓縮空氣量約束,一般為8~15 mm,當噴嘴口徑因磨損等原因增大25%時應選擇更換噴嘴。
(3)噴砂距離:是指噴嘴離被噴涂結構面的直線距離。隨著噴砂距離增大,沖砂力度減弱,并出現磨料分散的狀況。合適的噴砂距離對噴砂質量相當重要,既能使表面獲得合適的粗糙度,又能得到較高的噴砂效率同時又不會因為沖擊力過大而對鋼材造成損傷。一般噴砂距離控制在20~30 cm之間。
(4)沖砂角度:磨料噴射軸線與基材表面夾角,一般沖砂角度控制在45°~60°之內。為防止出現磨料嵌入被噴基體內應避免垂直90°噴射。
(5)噴槍移動速度:通過噴槍與工作表面的相對移動來獲得均勻的粗糙面。移動速度并無嚴格要求,主要看工作面的粗糙度情況來合理控制噴槍移動速度。
6 碳鋼沖砂階段不銹鋼保護
碳鋼沖砂階段由于鋼丸和鋼絲丸沖擊力很大,不銹鋼遭受碰撞后易形成腐蝕點,和碳鋼接觸發生滲碳導致性能急速下降。為保持雙相不銹鋼耐腐蝕的性能,杜絕破壞氧化鉻保護膜,在碳鋼沖砂階段采取一些特殊措施對雙相不銹鋼進行保護。在沖鋼砂前將碳鋼結構安置在專用胎架上,雙相不銹鋼朝上,反頂不銹鋼,三防布+三夾板+木板條進行保護,距離不銹鋼0.5 m向下沖鋼砂。具體操作方法為:靠近不銹鋼表面用三防布覆蓋,避免對碳鋼沖鋼砂時遭受撞擊和所產生的粉塵對不銹鋼表面污染,然后用三夾板頂住三防布,最后用木板條固定三夾板,在不銹鋼外板邊緣處用一定厚度的多層夾芯板開出槽孔嵌入不銹鋼板和三夾板。碳鋼沖砂完畢后清潔,去除不銹鋼保護,非金屬沖砂間沖砂不銹鋼。
7 結論
本文以化學品船壓載艙為研究對象,圍繞化學品船壓載艙沖砂工藝展開一系列研究工作并得出以下結論:
(1)選擇同規格60wt%Φ1.0 mm鋼丸和40wt%Φ1.0 mm強化鋼絲丸作為碳鋼二次表面處理磨料,使鋼材表面清潔度增加,粗糙度滿足PSPC規范要求,磨料損耗大大降低。
(2)不銹鋼表面處理中經實驗對比選用棕剛玉非金屬磨料,滿足粗糙度和經濟性等要求,符合沖砂技術規格書要求。
(3)壓載艙碳鋼部分沖砂時采用三防布+三夾板+木板條方法對不銹鋼進行保護,避免不銹鋼遭受沖擊,確保不銹鋼表面清潔。
[1]汪國平.船舶涂料與涂裝技術[M].北京:化學工業出版社,2006.
[2]沈子龍.船舶除銹涂裝工[M].北京:國防工業出版社,2008.
[3]楊向榮.不銹鋼艙船舶建造工藝研究[D].大連:大連理工大學,2008.
[4]潘冬云.不銹鋼艙表面處理技術研究[D].大連:大連理工大學,2009.
[5]李敏風,宮煒.磨料與鋼材表面處理的粗糙度[J].涂料技術與文摘,2010,31(11):15-18.
[6]年介磊,嚴勇,張金文.石榴砂在不銹鋼船舶表面處理中的應用[J].江蘇船舶,2013,30(3):38-39,42.
[7]李剛.基于PSPC壓載艙涂裝工藝研究[J].船海工程,2013,42(16):96-100.
[8]蔣偉潔.挖掘機涂裝工藝優化研究[D].武漢:武漢科技大學,2015.
2015-11-27
李星(1984—),男,碩士研究生,研究方向為船舶與海洋結構物設計制造;楊敏(1963—),女,副教授,研究方向為船舶設計與先進制造。
U671.1
A
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
