論移動閃光焊軌機現場施工工藝對焊接質量的影響
2016-08-23 07:35:48孫立本中鐵四局集團有限公司第八工程分公司安徽合肥230011
安徽建筑 2016年3期
關鍵詞:質量
孫立本 (中鐵四局集團有限公司第八工程分公司,安徽 合肥 230011)
?
論移動閃光焊軌機現場施工工藝對焊接質量的影響
孫立本(中鐵四局集團有限公司第八工程分公司,安徽 合肥 230011)
主要介紹移動閃光焊軌機現場施工工藝,并論述工藝中的施工方法對焊接質量的影響。每個工序操作不當都會對焊接質量產生影響,其中現場焊接的質量包括內部質量和外觀質量。焊頭質量的不合格將會發生斷軌現象,甚至會造成列車運行脫軌、傾覆的嚴重安全事故。因此在使用移動閃光焊軌機現場施工中,如何控制各個工藝質量、確保鋼軌焊接質量將是討論的重點。
移動閃光焊軌機;焊軌施工工藝;提高焊接質量
1 移動閃光焊軌機型檢參數調試
影響鋼軌閃光焊接質量的主要因素就是焊接參數。移動閃光焊軌機(如圖1)焊接工藝參數主要有:時間、電壓、電流、位移、前進速度、后退速度、頂鍛量等(如圖2)。鋼軌閃光焊接參數的調整實際是各個焊接參數的優化匹配過程。為了獲得優質的焊接接頭,焊接工藝參數的調整與定位應當滿足以下條件:
①鋼軌焊接端頭必須有足夠的加熱區和適當的溫度梯度,并確保焊接端面溫度分布均勻;
②確保鋼軌焊接閃光過程連續而穩定;
③鋼軌焊接端面必須有足夠的塑性變形。
參數的選擇是由落錘試驗、探傷、外觀等決定,因此選擇合理的焊接參數是保證鋼軌焊接質量的主要因素。

圖1

圖2
2 鋼軌焊接前準備
型檢是以短鋼軌焊接為試驗,當鋪設到線路上的鋼軌扣件松開完時,應在鋼軌軌底下每間隔20根枕木墊上一個專用滾筒,以保證鋼軌底面與滾筒面為滾動接觸,使鋼軌在受到溫度力或外力拉伸時處于自由狀態。其目的在于減小鋼軌焊接時的摩擦力,使線路長鋼軌焊接與型式檢驗時的試驗鋼軌焊接狀態保持一致,保證焊接參數滿足現場鋼軌焊接質量的要求。
3 焊接前鋼軌軌端的除銹
對于移動閃光焊軌機,用手提式砂輪機延鋼軌縱向打磨端頭600mm范圍內(如圖3)的鋼軌軌腰和焊接端面的鐵銹,對母材的打磨量不超過0.2mm,如果軌腰打磨范圍內剛好有凸出的廠標、字母等符號時,必須打磨平整。如果不按要求打磨,焊機和鋼軌之間容易打滑,對焊接的直接影響為焊頭頂鍛量不夠,從而影響焊頭的內部質量。打磨時不得用力過猛,防止鋼軌表面局部發黑發藍。經打磨的表面要求見金屬光澤,不得有銹斑。鋼軌打磨干凈之后,減小了焊機導電電極與鋼軌之間的阻抗,增加導電性。
4 焊軌機的對位與焊接
當拉軌到位后,固定端松開10m扣件,用起道機在離焊軌端面3.2m處軌底墊上第一個厚度適當的墊塊(墊塊厚度現場決定,根據軌枕和扣件形式,保證鋼軌軌底剛好高出扣件螺桿為宜)。再離第一個墊塊每隔2根枕木墊上第二、第三、第四個墊塊,一個墊塊比一個墊塊低。保證鋼軌焊頭兩端墊起的高度基本一致(如圖4)。通過調車員聯系與協調,用機車將焊軌機推進到焊接崗位。讓黑平板車第一個輪子剛好壓在我們標示的3.2m處,打好止輪器,防止溜車。

圖3
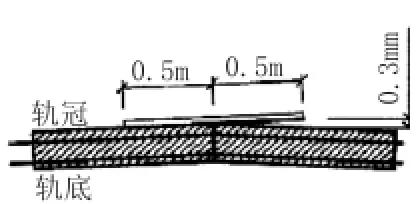
圖4
如果在曲線上,兩股鋼軌有高低差,需要用支腿油缸把平板車支撐(圖5)。然后放下焊軌機機頭,機組人員檢查清理完焊機就可以進行焊軌操作。用機頭夾鉗夾兩端鋼軌,利吊架升降,左右旋轉移動來完成鋼軌的對正。操作員用手摸鋼軌各個面,利用長的銅墊片來調節鋼軌左右錯牙,利用焊機機頭張開、夾緊、升降來調節鋼軌軌頂錯牙。如此反復以確保鋼軌焊接工作面對準精度在0.5mm以內。鋼軌對好位之后,在遠處看看鋼軌焊接線形,如焊接頭高了,往下降機頭;如果低了,往上升機頭。焊完留有一定的起拱量。焊接過程分為:對位、焊接、保壓、推瘤。大體過程如下圖6。

圖5
焊機的焊接與對位是焊接接頭外觀質量控制最重要的一步,此工位很大程度上決定了焊頭的外觀質量。夾持焊接工序在保證接頭外觀平直度質量方面主要起兩方面的作用,一是以軌頂面及工作邊為基準,兼顧其他部位進行對中,確保接頭錯邊處于合理范圍內,控制好焊接接頭的錯邊量,也可以改善焊接接頭的平直度;二是控制焊接預拱度,以控制焊后平直度,為接頭正火打下良好的平直度基礎。焊接過程使用保壓推瘤,在長鋼軌焊接中如果不使用保壓推瘤,當焊機夾緊鉗口松開后,兩段鋼軌剛剛頂鍛焊接上,焊接區域馬上又處于拉伸狀態,焊接區域金屬處于熔熱狀態,金屬鍵及晶格組織不穩定,推凸時推凸外力加上兩側長鋼軌拉伸后回縮,所有這些對焊接區域金屬極易產生撕裂作用,極易產生產生裂紋等缺陷。
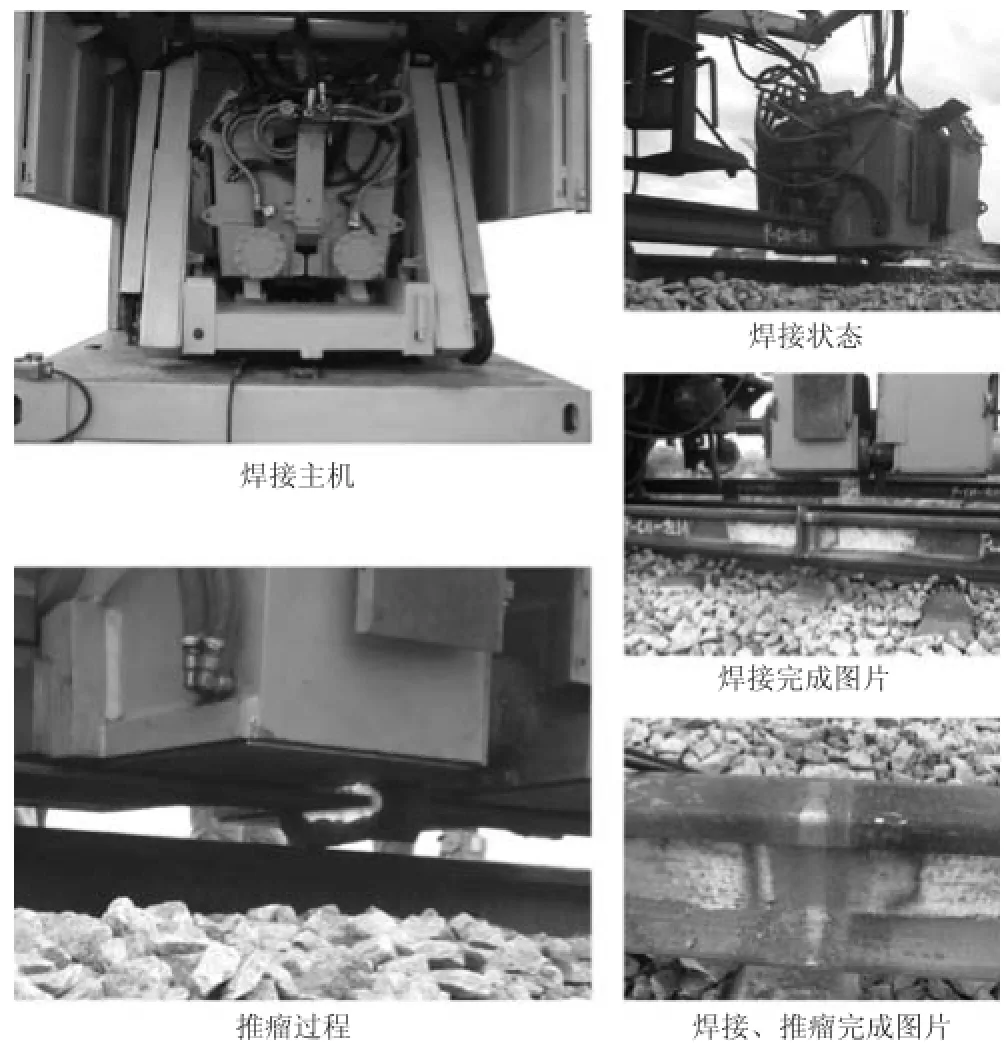
圖6
焊接完成用空壓機清理鉗口焊渣,不得留有塵渣,防止下次焊接時焊渣進入焊縫,影響焊接的內部質量。對焊接圖形與數據進行記錄與分析,無誤后方可進行下一次的焊接。
5 焊頭的軌底軌腰打磨與正火
5.1焊縫打磨
焊接完成后,通過調車員聯系與協調,用機車將焊軌機牽出焊接崗位。待焊頭溫降到300℃以下時,方可進行打磨。打磨有如下要求。
①粗磨部位:焊接接頭軌頭非工作邊、距軌腳邊緣35mm范圍內的上下表面、軌腳邊緣,軌底。
②粗磨后的表面應平整、光潔,與母材過渡圓順,軌腳邊緣上下棱角應倒成圓角。防止軌腳邊應力集中,出現焊接接頭的斷裂。
③打磨時應沿鋼軌方向縱向打磨,不允許橫向打磨。
④打磨時砂輪不應在鋼軌上劇烈跳動,不應沖擊鋼軌,鋼軌打磨表面不應出現打磨灼傷。
⑤粗磨后應檢查接頭表面質量,不應有裂紋、夾渣等缺陷,否則切掉接頭重新焊接。
⑥粗磨不允許損傷鋼軌母材,不應將接頭磨虧。
⑦對于推凸余量超標的個別接頭,可以采用粗磨方式打磨平整,但應特別注意不要損傷鋼軌母材。推凸余量連續超標時,應調整或更換推凸刀具。
焊頭打磨好提高了焊頭的外觀質量,同時也可以防止因打磨不到位而引起的探傷不合格,提高焊頭的焊接質量。
5.2焊頭正火
鋼軌焊接中正火分為中頻正火和火焰正火,在現場施工中由于各方面因素而采用火焰正火(如圖7),但火焰正火的效果并不比中頻正火差。

圖7
①將火焰加熱器、流量控制箱、乙炔過濾器、氧氣瓶、乙炔瓶和冷卻水泵用質量好的膠管連接。
②將正火架放置在鋼軌上,將火焰加熱器放置在正火架的圓柱形導杠上,調整加熱器與鋼軌表面間隙,使得間隙均勻,對稱之后鎖定。
③啟動冷卻水泵。檢查水路是否暢通。
④調節加熱器位置,使焊接接頭處于加熱器擺動中心,擺動距離在中心線兩端各50mm處。
⑤調節乙炔瓶輸出壓力在0.15MPa,調節氧氣瓶輸出壓力為0.6MPa。通過控制箱快速開關閥調節乙炔流量大約在3.8格,氧氣流量大約在4.2格。點火后擺動頻率控制在60次/min。達到正火溫度后應同時關閉控制箱快速開關閥。
⑥正火加熱起始階段焊頭表面溫度應在450℃以下,加熱終了軌底溫度表面溫度應為920℃左右。使用光電測溫儀探頭應垂直被測鋼軌表面,接觸時間不宜太長。
⑦正火過程中應根據焊接接頭高低來調節起拱量。
正火,又稱常化,是將工件加熱至Ac3(Ac是指加熱時自由鐵素體全部轉變為奧氏體的終了溫度,一般是從727℃~912℃之間)或Acm(Acm是實際加熱中過共析鋼完全奧氏體化的臨界溫度線)以上30~50℃,保溫一段時間后,從爐中取出在空氣中或噴水、噴霧或吹風冷卻的金屬熱處理工藝。鋼軌焊接后正火熱處理工藝的目的是消除由于焊接熱循環而產生的熱影響,改善焊接接頭的綜合機械性能,使焊接熱循環過程形成的晶粒細化,提高韌性,改善焊接殘余應力的分布。焊后熱處理的正火影響對接頭起著決定性作用。因此正火對焊頭內部質量和外部質量都有很重要的影響,現場操作中正火是很重要的工序,一定要注意細節,操作得當。
6 焊頭調直與精磨
正火完畢后,焊頭溫度降至300℃以下時,對鋼軌進行調直處理,使用1m刀口尺檢查時:水平方向工作邊的不平直度不大于0.5mm,垂直方向的不平直度不大于0.5mm,起拱量控制在0.5~1mm范圍內。
利用仿形打磨機打磨焊接接頭的軌頂面和各個側面(如圖8),打磨應延鋼軌縱向打磨,不可橫向打磨,母材打磨深度不超過0.3mm。打磨不得使鋼軌發藍(如圖9),發藍是產生了馬氏體組織,這是一種脆性很大的金相組織,高倍顯微可發現金屬顆粒之間相互沒有關系,不能組成纖維狀結構,會導致鋼軌發生脆斷,存在很大安全隱患。因此鋼軌打磨時需要控制打磨的速度,不得產生過高的溫度,避免出現發藍現象。打磨溫度過高,要適當暫停打磨,待溫度適宜時再進行打磨。

圖8

圖9
打磨完成后,用1m直尺進行測量:(根據現場技術要求)一般鋼軌焊頭軌頂工作面不直度不得大于0.3mm,軌頭內側工作面不直度不得大于0.4mm,軌底不直度不得大于1mm。
焊頭的調直和精磨是提高焊頭焊接外觀質量最重要的工序。不僅需要技術,還需要耐心與細心,才能保證焊頭的外觀質量。
7 焊接接頭探傷
每個焊接接頭必須經過超聲波探傷,探傷是對現場施工焊頭內部質量的直接判定,判定為不合格的焊縫必須鋸開重新焊接。探傷前應將焊頭溫度降到50℃以下,在打磨過的鋼軌軌底、軌腰、軌頭上均勻涂抹上探傷耦合劑,然后用超聲波探傷儀進行探傷檢測,不合格的焊頭要鋸斷重新焊接。
現場如果出現焊頭有傷,有的可能是鋼軌軌底打磨不到位,還沒有打磨好,重新打磨便可以解決;有的可能是正火沒有正好,重新正火可以解決;有的焊頭軌頭有傷,是軌頭下顎沒有打磨干凈,重新打磨可以解決;有的是現場滾筒沒有墊好或者扣件沒有松開完,造成的焊接接頭頂鍛量不夠,重新檢查滾筒與扣件,鋸開重新焊接可以解決。
8 結語
通過以上的分析,影響鋼軌焊縫接頭質量的因素,包括人、機、法、料、環的各個方面,制定規范、標準的鋼軌現場焊接工藝,對提高焊頭質量的一次合格率,有很大的現實意義。閃光焊軌機現場施工工藝中各個工序都會對焊頭的內部質量和外觀質量產生影響,焊軌施工作業人員必須經培訓合格持證上崗,嚴格按照移動閃光焊軌機現場施工工藝標準和要求作業,保證現場鋼軌焊接質量。
[1]盧祖文.客運專線鐵路軌道[M].北京:中國鐵道出版社,2005.
[2]TB/T1632.1—2014,鋼軌焊接通用技術條件[S].
[3]李亞江.焊縫組織性能與質量控制[M].北京:化學工業出版社,2005.
[4]陳祝年.焊接工程師手冊[M].北京:機械工業出版社,2010.
[5]陳裕川.焊接工藝評定手冊[M].北京:機械工業出版社,1999.
U213.9+2
B
1007-7359(2016)03-0095-04
10.16330/j.cnki.1007-7359.2016.03.033
孫立本(1972-),男,安徽肥西人,畢業于安徽理工大學,工程師。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
